一种长轴车外圆夹持装置的制作方法
1.本实用新型涉及一种夹具,具体涉及一种车床夹具。
背景技术:
2.对于长轴类圆筒状工件的内外圆的车削加工,目前主要采用的夹具都是仅夹持工件端部的,夹持部分占工件整体长度的比例很小,这种夹持方式具有明显的缺陷:一方面由于长轴类工件的长径比大,在加工远离夹持部的位置时易产生偏心矩,从而影响工件的加工精度;另一方面,由于绝大部分作用力都集中在工件被夹持的部位,易产生应力集中,从而对工件造成破坏。这类缺陷在采用粉末冶金方式制备硬质合金工艺中表现得尤为突出,由于硬质合金硬度高,烧成成品后加工难度极高,因此需要在烧结前对工件进行精确加工,且加工精度要求极高;且烧结前的工件强度较差易损坏,因此,在制备长轴类圆筒状硬质合金工件时,现有的车削夹具不能很好的满足应用要求。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供了一种能消减长轴偏心距的长轴车外圆夹持装置。
4.本实用新型采用如下技术方案实现:一种长轴车外圆夹持装置,包括机床滑轨与刀台,所述滑轨上设有夹持装置,所述夹持装置包括夹持滑轨,所述夹持滑轨与所述机床滑轨套合,所述夹持滑轨上固定连接有支撑架,所述支撑架上设有多个支撑轴,所述多个支撑轴互相支撑夹持在长轴上。
5.优选的,所述支撑架上设有支撑轴,所述支撑轴分为第一支撑轴、第二支撑轴和第三支撑轴,所述第一支撑轴和所述第二支撑轴固定连接在所述支撑架上,所述第三支撑轴螺栓连接在所述支撑架上,所述第一支撑轴和所述第二支撑轴之间固定连接有加强杆。
6.优选的,所述支撑轴包含支撑杆,所述支撑杆一端固定连接有叉架,所述叉架上插销连接有轴承,所述轴承的圆周侧面与长轴接触。
7.优选的,所述夹持装置分为第一夹持装置和第二夹持装置,所述第一夹持装置和所述第二夹持装置分布在刀台两侧。
8.相比现有技术,本实用新型通过在刀台两端安装夹持装置,使长轴在车削时,夹持装置两端形成支撑点,降低车削过程中长轴偏心距。
附图说明
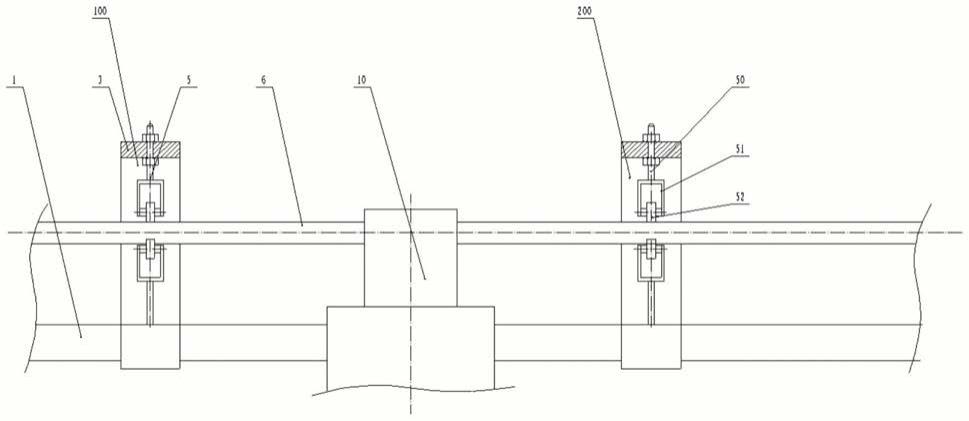
9.图1是本实用新型结构长轴车外圆夹持装置安装位置示意图;
10.图2是本实用新型结构夹持装置示意图
11.图中:1、机床滑轨;2、夹持滑轨;3、支撑架;4、第一支撑轴;5、第三支撑轴;6、长轴;7、第二支撑轴;8、加强杆;10、刀台;50、支撑杆;51、叉架;52、轴承;100、第一夹持装置;200、第二夹持装置。
具体实施方式
12.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
13.如图1
‑
2所示:一种长轴6车外圆夹持装置,包括机床滑轨1与刀台10,所述机床滑轨1上设有夹持装置,所述夹持装置包括夹持滑轨2,所述夹持滑轨2与所述机床滑轨1套合,所述夹持装置沿所述机床滑轨1方向自由滑动,所述夹持滑轨2上固定连接有支撑架3,所述支撑架3上设有多个支撑轴,所述多个支撑轴互相支撑并夹持在长轴6上,多个支撑轴共同夹持长轴6形成支撑点,进而减少长轴6车削过程中的偏心距。
14.所述支撑架3上设有支撑轴,所述支撑轴分为第一支撑轴4、第二支撑轴7和第三支撑轴5,所述第一支撑轴4和所述第二支撑轴7固定连接在所述支撑架3上,所述第三支撑轴5螺栓连接在所述支撑架3上,通过调整螺栓控制所述第三支撑轴5紧压在长轴6上进行紧固,所述第一支撑轴4和所述第二支撑轴7之间固定连接有加强杆8,所述加强杆8能支撑所述第一支撑轴4和所述第二支撑轴7,防止所述第一支撑轴4和所述第二支撑轴7受压变形。
15.所述支撑轴包含支撑杆50,所述支撑杆50一端固定连接有叉架51,所述叉架51上插销连接有轴承52,所述轴承52的圆周侧面与长轴6接触,所述轴承52跟随长轴旋转而旋转,所述第一支撑轴4与所述第二支撑轴7和所述第三支撑轴5的轴承52从三个方向支撑长轴6,使长轴6固定在一个支撑点上且可以自由转动。
16.所述夹持装置分为第一夹持装置100和第二夹持装置200,所述第一夹持装置100和所述第二夹持装置200分布在刀台10两侧,进而保证在刀台10在车削过程中,第一夹持装置100和第二夹持装置200之间的长轴6在旋转时保证同心度,不偏斜。
17.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1