高速钢铣刀的制作方法
[0001]
本申请涉及磨床铣刀加工技术领域,尤其涉及一种高速钢铣刀。
背景技术:
[0002]
高速钢材料的铣刀,经过几十年的发展,在改革开放以前主要是一些国营工具企业的核心产品,但这些刀具的生产技术都是从国外引进,至今没有新的突破发展,而近年的数控机床,智能机床的高速发展导至高速钢刀具已严重与新技术脱轨。刀柄是刀具安装使用的基础,而莫氏刀柄发明已很久远,很多手动机床或半自动机床都在应用,而数控机床已很少应用到这种刀柄装夹方式,因数控机床的主轴接口一般都是bt\hsk\i so这几种结构型制的接入方法,从而实现刀具与主轴的自动换刀流程,但莫氏结构,很难实现自动换刀的结果,为了解决能与数控机床的主轴接口对接上,本发明提供了一种锥度复合刀柄的刀具,直柄与锥度同时存在于同一个刀柄,进行分段处理,解决了锥度高速钢铣刀在数控加工中心上的应用。而传统的高速钢锥柄铣刀,三刃以上没有中心刃,这也是无法在数控加工中心上用的最大缺馅,说明了传统刀具只能从工件侧面入刀,进行铣削加工,而法去直接打孔,钻完后再同时进行铣削加工,传统的高速钢锥柄铣刀不具必一刃到中心的形制,使得落后的加工工艺没有办法在数控机床上得到大量的应用。
技术实现要素:
[0003]
为了解决上述技术问题,本申请实施例提供一种高速钢铣刀及其一次性铣削方法。
[0004]
本申请实施例第一方面提供了一种高速钢铣刀,铣刀的刀具基体包括位于前端的刀具刃带本体和位于后端的刀具锥柄;刀具刃带本体和刀具锥柄之间设置有刃避空位;
[0005]
刀具刃带本体采用3个-10个刀刃的刃齿数量,其中只有一个刀刃齿到达铣刀刀头端的圆心中心,其余刀刃均不过中心;
[0006]
相邻刀刃的端部之间设置有刀体容屑槽;相邻刀刃的本体之间设置有刀具排屑槽,槽深为刀具刃直径的30%-40%之间;
[0007]
刀具锥柄的形制为柄部采用莫氏锥度或bt系列锥度;刀具锥柄采用三段式结构,分为前部、中部和尾部;刀具锥柄的后端三分之一至四分之一处作为尾部,前端靠近刃部三分之一至四分之一处作为前部,前部和尾部均为锥度,刀具锥柄的中间剩余部分作为中部,中部为直柄圆柱体;刀具锥柄的前部、尾部采用锥度用于配合使用锥度接口机床的锥度接入口,中部采用直柄圆柱体用于批量生产过程中的夹持或安装在数控加工机床的直柄夹头上;
[0008]
刀具锥柄的尾部设置有内孔;内孔设置有内螺纹,用于螺栓锁紧固定刀具或加入自动换的拉钉或直接应用在数控机床上,用于自动换刀。
[0009]
进一步地,刀具刃带本体和刀具锥柄本体通过液压焊机,通过高频机加热进行对焊接而成。
[0010]
进一步地,刀具刃带本体采用高速工具钢材料;刀具锥柄本体采用碳钢材料45#钢或40cr材料。
[0011]
进一步地,每一个刀刃的刃尖角均磨制成r角半圆形或磨成直角。
[0012]
进一步地,刀具排屑槽采用直槽和螺旋槽两种,其中螺旋角为 30度-45度。
[0013]
进一步地,刀刃采用双后角,刃带采用无锯齿或锯齿状。
[0014]
进一步地,刃带采用锯齿状时,相邻刀刃的锯齿错开排列。
[0015]
本申请实施例第二方面提供了一种高速钢铣刀一次性铣削方法,高速钢铣刀采用上述的铣刀;
[0016]
铣削方法包括:
[0017]
利用液压焊机和高频机对刀具刃带本体和刀具锥柄进行加热后焊接连接,并进行退火处理;
[0018]
进入数控复合车床加工,刀具锥柄的粗车锥度与直柄一次性加工;
[0019]
在同一台车床中对刀具锥柄进行中心打孔,打完孔后,在同一台车床上进行数控攻丝,并倒好角;
[0020]
加工完刀具锥柄的所有工序后,将整个铣刀采用数控五轴加工中心进行开槽,并一次性加工周齿、周齿后角、前角;
[0021]
进入热处理步骤,之后再进行刀具锥柄外圆精车加工,加工好锥度与直径;
[0022]
通过加工中心夹持直柄部位,进行磨削加工,通过数控五轴加工中心的三维在线测量探针在刀具上测出角度、长度、心厚后进行磨削加工,完成整支刀具的生产。
[0023]
进一步地,加工完刀具锥柄的所有工序后,将整个铣刀采用数控五轴加工中心进行开槽,并一次性加工周齿、周齿后角、前角步骤中,采用包含有3种形制的盘式铣刀加装成型可弃式刀片后对周齿、周齿后角、前角进行一次性加工,并采用盘式铣刀加装成型可弃式砂轮后对铣刀上的槽进行精磨。
[0024]
进一步地,盘式铣刀包括三个铣刀盘和一组刀柄,三个铣刀盘安装在刀柄上,刀柄尾端为bt或shk系列;刀柄用于与主轴接口联接;
[0025]
铣刀盘包括前刀盘、中刀盘和后刀盘;其中,前刀盘用于加工端齿第一后角和第二后角、刃带第一后角和第二后角;中刀盘用于加工刀具排屑槽;后刀盘用于加工刀体容屑槽;
[0026]
铣刀盘在加工过程中,中刀盘对铣刀先进行刀具排屑槽的加工,之后后刀盘对铣刀的端部进行刀体容屑槽的加工,最后前刀盘对铣刀的刃带后角和端齿后角进行加工。
[0027]
进一步地,铣刀盘采用开槽平面铣刀,用于刀具基体开槽,铣刀盘根据据刀盘的大小加装2片至多片合金成形铣刀片,刀盘上加工有铣刀底部外形的凹坑用于装入铣刀片,铣刀片为中间有安装通孔沉,用于螺栓固定在刀盘上,铣刀盘在刀柄上的安装方法上精密配合套入后,由螺母锁紧柄帽通过垫片锁紧固定;
[0028]
在五轴加工中心中进行加工时,
[0029]
用0度角度的铣刀中刀盘进行刀具排屑槽的加工开槽;
[0030]
用35度角度的铣刀后刀盘去加工容屑槽,加工容屑槽的铣刀片角尖度为55度刀片,铣刀盘外周端面呈35度角;
[0031]
用20度角度的碗形铣刀前刀盘加工刃带后角以及端齿后角,使用的铣刀片角尖度
为55度刀片,铣刀盘外周端面呈20度角。
[0032]
进一步地,铣刀盘采用开槽砂轮,用于已开好刀具基体槽上精磨一次;砂轮采用cnb成份的金刚石砂轮或单晶砂轮;砂轮在刀柄上的安装方法上精密配合套入刀柄轴后,由螺母锁紧柄帽通过垫片锁紧固定;
[0033]
在五轴加工中心中进行精磨加工时,
[0034]
用0度角度的中刀盘精加工刀具排屑槽;
[0035]
用35度角度的砂轮后刀盘去加工容屑槽,加工容屑槽的砂轮片角尖度为55度,角度为砂轮外周端面呈35度角;
[0036]
用20度角度的碗形砂轮加工刃带后角以及端齿后角,使用的砂轮角尖度为55度,角度为铣刀盘外周端面呈20度角。
[0037]
在本申请实施例中所涉及的一种锥度复合刀柄的刀具,直柄与锥度同时存在于同一个刀柄,进行分段处理,解决了锥度高速钢铣刀在数控加工中心上的应用;铣削方法的工艺创新在于可以更加快速生产成品刀具,前面几道工艺工序按已提出的方法,对于用户要求同轴精度在0.02-0.05mm之间的精度,其生产工艺可以在刀体没有热理之前,在五轴数控加工中心上,把所有的工艺工序全部加工完成,直接放入真空炉内进行热处理,热理过程中不能有碰伤碰撞,热处理好就是成品刀具,加工时间最快成本最省;对于需要再次精磨的刀具可以直接在五轴加工中心中进行精磨。
附图说明
[0038]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0039]
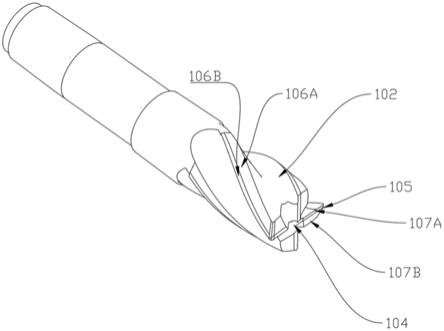
图1是本申请实施例提供的立体结构示意图;
[0040]
图2是图1的侧视图;
[0041]
图3是图1的端面示意图;
[0042]
图4是图3的补充说明图;
[0043]
图5是三刃的立体结构图;
[0044]
图6是图5的端面示意图;
[0045]
图7是四刃的立体结构图;
[0046]
图8是图7的端面示意图;
[0047]
图9是图7的侧面示意图;
[0048]
图10是五刃的立体结构图;
[0049]
图11是图10的端面示意图;
[0050]
图12是图10的侧面示意图;
[0051]
图13是六刃的立体结构图;
[0052]
图14是图13的端面示意图;
[0053]
图15是图3的侧面示意图;
[0054]
图16是锯齿状刀刃刀具的示意图;
[0055]
图17是铣刀盘安装刀片时与铣刀加工位置的对应关系示意图;
[0056]
图18是铣刀盘安装砂轮时与铣刀加工位置的对应关系示意图。
[0057]
图中附图标记的含义:
[0058]
100-刀具刃带本体,101-刀刃,101a-副刃,102-刀槽,103-刃避空位,104-刀体容屑槽,105-刀刃刃尖角,106a-刀刃第一后角, 106b-刀刃第二后角,107a-端齿第一后角,107b-端齿第二后角,108
-ꢀ
刀具前刃,200-刀具锥柄,201-前部,202-中部,203-后部,204
-ꢀ
退刀槽位,205-螺纹孔,206-倒角避空位。
具体实施方式
[0059]
为使得本申请的申请目的、特征、优点能够更加的明显和易懂,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本申请一部分实施例,而非全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
[0060]
下面结合附图和具体实施例,进一步阐明本发明。
[0061]
在本申请的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
[0062]
本申请所涉及的一种高速钢铣刀,与现有传统生产工艺不同最大的创新点是,本申请的改变了整个高速钢刀具行业生产加工方式,使整刀具生产流程工艺更少,生产周期时间大大缩短,刀具的精度更高,整体质量全面提升,生产成本大幅降低;本创新的核心要点是,改变原有的生产工艺,原来外圆磨以车床加工代替磨床加工,突破热处理后达到硬度60度硬度无法进行批量车削快速加工的技术瓶颈;使原有三道工艺,改成车锥度、打孔、攻丝一次性完成。最主要的是刀具刃部加工,原有多达10道以上的工艺,经过创新后全部整合为两道工艺完成,采用最新的数控五轴刀具铣制加工技术,使刀具的前齿部位的形制与工作原发生改变,实现了钻铣一体的功能。原来只能应在普通锥度接口的铣床上,经过改革后刀柄锥度与直柄复合成型,可以应用在任何数控加工中心上。创新了传统有刀具不能钻通的缺点,使得本申请的刀具,能实现钻铣一体化功能,适于各种数控机床的应用。
[0063]
在物理结构上,铣刀的刀具基体包括位于前端的刀具刃带本体和位于后端的刀具锥柄。刀具刃带本体和刀具锥柄之间设置有刃避空位。前端的刀具刃带本体和位于后端的刀具锥柄是通过液压焊机,通过高频机加热进行对焊接而成,这种工工艺即节约了刀具生产成本也提高柄部的韧性。前端的刀具刃带本体是一种高速工具钢材料,后端的刀具锥柄是一种碳钢材料45#钢或40cr材料。
[0064]
本申请中的刀具刃带本体采用3个-10个刀齿刃,其中只有一个刀刃到达铣刀刀头端的中心,其余刀刃均不过中心。如图5-15中,图5-6是三刃的实施例,图7-9是四刃的实施例,图10-12是五刃的实施例,图13-15是六刃的实施例。
[0065]
相邻刀刃的端部之间设置有刀体容屑槽。相邻刀刃的本体之间设置有刀槽(刀具排屑槽),分为直槽与螺旋槽,刀具槽深为刀具刃直径的40%-30%之间;刀具排屑槽生产加
工工艺,改变了原有的加工方式,原有的生产方式是用一支成型的各种角度的铣刀,通过普通的三轴或四轴数控铣床去开槽加工生产,加工时必须由一个分度头夹持刀柄,再用一个顶尖顶住刀具出刃部位前端方可旋转铣削加工,加工效率低下,而且只能加工刀具的直槽与螺旋槽,刀具的端齿、容屑槽还要分好几台机器来加工,而具加工时因刀具螺旋角度由手工测量,每一个批次,角度深度都有误差,分了多道工序去生产累积误差非常大。这里可以采用更好的创新工艺,用五轴加工中心,配合五轴刀具软件,通过加装3片铣刀片,可以把所有工艺工序一次全部加工出来。刀具直槽与螺旋槽铣削加工由创新的刀盘加装成型可弃式刀片,使得生产加工的效率提高10-20倍,通过千百次现实验论证,采用成型合金刀片的盘式铣刀,加工的高速铣刀刀体,光洁度高,产生的应力小,分度的精度高,一致性好,对于后期热处理后,刃口磨削方便,提高了第二装夹后重复精度,刀具热处理,采用真空热处理,变形量小,热处理均度好,每齿的硬度一致性好。
[0066]
刀槽采用螺旋槽,可以为任意角度,本实施例中螺旋角为30度
ꢀ-
40度。
[0067]
如图4所示,刀具前刃形制决定了下切、钻孔的加工效率,如前刃形为内凹越大其下切的锋利度越好,但刃齿的壁薄了,抗冲击能力就差了,前刃形为平面时,下切的锋利度会下降,但抗冲击能力会提升。
[0068]
刀刃刃尖角部位可以磨制成r角半圆形,刃尖做成半圆r角的作用是增加刀具切削强度,提高刀具的使用寿命;在生产工艺中过程中,因是五轴数控磨床,增加刃尖的r角,只要在数控编程中加入一道r 角加工程序即可完成。
[0069]
刀具锥柄的形制为柄部采用莫氏锥度或bt系列锥度,主要局限于这2种锥度结构。刀具锥柄采用三段式结构,分为前部、中部和尾部;刀具锥柄的后端三分之一至四分之一处作为尾部,前端靠近刃部三分之一至四分之一处作为前部,前部和尾部均为锥度,刀具锥柄的中间剩余部分作为中部,中部为直柄圆柱体。其中,在中部和后部的前侧设置有退刀槽位。这样做的创新目的是为了更适合刀具在生产过程中实现智能自动化批量生产,前锥度和尾端锥度是为了配合使用锥度接口机床的锥度接入口,中间的圆柱直柄是为了批量生产过程中,机械手自动上下料而设计,改变原有传统的生产装夹方式,原来的生产方式是每一支刀具都要用螺栓锁紧固定,这个方式功效很低下,现创新的目的是提高生产效率,降低刀具生产周期。锥度与直圆柱两用的功能,中间的圆柱直柄也适应了所有数控加工机床的刀具装入夹持方式,是一种锥度与直柄同时在一支刀具柄部的复合刀柄。
[0070]
刀具锥柄的尾部设置有内孔;内孔设置有内螺纹,用于螺栓锁紧固定刀具或加入自动换的拉钉或直接应用在数控机床上,用于自动换刀。
[0071]
作为一个具体的实施例,如图16所示,刀具刃带做成锯齿状的形式,每条刃带做成锯齿位置与另外几条刃带锯齿错开,但最终旋转形成一个平整的切削面,这样创新的目的是为在加工使用过程中被加工件的铁屑能被快速排出,因其刃切面为锯齿状,类似于锯条一样,切削阻力小,入刀量大了,可以提高加工效率,锯齿还可以有效地阻断铁屑卷成一团,使刀具散热性更好。这种齿刃形制,在传统的生产过程中很难完成,但在五轴数控磨床上只是改变一下编程工艺即可,在加工刀具上只要增加一个切断铁屑槽的刀片便可完成。
[0072]
此外,本申请中的刀具,其采用的工艺也是不同于现有技术,传统的生产方法是前端本体和后端本体是通过液压焊机,通过高频机加热进行对焊接而成,这种工工艺即节约了刀具生产成本也提高柄部的韧性。焊接完工后进行退火处理,退火可以使2种不同材质的
钢材硬度下降,而对焊后产生的焊疤突起于两种材料焊接处表面,通过数控车床进行粗加工,去除焊疤及车成设定的锥度,再在刀具刀柄尾端打上顶尖孔,用于下一道工艺。
[0073]
第二道工艺是把刀具掉头过来用数控车床来加工刀刃部位的沉孔及顶尖孔,并把原料毛坯刀具基体外圆粗车一刀,即完成了第二道工艺。
[0074]
第三道工艺是把刀具已车加工也的基体进行柄部打孔,一般采用专用的打孔机,设有专用工装夹具用于夹持不同直径的刀具刀体,打孔倒角为一道工艺,完成这道工艺后,再进入下一道工艺。
[0075]
第四道工艺是把刀具已打孔倒角好刀具进行攻丝,完成螺牙后,再进入下一道工艺。
[0076]
第五道工艺是把刀具移交到下一道工艺,数控开槽,由人工把刀具基体夹持到数控分度头,再由数控机床的顶尖顶住预打好的顶尖孔内进行定位,由数控机床主轴头旋转一个已设定好的角度进行对座标后,进行加工,这道工艺对工人的技术要求非常高了,要求旋转的角度手工测量精准,对刀具心厚切削精准,如技术不到位,直接影响后期刀具的质量。完成这道工艺后,再进入下一道工艺。
[0077]
第六道工艺是把已开好槽的刀具进行热处理,完成这道工艺后,再进入下一道工艺。
[0078]
第七道工艺是把已热理好的刀具进行外圆锥度磨削,技术工人在外圆磨床上通过孔预打好的顶尖孔进行安装刀具对其进行外圆磨削,完成这道工艺后,再进入下一道工艺。
[0079]
第八道工艺是把已磨好刀柄锥度的刀具进行刃带修磨,刃带修磨是用专用机床完成,技术工人在外圆磨床上通过孔预打好的顶尖孔进行安装刀具对其进行外圆周刀刃口进行磨削,这道工艺对技术工人的技术要求很高,如出现打操作失误则刀具报废,刃带要求高的分为刃带第一后角和第二后角,因磨削位置不同,又要换一台机器去磨。
[0080]
第九道工艺是把已磨好刃带刀具进行端齿磨开刃后角进行磨削也就是第一刃后角,这道工艺对技术工人的技术要求很高,如出现打操作失误则刀具报废。
[0081]
第十道工艺是把已磨好刃带刀具进行端齿磨前角进行磨削也就是容屑槽的磨削,这道工艺对技术工人的技术要求很高,如出现打操作失误则刀具报废。
[0082]
第十一道工艺是把已磨好刀具端齿磨第一后角刀具再进行刀具第二刃后角磨削,这道工艺对技术工人的技术要求很高,如出现打操作失误则刀具报废。综合以上十一道工艺,刀具算已成型,可能有些厂家工艺会多分几道,工艺流程排序并不一定,但这些工艺基本少不了。在如此多道工艺中,要保证每支刀具的角度误差其实已经很难,对技术工人也提出更高的要求,这不是普通没有工作经验的人能完成。
[0083]
本发明提出的创新技术,是工艺简单,加工精度,着减少人力资源,进一步提高生产力。
[0084]
本申请中提出了两种一次性铣削的方案,两者的区别在于是否将退火处理作为最后一步。其中,第一种方案:
[0085]
具体地,本申请中的铣削方法包括:
[0086]
利用液压焊机和高频机对刀具刃带本体和刀具锥柄进行加热后焊接连接,并进行退火处理;
[0087]
进入数控复合车床加工,刀具锥柄的粗车锥度与直柄一次性加工;
[0088]
在同一台车床中对刀具锥柄进行中心打孔,打完孔后,在同一台车床上进行数控攻丝,并倒好角;
[0089]
加工完刀具锥柄的所有工序后,将整个铣刀采用数控五轴加工中心进行开槽,并一次性加工周齿、周齿后角、前角;
[0090]
进行真空热处理之后再进行退火处理,形成成品工件。
[0091]
在本方案中由于将退火作为最后一步,为了保障在真空热处理过程中对铣刀的影响降低到最小,需要对其真空热处理过程中的参数进行严格的调整。
[0092]
真空热处理是真空技术与热处理技术相结合后的新型处理技术,真空热处理所处的真空环境是低于一个大气压的气氛环境,热处理工艺的全部和部分在真空状态下进行,目前的现有技术中可以实现技术所有的常规热处理所涉及的热处理工艺,通过针对不同的产品材料,对气压以及温度的参数进行调整,是可以实现在真空处理前后,原材料的物理体积的0变化,实现一个几乎可以达到完美热处理的加工效果。
[0093]
在本方案中,利用五轴加工中心以及本申请中所提及的盘式铣刀装置,可以实现一次性将整个刀具加工成成品,之后利用真空热处理工艺实现最后一道工序。
[0094]
此外,也可以采用热处理之后继续精磨的方案,进行刀具锥柄外圆精车加工,加工好锥度与直径;通过加工中心夹持直柄部位,进行磨削加工,通过数控五轴加工中心的三维在线测量探针在刀具上测出角度、长度、心厚后进行磨削加工,完成整支刀具的生产。在这里对于真空热处理工艺之前的加工,铣刀加工的尺寸,要比最终的略大,这样子才会有精磨的尺寸空间。
[0095]
本申请中的五轴加工中心可以采用现有技术的加工中心,也可以采用本司自主研发的申请号为2020102411649的六轴数控内外圆复合磨床。
[0096]
作为一个具体的实施例整个加工完刀具锥柄的所有工序后,将整个铣刀采用数控五轴加工中心进行开槽,并一次性加工周齿、周齿后角、前角步骤中,采用包含有3种形制的盘式铣刀加装成型可弃式刀片后对周齿、周齿后角、前角进行一次性加工,并采用盘式铣刀加装砂轮后对铣刀上的槽进行精磨。
[0097]
本申请中刀具排屑槽生产加工工艺,改变了原有的加工方式,原有的生产方式是用一支成型的各种角度的铣刀,通过普通的三轴或四轴数控铣床去开槽加工生产,加工时必须由一个分度头夹持刀柄,再用一个顶尖顶住刀具出刃部位前端方可旋转铣削加工,加工效率低下,而且只能加工刀具的直槽与螺旋槽,刀具的端齿、容屑槽还要分好几台机器来加工,而具加工时因刀具螺旋角度由手工测量,每一个批次,角度深度都有误差,分了多道工序去生产累积误差非常大。
[0098]
本申请中提出更好创新工艺,用五轴加工中心,配合五轴刀具软件,通过加装3种形制的盘式铣刀,可以把所有工艺工序一次全部加工出来。
[0099]
3种形制的盘式铣刀加装成型可弃式刀片,使得生产加工过程刀盘上的刀片可以随时更换,方便快捷,通过千百次现实验论证,采用成型合金刀片的盘式铣刀,加工的高速铣刀刀体,光洁度高,产生的应力小,分度的精度高,一致性好,对于后期热处理后,刃口保持性好。
[0100]
刀具3种形制的盘式铣刀对高速钢圆柱基体一次性加工成型后,再由五轴加工中心,在机床刀具库中自动换上一套3种形制组合的砂轮组刀柄,进行精磨刃口刃带。完成刀
具没有热处理前的所有工艺。
[0101]
已加工好的刀具,由机械手在五轴数控加工中心的a轴夹头内取出,放置已设定好的材料盘内,每支成品刀具都料盘装入,整个生产过程中无碰撞,刀刃因没有经过热处理硬度刺高,不得有损伤刀刃。
[0102]
已加工好的刀具在转运过程中,都是独摆放,不叠放,不堆放。在放入真空炉内也是每支独立插放,真空热处理对于金属的变形量是最小的,而且通过特殊的淬火方式,使刀具的颜色、外观其本与热处理前保持一致。
[0103]
热处理后再经过深冷处理,用液态氮气在零下180度至零200度的深冷箱内进行深冷处理,使刀具耐用性提高。
[0104]
本发明工艺创新在于可以更加快速生产成品刀具,前面几道工艺工序按已提出的方法,对于用户要求同轴精度在0.02-0.05mm之间的精度,其生产工艺可以在刀体没有热理之前,在五轴数控加工中心上,把所有的工艺工序全部加工完成,直接放入真空炉内进行热处理,热理过程中不能有碰伤碰撞,热处理好就是成品刀具,这种方法是最快成本最省。但是热处理前做好成,在热处理过程中一定会微量发生形变,刀柄的同轴度会下降,刀具的刃口锋利也会微量发生形变,这种工艺生产工艺只适合于用户要求同轴精度在0.02-0.05mm之间的精度,不适合更高精度要求,有一定的局限性,但对于精加工的用户来说提高使用的性价比,有利于整个行业的发展,为整个人类社会节省了有用的资源。
[0105]
为了进一步论证本发明的实用性和可靠性,经过数千次的实验证明,刀具生产工艺及生产的刀具,可以在实际场景中使用,生产出来的刀具成品,与先热处理后磨制的刀具,刃口颜色有明显区别,通过人的肉眼就能分辩出生产工艺的不同,实施这种刀具生产工艺的保护可以在刀具自身的载体得以区分。
[0106]
作为一个具体的实施例,如图17所示,三个铣刀盘装在一组刀柄上,刀柄尾端为bt或shk系列刀柄与主轴接口联接。
[0107]
在粗磨时,采用开槽平面铣刀,主要用于刀具基体开槽,铣刀盘根据刀盘的大小可以加装2片至多片合金成形铣刀片,刀盘上加工有铣刀底部外形的凹坑用于装入铣刀片,铣刀片为中间有安装通孔沉,用于螺栓固定在刀般上,铣刀盘在刀柄上的安装方法上精密配合套入后,由螺母锁紧柄帽通过垫片锁紧固定;当五轴加工中心的程序执行完第一道工艺后,进入第二道工艺,用35度角度的铣刀盘去加工容屑槽,加工容屑槽的铣刀片角尖度为55度刀片,刀盘上加工有铣刀底部外形的凹坑用于装入铣刀片,角度为铣刀般外周端面呈35度角,铣刀片为中间有安装通孔沉,用于螺栓固定在刀盘上,铣刀盘在刀柄上的安装方法上精密配合套入后,由螺母锁紧柄帽通过垫片锁紧固定,这个铣刀盘一般情况下是装在刀柄后端,主要是避开开槽刀片工作时的干涉,第三道工艺,是加工刃带后角,端齿后角,用20度角度的碗形铣刀盘,使用的铣刀片角尖度为55度刀片,刀盘上加工有铣刀底部外形的凹坑用于装入铣刀片,角度为铣刀盘外周端面呈20度角,铣刀片为中间有安装通孔沉,用于螺栓固定在刀盘上,铣刀盘在刀柄上的安装方法上精密配合套入后,由螺母锁紧柄帽通过垫片锁紧固定,这个铣刀盘一般情况下是装在刀柄前端。
[0108]
在精磨时,三个砂轮装在一组刀柄上,刀柄尾端为bt或shk系列刀柄与主轴接口联接。铣刀盘安装开槽平面砂轮,主要用于已开好刀具基体槽上精磨一次,主要是增加刀具表机的光洁度,使刀具在使用过程中排出铁屑的能力增加,从而提高刀具的使用寿命,砂轮的
外形尺寸与铣刀盘基本一致,为了使砂轮耐磨性更好,可选用cnb成份的金刚石砂轮,可以选锋利度好单晶砂轮,砂轮在刀柄上的安装方法上精密配合套入刀柄轴后,由螺母锁紧柄帽通过垫片锁紧固定;当五轴加工中心的程序执行完第一道工艺后,进入第二道工艺,用35度角度的砂轮去加工容屑槽,加工容屑槽的砂轮片角尖度为55度,角度为砂轮外周端面呈35度角,砂轮在刀柄上的安装方法上精密配合套入刀柄轴后,由螺母锁紧柄帽通过垫片锁紧固定,这个砂轮一般情况下是装在刀柄后端,主要是避开开槽刀片工作时的干涉,第三道工艺,是加工刃带后角,端齿后角,用20度角度的碗形砂轮,使用的砂轮角尖度为55度,角度为铣刀盘外周端面呈20度角,砂轮在刀柄上的安装方法上精密配合套入刀柄轴后,由螺母锁紧柄帽通过垫片锁紧固定,这个砂轮一般情况下是装在刀柄前端。这个砂轮组的主要用途是精磨刀具,工艺流程与铣削加工时一样,重复一次,其主要目的是提高被加工刀具的精度与锋利度。
[0109]
结合上述铣刀盘,在刀具基体焊接完成退完火后,再进行数控复合车床加工,刀柄的粗车锥度与直柄一次性完成后,再在同一台车床进行中心打孔,打完孔后,在同一台车床上进行数控攻丝,并倒好角,三道工艺一次性完成。即提高了加工效率,也提高了产品的加工精度,减少累积误差。
[0110]
加工完刀柄所有工序后,到数控五轴加工中心上进行,进行开槽,周齿、周齿后角、前角的加工,一次性全部完工。
[0111]
再进入热处理,热处理后,再进行刀柄外圆精车加工,把原来外圆磨床来磨制加工锥度改成以车床加工代替磨加工,突破热处理后刀具达到硬度60度硬度无法进行批量车削快速加工的技术瓶颈。精加工好锥度与直径后,通过加工中心夹持直柄部位,进行磨削加工,通过数控五轴加工中心的三维在线测量探针在刀具上测出角度、长度、心厚后进行磨削加工,完成整支刀具的生产过程,最主要的是在这个加工工艺当中核心的刀具刃顶尖孔取消了,可以使得刀具有了下切的功能,传统的刀具生产过程中有前面设了顶尖孔,使刀具在生产过程中无法实现有一个刃齿到刀具圆心中心位置,这个位置被顶尖孔占用,最终使得生产出来的刀具在使用过程中只能从工件侧面下刀,无法实现下切钻孔的功能,而本发明改变了生产工艺,在粗加与精加工时都没有使用顶尖,故能保留一刃到中心,使得本发明的刀具,能实现钻铣一体化功能。
[0112]
以上详细描述了本发明的优选实施方式,但是本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种等同变换(如数量、形状、位置等),这些等同变换均属于本发明的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1