一种电源滤波器印制板组件焊接装置的制作方法
1.本实用新型涉及一种电源滤波器部件焊接加工辅助装置,尤其涉及一种电源滤波器印制板组件焊接装置。
背景技术:
2.随着电子技术的迅速发展,型号多样的电源滤波器广泛应用于各个领域,由于不同型号的滤波器外观及性能要求各不相同,其内部的印制板的形状、尺寸大小也多种多样,因此在电源滤波器印制板组件的装配焊接过程中,需使用与印制板外形匹配的专用印制板焊接装置以满足不同印制板组件的焊接需求,即一种印制板组件需装入与其外形尺寸匹配的印制板组件焊接装置(一对一),即可完成印制板组件的装配焊接,虽然这样能完成装配焊接,但专用印制板组件焊接装置从设计到制作完成需要一定的时间,如果每种印制板组件都制作一个与其对应的专用焊接装置,不仅会大大影响生产效率,还会消耗很多制作焊接装置的材料,提高了生产成本,并且现场若存在太多各种各样的焊接装置,那么管理起来也会非常不便。这将会造成的人力、财力、物力的浪费。因此,如何缩短焊接装置的设计和制作时间,提高生产效率,节约生产现场的人力、财力和物力,是滤波器生产现场的重中之重。
技术实现要素:
3.针对现有技术存在的不足之处,本实用新型的目的在于提供一种电源滤波器印制板组件焊接装置,可适合多种型号电源滤波器印制板组件的焊接,可节省制作专用焊接装置设计、制造、装夹时间,从而缩短了产品的生产周期;可节省大量专用装置的制作材料及较多专用焊接装置的人工管理成本,从而大大降低了生产成本。
4.本实用新型的目的通过下述技术方案实现:
5.一种电源滤波器印制板组件焊接装置,包括支撑底座、旋转底座、旋转支撑机构、焊接支撑座和印制板装夹板,所述支撑底座顶部设有旋转底座,所述旋转底座开有球形槽,所述旋转支撑机构顶部与焊接支撑座连接,所述旋转支撑机构底部具有与球形槽相配合的调节球;所述焊接支撑座中部设有分隔座,所述焊接支撑座被分隔座分隔成装夹焊接位a和装夹焊接位b,所述分隔座上旋转安装有印制板装夹板,所述印制板装夹板包括翻转板和安装于翻转板上若干个装夹固定装置。
6.为了更好地实现本实用新型,本实用新型印制板装夹板第一种优选的结构技术方案是:所述翻转板中部开有印制板装夹孔,所述翻转板对应印制板装夹孔设有四个条形滑孔,所述装夹固定装置包括两个弹性固定压片和一个调节螺钉b,所述装夹固定装置的两个弹性固定压片配合安装于翻转板两侧并通过调节螺钉b贯穿所对应条形滑孔进行定位调节。
7.进一步的技术方案是:所述旋转底座开有与球形槽相连通的紧配间隔槽,所述紧配间隔槽将旋转底座分隔成与球形槽相对应的两个调节锁臂,两个调节锁臂之间配合安装有调节螺钉a。
8.更一进步的技术方案是:所述旋转支撑机构包括支撑柱,所述调节球固定于支撑柱底部,所述支撑柱与焊接支撑座底部连接固定。
9.作为优选,所述翻转板底部两端分别具有旋转支臂,所述旋转支臂上具有旋转轴,所述分隔座两侧分别设有与旋转轴相配合的旋转轴孔。
10.本实用新型印制板装夹板第二种优选的结构技术方案是:所述翻转板中部开有印制板装夹孔,所述翻转板一侧对应印制板装夹孔通过调节螺钉c安装有若干个弹性固定压片,所述翻转板另一侧安装有若干个装夹固定装置,所述装夹固定装置包括弹性固定压片和调节螺钉b,所述翻转板上开有与调节螺钉b相配合的条形滑孔,所述弹性固定压片通过调节螺钉b在条形滑孔中进行滑动位置调节定位。
11.作为优选,所述装夹焊接位a上设有与翻转板边缘相配合的限位台a,所述限位台a顶平面与旋转轴孔中心处于同一水平面上;所述装夹焊接位b上设有与翻转板边缘相配合的限位台b,所述限位台b顶平面与旋转轴孔中心处于同一水平面上。
12.作为优选,所述限位台a与分隔座之间具有待焊元件适应槽a,所述限位台b与分隔座之间具有待焊元件适应槽b;所述焊接支撑座两侧分别凸起设有侧边,两侧侧边分别与限位台a、限位台b一一对应设置。
13.作为优选,本实用新型还包括待焊印制板组件,所述待焊印制板组件通过各个装夹固定装置配合夹持安装于印制板装夹板的翻转板上,所述待焊印制板组件位于翻转板的印制板装夹孔中。
14.作为优选,所述旋转底座底部具有插接部,所述支撑底座顶部开有插接槽,所述旋转底座的插接部配合卡接于支撑底座的插接槽中。
15.本实用新型较现有技术相比,具有以下优点及有益效果:
16.(1)本实用新型可适应和匹配多种尺寸大小、形状、厚度不同的印制板组件焊接装夹作业,且弹性固定压片可同时调节角度和位移,印制板组件安装和取下时方便快捷,可以快速完成各种待焊印制板组件与待焊元件的焊接作业。
17.(2)本实用新型焊接支撑座的角度、朝向均可调节,焊接时,当因某几个待焊元件或待焊印制板组件焊孔位置紧凑的空间问题造成烙铁头无法接触焊孔或不方便焊接时,只需调节旋转支撑机构即可实现对焊接角度、焊接位置、焊接朝向的调节,就能直接观察并在焊孔周围选择一个合适的角度及位置进行焊接,让烙铁头能接触到的焊孔位置,而不需要大幅度调整手持烙铁的角度,从而更方便人工焊接,也不会因为焊接位置没选择合适被其他元件挡住视线而无法实时观察焊锡熔化情况造成虚焊或过焊,甚至焊坏元件的情形。
18.(3)本实用新型翻转板可灵活翻转,焊接印制板组件一面后,不用取下印制板组件,只需翻转翻转板,使其放置在焊接支撑座另一侧的限位台上,便可对印制板组件另一面进行焊点检查、补焊或焊接另一面待焊元件的等操作。配合旋转支撑机构,可全方位观察焊点质量,若焊点质量欠佳,可直接及时补焊;同理,若印制板组件另一面也要焊接元件,直接翻转翻转板,然后在该面对应位置装入待焊元件,不用取下印制板组件就能完成另一面的待焊元件的焊接。本实用新型有效避免了从焊接装置取下印制板组件,翻面,检查焊点质量或装入待焊元件后再将印制板组件安装至焊接装置,再进行焊点补焊或焊接待焊元件这一系列繁琐的操作,节省了从焊接装置取下印制板组件以及重新装夹固定的时间,从而大大提高了焊接效率。
19.(4)本实用新型适合多种型号电源滤波器印制板组件的焊接,可节省制作专用焊接装置设计、制造、装夹时间,从而缩短了产品的生产周期;可节省大量专用装置的制作材料及较多专用焊接装置的人工管理成本,从而大大降低了生产成本。
附图说明
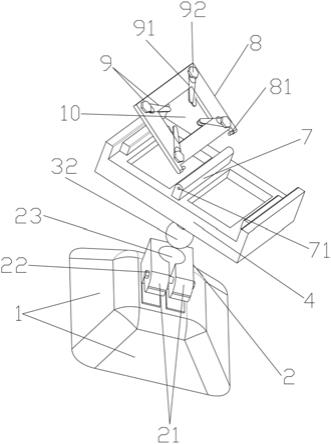
20.图1为本实用新型的装配示意图;
21.图2为本实用新型装配后的结构示意图;
22.图3为图2另一视角下的结构示意图;
23.图4为本实用新型翻转板的结构示意图;
24.图5为待焊印制板组件与待焊元件配合焊接后的结构示意图。
25.其中,附图中的附图标记所对应的名称为:
26.1-支撑底座,2-旋转底座,21-调节锁臂,22-调节螺钉a,23-球形槽,3-旋转支撑机构,31-支撑柱,32-调节球,4-焊接支撑座,41-侧边,5-装夹焊接位a,51-限位台a,6-装夹焊接位b,61-限位台b,7-分隔座,71-旋转轴孔,8-翻转板,81-旋转轴,82-条形滑孔,83-旋转支臂,9-装夹固定装置,91-弹性固定压片,92-调节螺钉b,10-印制板装夹孔,11-待焊印制板组件,12-待焊元件。
具体实施方式
27.下面结合实施例对本实用新型作进一步地详细说明:
28.实施例
29.如图1~图5所示,一种电源滤波器印制板组件焊接装置,包括支撑底座1、旋转底座2、旋转支撑机构3、焊接支撑座4和印制板装夹板,支撑底座1顶部设有旋转底座2,支撑底座1采用密度较大的金属材料制造,可使其重心稳定,让装置不易倒,支撑底座1底部贴合一层橡胶材料,达到防滑的目的。旋转底座2开有球形槽23,旋转支撑机构3顶部与焊接支撑座4连接,旋转支撑机构3底部具有与球形槽23相配合的调节球32。焊接支撑座4中部设有分隔座7,焊接支撑座4被分隔座7分隔成装夹焊接位a5和装夹焊接位b6,分隔座7上旋转安装有印制板装夹板,印制板装夹板包括翻转板8和安装于翻转板8上若干个装夹固定装置9。
30.本实用新型第一种优选的印制板装夹板结构技术方案如下:印制板装夹板的翻转板8中部开有印制板装夹孔10,翻转板8对应印制板装夹孔10设有四个条形滑孔82,装夹固定装置9包括两个弹性固定压片91和一个调节螺钉b92,装夹固定装置9的两个弹性固定压片91配合安装于翻转板8两侧并通过调节螺钉b92贯穿所对应条形滑孔82进行定位调节。此时,印制板装夹板在分隔座7上翻转运动,实现装夹焊接位a5和装夹焊接位b6之间的焊接位置更换,使用时,将待焊印制板组件11通过四个装夹固定装置9装夹安装于印制板装夹板的翻转板8上,在条形滑孔82中滑动调节四个调节螺钉b92的位置,然后通过调节螺钉b92将装夹固定装置9的两个弹性固定压片91配合锁紧以实现将待焊印制板组件11装夹锁紧,四个装夹固定装置9从待焊印制板组件11的四个位置夹紧固定待焊印制板组件11,四个装夹固定装置9分别一一对应在四个条形滑孔82中滑动调节,可以应对不同大小尺寸待焊印制板组件11的夹紧装夹作用(既可以实现不同大小尺寸的待焊印制板组件11装夹作业,又可以通过调节螺钉b92锁紧方式适应不同厚度尺寸待焊印制板组件11的装夹作业),每个装夹固
定装置9的两个弹性固定压片91对应夹持待焊印制板组件11两侧并实现对待焊印制板组件11该处位置的夹紧定位,操作时,滑动调节螺钉b92可以整体滑动装夹固定装置9的位置,也即整体实现了装夹固定装置9的两个弹性固定压片91的夹持位置调节。
31.本实用新型第二种优选的印制板装夹板结构技术方案如下:印制板装夹板的翻转板8中部开有印制板装夹孔10,翻转板8一侧对应印制板装夹孔10通过调节螺钉c安装有若干个弹性固定压片91(优选地,翻转板8一侧对应印制板装夹孔10通过调节螺钉c安装有四个弹性固定压片91),翻转板8另一侧安装有若干个装夹固定装置9(优选地,翻转板8另一侧对应安装有四个装夹固定装置9),一个装夹固定装置9包括一个弹性固定压片91和一个调节螺钉b92,翻转板8上开有与调节螺钉b92相配合的条形滑孔82,弹性固定压片91通过调节螺钉b92在条形滑孔82中进行滑动位置调节定位。此时,印制板装夹板在分隔座7上翻转运动,实现装夹焊接位a5和装夹焊接位b6之间的焊接位置更换。由于翻转板8一侧通过四个调节螺钉c分别固定有四个弹性固定压片91,四个弹性固定压片91就在翻转板8该侧形成有与待焊印制板组件11相对应的弹性支护固定侧,弹性固定压片91可以在调节螺钉c固定时进行旋转调节,可以实现对弹性支护固定侧进行调节。使用时,将待焊印制板组件11一侧与弹性支护固定侧相接触,然后通过调节螺钉b92将装夹固定装置9的一个弹性固定压片91配合锁紧以实现将待焊印制板组件11装夹锁紧(四个装夹固定装置9所对应的四个弹性固定压片91就构成夹紧支护调节侧),这样四个装夹固定装置9从待焊印制板组件11的四个位置夹紧固定待焊印制板组件11,四个装夹固定装置9的调节螺钉b92分别一一对应在四个条形滑孔82中滑动调节,可以应对不同大小尺寸待焊印制板组件11的夹紧装夹作用,每个装夹固定装置9的一个弹性固定压片91对应夹持待焊印制板组件11两侧并实现对待焊印制板组件11该处位置的夹紧定位,从而实现夹紧支护调节侧的调节作业,以应对不同大小尺寸待焊印制板组件11的夹紧装夹作业。操作时,滑动调节螺钉b92可以整体滑动装夹固定装置9的位置,也即整体实现了装夹固定装置9的一个弹性固定压片91的夹持位置调节。
32.在上述两种印制板装夹板结构中,在弹性固定压片91与待焊印制板组件11接触面的表层上对应设置橡胶层,可以避免损伤待焊印制板组件11的绝缘层。上述两种印制板装夹板结构的装夹固定装置9的调节螺钉b92的螺纹直径、弹性固定压片91的孔径分别与条形滑孔82的尺寸互相匹配,确保装夹固定装置9能在条形滑孔82内平移,且弹性固定压片91能够相对调节螺钉b92做360度旋转以便进行角度调节,这样可以实现对各种形状、大小不同的印制板组件的夹持操作。
33.本实用新型还包括待焊印制板组件11和待焊元件12,待焊元件12包括电容、电感或其他电子元器件,本实用新型电源滤波器印制板组件焊接装置主要是提供一种可以适用于不同尺寸待焊印制板组件11的装夹操作,将待焊印制板组件11装夹固定,然后再将待焊元件12与待焊印制板组件11组装,最后辅助实现将待焊元件12快速焊接在待焊印制板组件11上的对应位置处。待焊印制板组件11通过各个装夹固定装置9配合夹持安装于印制板装夹板的翻转板8上,待焊印制板组件11位于翻转板8的印制板装夹孔10中。
34.旋转底座2开有与球形槽23相连通的紧配间隔槽,紧配间隔槽将旋转底座2分隔成与球形槽23相对应的两个调节锁臂21,两个调节锁臂21之间配合安装有调节螺钉a22。旋转底座2底部具有插接部(如图2所示,两个调节锁臂21处于悬空状态,两个调节锁臂21之间就为紧配间隔槽,对调节螺钉a22进行松紧调节,可以实现两个调节锁臂21之间的相对距离调
节,实现紧配间隔槽增大或缩小调节,当调节螺钉a22旋紧时,两个调节锁臂21之间的紧配间隔槽缩小并带动球形槽23变小并让球形槽23紧密锁紧旋转支撑机构3的调节球32,此时旋转支撑机构3的调节球32就不会旋转运动,并实现锁紧定位的目的;当调节螺钉a22旋松时,两个调节锁臂21之间的紧配间隔槽增大,球形槽23变大,支撑机构3的调节球32就可以在球形槽23中随意转动,并最终实现焊接支撑座倾斜角度、焊接位置调节,当调节到位后,通过调节螺钉a22锁紧定位即可实现焊接位置、焊接角度的快速定位),支撑底座1顶部开有插接槽,旋转底座2的插接部配合卡接于支撑底座1的插接槽中。本实用新型通过调节螺钉a22调节球形槽的大小,进而调节旋转支撑机构3的调节球32与球形槽的贴合松紧度,控制旋转支撑机构3的旋转角度。
35.如图1、图2所示,本实用新型旋转支撑机构3包括支撑柱31,调节球32固定于支撑柱31底部,支撑柱31与焊接支撑座4底部连接固定。如图1所示,翻转板8底部两端分别具有旋转支臂83,旋转支臂83上具有旋转轴81,分隔座7两侧分别设有与旋转轴81相配合的旋转轴孔71。
36.如图1、图2所示,装夹焊接位a5上设有与翻转板8边缘相配合的限位台a51,限位台a51顶平面与旋转轴孔71中心处于同一水平面上。装夹焊接位b6上设有与翻转板8边缘相配合的限位台b61,限位台b61顶平面与旋转轴孔71中心处于同一水平面上。焊接支撑座4表面两端分别设置有限位台,翻转板8可放置在一端的限位台上,翻转后,也可放置在另一端的限位台;并且焊接支撑座4的旋转轴孔71的圆形孔洞与限位台表面的高度在同一水平面上,翻转板8放置在限位台上时,始终与焊接支撑座4互相平行。本实用新型翻转板8的旋转轴81直径略小于与旋转轴孔71的圆形孔洞大小,旋转轴81刚好插入旋转轴孔71的圆形孔洞中,使翻转板8能够在焊接支撑座4表面灵活翻转,印制板组件焊接后,不用取下印制板组件,直接翻转翻转板8,便可在印制板组件11另一面直接装入其他待焊元件12进行焊接,同时还可以直接观察印制板组件另一面的焊点质量,观察焊锡是否顺利流过印制板焊接孔洞,形成良好的焊接质量,需要时,可直接补焊。
37.限位台a51与分隔座7之间具有待焊元件适应槽a,待焊元件适应槽a可以适应待焊元件12过长的引线和待焊元件12基体部分有足够的存放空间,不会与焊接支撑座4表面接触而压伤损坏待焊元件12。限位台b61与分隔座7之间具有待焊元件适应槽b,待焊元件适应槽b可以适应待焊元件12过长的引线和待焊元件12基体部分有足够的存放空间,不会与焊接支撑座4表面接触而压伤损坏待焊元件12。焊接支撑座4两侧分别凸起设有侧边41,两侧侧边41分别与限位台a51、限位台b61一一对应设置。翻转板放置印制板组件的矩形槽对应的支撑台位置也设置有矩形槽,以便元件的过长的引线和元件基体部分有存放空间,不会与支撑台表面接触而压伤损坏元件。
38.使用时,将印制板装夹板旋转倒向放置于焊接支撑座4一侧(比如装夹焊接位a5或装夹焊接位b6),调松各个调节螺钉b92,移动调节装夹固定装置9,调节完毕后,将待焊印制板组件11安装于翻转板8的印制板装夹孔10中并通过四个装夹固定装置9夹紧定位。再将待焊元件12的引脚插入组合安装于待焊印制板组件11上(待焊元件适应槽a或待焊元件适应槽b可以适应于待焊元件12并容纳待焊元件12),调松调节螺钉a22并调节旋转支撑机构3的角度和位置,选择合适的焊接位置和焊接角度,调紧调节螺钉a22并锁定旋转支撑机构3,即可实现以合适的焊接位置和焊接角度实现将待焊元件12组合焊接至待焊印制板组件11上。
焊接完毕后,整体旋转印制板装夹板,将印制板装夹板旋转倒向焊接支撑座4另一侧(比如装夹焊接位b6或装夹焊接位a5),在印制板组件11另一面对应位置装入待焊元件12进行焊接操作,同时观察焊锡是否顺利流入待焊印制板组件11的另一面,是否形成了可靠的焊点,观察焊点的质量,若焊接质量较好且达到要求,则拧松各个调节螺钉b92并移开弹性固定压片91,然后取下焊接完毕的印制板组件。接着再放置另一块待焊印制板组件11按以上顺序继续焊接。若焊接质量欠佳,则不需取下待焊印制板组件11便可直接对焊点进行补焊操作,直到达到要求后,再更换其他印制板组件继续焊接。
39.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1