一种扭转式超声波焊接设备的制作方法
1.本实用新型涉及焊接设备技术领域,具体一种扭转式超声波焊接设备。
背景技术:
2.超声波焊接是通过超声波发生器将50/60赫兹电流转换成15、20、30或40khz电能。被转换的高频电能通过换能器再次被转换成为同频率的机械运动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头。焊头将收到的振动能量传递到待焊接工件的结合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜。
3.现有的焊接设备是将换能器产生的超声波沿某一固定方向传递至声极并进行后续焊接的,而扭转式超声波焊接设备是一种能实现超声波扭转的焊接设备。超声波扭转指的是超声波先沿着某一方向传递后再反向传递,之后再沿原本的方向传递,如此重复。
4.然而现有的扭转式超声波焊接设备凭借带动焊头的升降进行加工熔接,然而由于垂直纵向的升降加工模式,升降位移力道较大,在对于进行被加工件的加工熔接时,被加工件容易在加工时产生粉屑,该粉屑对被加工件造成污染,若加工完成之后进行清洗,将增加生产成本。
5.有鉴于此,亟待一种扭转式超声波焊接设备,能够改变现有扭转式超声波焊接设备点焊模式,避免了由于升降位移力道较大,气缸体伸缩位移相对位移和力度难以控制从而在焊接过程中产生的粉屑。
技术实现要素:
6.为了解决以上现有技术的不足,本实用新型的目的在于提供一种扭转式超声波焊接设备,能够改变现有扭转式超声波焊接设备点焊模式,避免了由于升降位移力道较大,气缸体伸缩位移相对位移和力度难以控制从而在焊接过程中产生的粉屑。
7.为了实现上述目标,本实用新型的技术方案为:一种扭转式超声波焊接设备,包括:机架、换能器、调幅器、模头和合模装置,所述换能器与所述调幅器通过段部固定连接,所述调幅器末端固定安装有模头,所述合模装置固定安装在所述机架底部,所述换能器固定安装在所述机架顶部;所述合模装置由永磁板和电磁板通过弹簧固定连接而成。
8.进一步的,所述换能器通过固定件与所述段部固定连接,所述段部与变幅杆端部固定连接,所述变幅杆与所述调幅器输入端固定连接。
9.进一步的,所述模头固定安装在所述调幅器输出端。
10.进一步的,所述合模装置包括:底模、底模调整板、永磁板和电磁板,所述底模与所述模头配合,所述底模固定安装在所述底模调整板顶部,所述底模调整板与所述永磁板固定连接,所述永磁板与所述电磁板通过弹簧固定连接。
11.进一步的,所述电磁板底部固定安装有电磁线圈。
12.有益效果:
13.本实用新型提供的一种扭转式超声波焊接设备,替代了传统气缸伸缩点焊,利用电磁铁接通断开电源将永磁板和电磁板通过弹簧实现吸引固定与断开,避免了由于升降位移力道较大,气缸体伸缩位移相对位移和力度难以控制从而在焊接过程中产生的粉屑。
附图说明
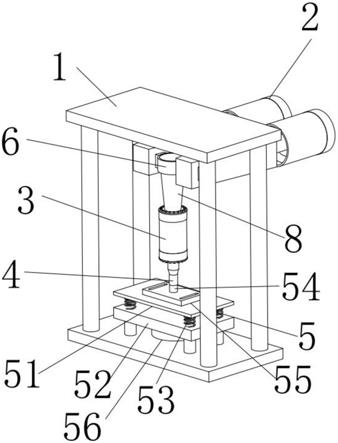
14.图1为本实用新型一种扭转式超声波焊接设备立体结构示意图;
15.图中标记:1-机架,2-换能器,3-调幅器,4-模头,5-合模装置,6-段部,7-固定件,8-变幅杆,51-永磁板,52-电磁板,53-弹簧,54-底模,55-底模调整板,56-电磁线圈。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型的保护范围。
17.如图所示,本实用新型公开了一种扭转式超声波焊接设备,包括:机架1、换能器2、调幅器3、模头4和合模装置5,所述换能器2与所述调幅器3通过段部6固定连接,所述调幅器3末端固定安装有模头4,所述合模装置5固定安装在所述机架1底部,所述换能器2固定安装在所述机架1顶部;所述合模装置5由永磁板51和电磁板52通过弹簧53固定连接而成。
18.本实施例中,所述换能器2通过固定件7与所述段部6固定连接,所述段部6与变幅杆8端部固定连接,所述变幅杆8与所述调幅器3输入端固定连接。
19.本实施例中,所述模头4固定安装在所述调幅器3输出端。
20.本实施例中,所述合模装置5包括:底模54、底模调整板55、永磁板51和电磁板52,所述底模54与所述模头4配合,所述底模54固定安装在所述底模调整板55顶部,所述底模调整板55与所述永磁板51固定连接,所述永磁板51与所述电磁板52通过弹簧53固定连接。
21.本实施例中,所述电磁板52底部固定安装有电磁线圈56。
22.工作原理:
23.在工作过程当中,将待加工件固定在底模54上,保持底模54与模头4相对位置沿竖直方向在同一条直线上,在未加工时,电磁线圈56处于通电状态,电磁线圈56为电磁板52提供磁力,通电时,永磁板51和电磁板52相吸引,底模54与模头4之间并未合模。当需要加工时,断开电磁线圈56电源,电磁板52将不再获得磁力,此时永磁板51在弹簧53的作用下与电磁板52分离,从而将底模54顶至合模位置。
24.由于电磁板52的磁力是由通电电磁线圈56提供,电磁线圈56提供的磁力可由电源控制,从而可以控制永磁板51与电磁板52之间的相对吸引力和相对距离避免了由于升降位移力道较大,气缸体伸缩位移相对位移和力度难以控制从而在焊接过程中产生的粉屑。
25.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所有的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1