一种埋弧焊机设备的制作方法
1.本实用新型涉及埋弧焊接设备技术领域,尤其涉及一种埋弧焊机设备。
背景技术:
2.埋弧焊是一种电弧在焊剂层下燃烧进行的焊接的方法,其具有焊接质量稳定、焊接生产率高、无弧光以及烟尘少等优点,使其成为压力容器、管段制造、箱型梁柱等重要的钢结构制作中的主要焊接方法;通过是沿着弧形焊接轨道进行焊接,同时也存在很多不同形状的产品。但是在埋弧焊机焊接时,埋弧料直接浪费了,不能回收利用;另外对不同夹角的焊缝,单一角度的焊机不能有效调节,使用范围受到限制。
技术实现要素:
3.本实用新型的目的是提供一种埋弧焊机设备,解决常规埋弧焊机设备埋弧料不能回收利用和焊机焊头单一角度的问题。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型提供了一种埋弧焊机设备,包括移动车、设置在所述移动车上的竖向安装座、设置在所述竖向安装座上的固定t形件、通过安装架设置在固定t形件上的焊接机和控制柜、设置在所述焊接机上用于为所述焊接机焊接埋弧的埋弧料箱、以及设置在所述移动车上用于将所述埋弧料箱埋弧遗留的埋弧料循环输送到所述埋弧料箱内的真空泵;所述焊接机通过第二铰接轴设置在所述安装架上,所述焊接机的顶部安装有双耳铰接座,在所述固定t形件的顶部设置有用于调节所述焊接机倾斜角度的伺服伸缩缸,所述伺服伸缩缸的下端部通过第一铰接轴设置在所述固定t形件的顶部,所述伺服伸缩缸的上端通过第三铰接轴与所述双耳铰接座铰接连接;所述真空泵通过收料管收集焊缝处的埋弧料;所述真空泵通过循环料管将埋弧料输送到所述埋弧料箱内。
6.进一步的,所述移动车的底部安装有多个行进轮,所述行进轮为万向轮。
7.再进一步的,所述固定t形件的中部通过安装柱插接在所述竖向安装座内,并通过升降调节件进行限位固定。
8.再进一步的,所述升降调节件为用于对安装柱进行限位固定的螺栓。
9.再进一步的,所述固定t形件的两端通过设置有两个所述安装架,在所述安装架上设置有用于为所述焊接机提供焊丝的焊丝盘架。
10.再进一步的,所述伺服伸缩缸为电动伸缩缸。
11.再进一步的,所述埋弧料箱的底部设置有连通焊接头的下料管。
12.再进一步的,所述埋弧料箱的顶部开设有过滤罩。
13.再进一步的,所述控制柜内安装有用于调节所述伺服伸缩缸的控制系统。
14.再进一步的,所述移动车通过电动机进行驱动
15.与现有技术相比,本实用新型的有益技术效果:本申请中通过在常规埋弧焊机上安装真空泵,并利用循环料管将埋弧料输送到所述埋弧料箱内;从而实现循环使用埋弧料,
减少浪费;另一方面,本申请通过在伺服伸缩缸调节焊接机的偏转角度,从而带动焊接头的偏转,从而应用到不同夹角的焊缝,从而提高应用焊接的灵活性。
附图说明
16.下面结合附图说明对本实用新型作进一步说明。
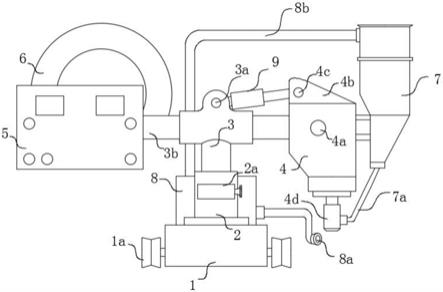
17.图1为本实用新型埋弧焊机设备的主体示意图;
18.图2为本实用新型埋弧焊机设备的调节驱动示意图;
19.图3为本实用新型埋弧焊机设备的小车底部俯视示意图。
20.附图标记说明:1、移动车;1a、行进轮;2、竖向安装座;2a、升降调节件;3、固定t形件;3a、第一铰接轴;3b、安装架;4、焊接机;4a、第二铰接轴;4b、双耳铰接座;4c、第三铰接轴;4d、焊接头;5、控制柜;6、焊丝盘架;7、埋弧料箱;7a、下料管;7b、过滤罩;8、真空泵;8a、收料管;8b、循环料管;9、伺服伸缩缸。
具体实施方式
21.如图1
‑
3所示,本实施例中公开了一种埋弧焊机设备,包括移动车1、安装在所述移动车1上的竖向安装座2、安装在所述竖向安装座2上的固定t形件3、通过安装架3b安装在固定t形件3上的焊接机4和控制柜5、安装在所述焊接机4上用于为所述焊接机4焊接埋弧的埋弧料箱7、以及安装在所述移动车1上用于将所述埋弧料箱 7埋弧遗留的埋弧料循环输送到所述埋弧料箱7内的真空泵8;所述焊接机4通过第二铰接轴4a安装在所述安装架3b上,所述焊接机4 的顶部安装有双耳铰接座4b,在所述固定t形件3的顶部安装有用于调节所述焊接机4倾斜角度的伺服伸缩缸9,所述伺服伸缩缸9的下端部通过第一铰接轴3a安装在所述固定t形件3的顶部,所述伺服伸缩缸9的上端通过第三铰接轴4c与所述双耳铰接座4b铰接连接;所述真空泵8通过收料管8a收集焊缝处的埋弧料;所述真空泵 8通过循环料管8b将埋弧料输送到所述埋弧料箱7内。
22.如图1所示,所述固定t形件3的中部通过安装柱插接在所述竖向安装座2内,并通过升降调节件2a进行限位固定;本实施例将固定t形件3中部的安装柱设计为螺纹柱,所述竖向安装座2设计为与之适配的内螺纹筒状结构,然后利用作为丝杠调节杆结构的升降调节件2a进行调节固定t形件3的升降;另外所述升降调节件2a为用于对安装柱进行限位固定的螺栓;所述固定t形件3的两端通过安装有两个所述安装架3b,在所述安装架3b上安装有用于为所述焊接机4 提供焊丝的焊丝盘架6;其中的焊丝盘架6圆盘架结构,其内绕卷有焊丝。
23.其中的所述伺服伸缩缸9为电动伸缩缸,所述控制柜5内安装有用于调节所述伺服伸缩缸9的控制系统;所述埋弧料箱7的底部安装有连通焊接头4d的下料管7a,所述下料管7a的下端口安装有阀门,从而便于调节下料。
24.如图2所示,所述埋弧料箱7的顶部开设有过滤罩7b,当所述真空泵8通过循环料管8b将埋弧料输送到所述埋弧料箱7内时,有一定气压,从而便于将空气排出。
25.如图3所示,所述移动车1的底部安装有四个行进轮1a,所述行进轮1a为万向轮,所述移动车1可以通过电动机进行驱动行进轮1a,也可以通过人工推动,从而带动移动车1行进,其中行进轮1a带有内凹环形槽,便于在待焊件上固定轨道,其轨道可以选用与之适配三
角形结构。
26.本实用新型工作过程:
27.首先,将移动车1上通过固定t形件3的位置高度,从而调节安装架3b上的焊接机4下端的焊接头4d靠近焊缝,然后利用伺服伸缩缸9带动焊接机4上的焊接头4d偏转所需角度;接着利用埋弧料箱 7通过下料管7a为所述焊接头4d焊接提供埋弧料;同时驱动移动车 1沿着焊缝行走,并利用所述真空泵8通过收料管8a收集焊缝处的埋弧料;所述真空泵8通过循环料管8b将埋弧料输送到所述埋弧料箱7内;从而循环使用埋弧料。
28.在本发明创造的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.以上实施例仅是对本发明创造的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1