一种泵体钟罩定位孔及法兰盘螺纹孔加工用固定工装的制作方法
1.本实用新型涉及钟罩固定工装领域,尤其涉及一种泵体钟罩定位孔及法兰盘螺纹孔加工用固定工装。
背景技术:
2.钟罩是电机或内燃机与液压泵之间的连接元件。在钟罩定位孔和法兰螺纹孔的加工过程中,需要保证二者位置的相对应,但是现在的加工方式是采用固定法兰盘之后加工定位孔,之后再固定钟罩体,加工法兰盘螺纹孔,导致加工出的定位孔和法兰盘螺纹孔位置存在偏移,影响最终的产品质量。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种泵体钟罩定位孔及法兰盘螺纹孔加工用固定工装。
4.本实用新型为实现上述目的,采用以下技术方案:
5.一种泵体钟罩定位孔及法兰盘螺纹孔加工用固定工装,包括定位连接柱,所述定位连接柱一端面设有端板,所述端板一侧面设有连接板,所述连接板、端板构成l形结构,所述连接板另外一端设有定位安装板,所述定位安装板与定位连接柱同向设置,所述定位连接柱插入钟罩侧壁上的一个通孔内且定位安装板卡接在钟罩的法兰盘的端面上。
6.所述端板、定位连接柱上贯穿有中心通孔。
7.所述定位安装板上贯穿有减重孔。
8.所述减重孔为腰型孔。
9.所述定位安装板面向法兰盘的一侧面上设有防滑耐磨橡胶垫。
10.所述端板为正方形板。
11.本实用新型的有益效果是:本实用新型利用工装的定位连接柱插入钟罩的通孔内,并通过定位安装板卡装在法兰盘的外端面上,加工定位孔和法兰盘螺纹孔时,只需将定位安装板安装在数控车床的卡盘上,装载完成之后,一次完成定位孔和法兰盘螺纹孔的加工,避免多次装载带来的加工位置的偏移,保证了产品的加工质量。
附图说明
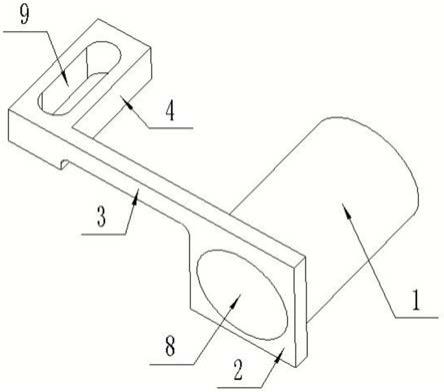
12.图1为本实用新型的结构示意图;
13.图2为本实用新型与待加工钟罩连接之后一个方向的示意图;
14.图3为本实用新型与待加工钟罩连接之后另外一个方向的示意图;
15.图4为加工完的钟罩一个方向的示意图;
16.图5为加工完的钟罩另外一个方向的示意图;
17.图中:1-定位连接柱;2-端板;3-连接板;4-定位安装板;5-钟罩;6-通孔;7-法兰盘;8-中心通孔;9-减重孔;10-定位孔;11-法兰盘螺纹孔;
18.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
19.下面结合附图和实施例对本实用新型作进一步说明:
20.如图1至图5所示,一种泵体钟罩定位孔及法兰盘螺纹孔加工用固定工装,包括定位连接柱1,所述定位连接柱1一端面设有端板2,所述端板2一侧面设有连接板3,所述连接板3、端板2构成l形结构,所述连接板3另外一端设有定位安装板4,所述定位安装板4与定位连接柱1同向设置,所述定位连接柱1插入钟罩5侧壁上的一个通孔6内且定位安装板4卡接在钟罩5的法兰盘7的端面上。
21.所述端板2、定位连接柱1上贯穿有中心通孔8。
22.所述定位安装板4上贯穿有减重孔9。
23.所述减重孔9为腰型孔。
24.所述定位安装板4面向法兰盘7的一侧面上设有防滑耐磨橡胶垫。
25.所述端板2为正方形板。
26.本实用新型利用工装的定位连接柱1插入钟罩5的通孔6内,并通过定位安装板4卡装在法兰盘7的外端面上,加工定位孔10和法兰盘螺纹孔11时,只需将定位安装板4安装在数控车床的卡盘上,装载完成之后,一次完成定位孔10和法兰盘螺纹孔11的加工,避免多次装载带来的加工位置的偏移,保证了产品的加工质量。
27.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1