一种极耳焊接机构的制作方法
[0001]
本实用新型涉及极耳设备的技术领域,特别涉及一种极耳焊接机构。
背景技术:
[0002]
极耳,是锂离子聚合物电池产品的一种原材料;电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体。实际生产过程中需要将极耳焊接于极片上,从而实现极耳的引出功能。
[0003]
专利文献cn201920754213.1公开了一种带加热功能的极耳焊接装置,该文献中公开了如下技术特征:焊接机构包括第一升降气缸72、超声波焊接机73、发热管74、极片抬升杆75和极片抬升气缸76。现有焊接机构中,通过气缸对超声波焊接头进行上下移动,超声波焊接头的高度控制不好,影响焊接的精确度。
[0004]
为此,我们提出了一种调节精度高的极耳焊接机构。
技术实现要素:
[0005]
本实用新型的主要目的在于提供一种极耳焊接机构,具有精准控制高度、调节精度高的优点。
[0006]
为实现上述目的,本实用新型提供了一种极耳焊接机构,包括机架、伺服电机、丝杆、螺母、上超声波焊接头及下超声波焊接头,所述伺服电机沿竖直方向设置于所述机架上,所述丝杆连接于所述伺服电机的输出端,所述螺母套设于所述丝杆上,所述螺母与所述丝杆螺纹连接,所述上超声波焊接头与所述螺母连接;所述下超声波焊接头位于所述上超声波焊接头下方并固定于所述机架上,经过裁切后的极耳输送至所述上超声波焊接头与所述下超声波焊接头之间。
[0007]
优选的,所述的极耳焊接机构还包含上移动板、下移动板及导向杆,所述上移动板、所述下移动板均水平放置,所述上移动板位于所述下移动板上方,所述导向杆沿竖直方向设置,所述导向杆固定于所述上移动板与所述下移动板之间,所述螺母固定于所述上移动板上,所述上超声波焊接头固定于所述下移动板上。
[0008]
优选的,两个所述导向杆分立于所述螺母两侧,每个所述导向杆与所述螺母的距离相等。
[0009]
优选的,两个所述导向杆与所述丝杆设于同一平面上。
[0010]
优选的,所述机架上还设置有沿竖直方向设置的穿置孔,所述导向杆穿置于所述穿置孔内。
[0011]
优选的,两个所述穿置孔的距离等于两个所述导向杆的距离。
[0012]
优选的,所述的极耳焊接机构还包括导向辊,所述导向辊沿所述极耳输送方向设置并固定于所述机架上,若干个所述导向辊交错设置,极片贴合于所述导向辊的外边缘进行输送。
[0013]
优选的,所述导向辊包含第一辊、第二辊,所述第一辊及所述第二辊分别设置于所
述下超声波焊接头两侧,所述第一辊及所述第二辊的高度均低于所述下超声波焊接头上表面。
[0014]
优选的,极片接触于所述第一辊下边缘,极片接触于所述第二辊下边缘,极片接触于所述下超声波焊接头上表面。
[0015]
现有技术相比,本实用新型具有如下有益效果:本实用新型的极耳焊接机构通过采用伺服电机、丝杆及螺母三者的结合,实现对上超声波焊接头上下移动位置的精准控制,从而使得焊接精度更高。
附图说明
[0016]
图1为本实用新型实施例的极耳焊接机构的主视图。
[0017]
图2为本实用新型实施例的极耳焊接机构的右视图。
[0018]
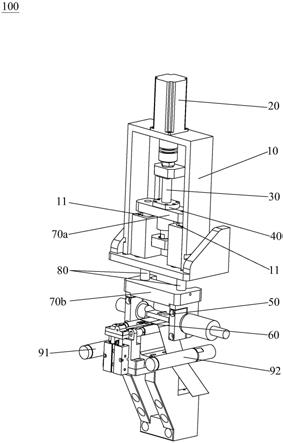
图3为本实用新型实施例的极耳焊接机构的立体图。
具体实施方式
[0019]
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
[0020]
图1-图3为本实用新型的极耳焊接机构100的不同视觉图,下面结合图1-图3对极耳焊接机构100的结构进行描述:
[0021]
请参阅图1-图3,本实施例的极耳焊接机构100包括机架10、伺服电机20。具体的,伺服电机20沿竖直方向设置于机架10上,图1-图3中,伺服电机20的输出轴朝下,但是并不以此为限,伺服电机20的输出轴朝上也可实现。
[0022]
请继续参阅图1-图3,本实施例极耳焊接机构100还包括丝杆30、螺母40、上超声波焊接头50。具体的,丝杆30连接于伺服电机20的输出端,螺母40套设于丝杆30上,螺母40与丝杆30螺纹连接,上超声波焊接头50与螺母40连接。则,当伺服电机20工作时,伺服电机20带动输出端的丝杆30转动,螺母40沿着丝杆30长度方向上下移动,从而驱使上超声波焊接头50上下移动。
[0023]
请参阅图1-图3,本实施例的极耳焊接机构100还包含上移动板70a、下移动板70b及导向杆80,通过导向杆80可避免上超声波焊接头50在水平方向上发生偏移,进一步提高精准度。具体的,上移动板70a、下移动板70b均水平放置且平行设置,上移动板70a位于下移动板70b上方,上移动板70a与下移动板70b之间设置有一间隔距离。当伺服电机20的输出轴朝下时,伺服电机20位于上移动板70a上方;当伺服电机20的输出轴朝上时,伺服电机20位于上移动板70a与下移动板70b之间。
[0024]
进一步的,本实施例的导向杆80沿竖直方向设置,导向杆80固定于上移动板70a与下移动板70b之间。再者,机架10上还设置有沿竖直方向设置的穿置孔11,导向杆80穿置于穿置孔11内。其中,穿置孔11对导向杆80起到一定的限位作用,实现导向杆80沿竖直方向移动。优选的,两个穿置孔11的距离等于两个导向杆80的距离,可保证导向杆80沿竖直方向设置。
[0025]
更优的,两个导向杆80分立于螺母40两侧,每个导向杆80与螺母40的距离相等;且导向杆80与丝杆30设于同一平面上。则,导向杆80以丝杆30为中心轴镜像对称设置于丝杆
30两侧,当通过导向杆80进行导向时,对称设置可以使得导向结构更加地稳定。
[0026]
请继续参阅图1-图3,本实施例的螺母40固定于上移动板70a上,上超声波焊接头50固定于下移动板70b上。则,当伺服电机20带动上移动板70a移动时,导向杆80在上移动板70a的带动下移动,下移动板70b在导向杆80的带动下移动,上移动板70a、导向杆80及下移动板70b的移动方向一致。
[0027]
请继续参阅1-图3,本实施例的极耳焊接机构100还包括下超声波焊接头60,下超声波焊接头60位于上超声波焊接头50下方并固定于机架10上,经过裁切后的极耳输送至上超声波焊接头50与下超声波焊接头60之间。
[0028]
请继续参阅图1-图3,本实施例的极耳焊接机构100还包括导向辊90,导向辊90沿极耳输送方向设置并固定于机架10上,若干个导向辊90交错设置,极片贴合于导向辊90的外边缘进行输送;极片同样位于上超声波焊接头50与下超声波焊接头60之间,极耳位于极片上方。则,通过上超声波焊接头50和下超声波焊接头60将极耳焊接于极片上。
[0029]
下面对导向辊90进行详细描述:
[0030]
本实施例中导向辊90包含第一辊91、第二辊92,第一辊91及第二辊92分别设置于下超声波焊接头60两侧,第一辊91及第二辊92的高度均低于下超声波焊接头60上表面;且极片接触于第一辊91下边缘,极片接触于第二辊92下边缘,极片接触于下超声波焊接头60上表面。通过第一辊91、第二辊92及下超声波焊接头60三者的位置关系,将极片绷直,从而使得极片能平整地进行输送。
[0031]
现有技术相比,本实用新型具有如下有益效果:本实用新型的极耳焊接机构100通过采用伺服电机20、丝杆30及螺母40三者的结合,实现对上超声波焊接头上下移动位置的精准控制,从而使得焊接精度更高。
[0032]
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1