匹配块焊接高精度插装定位测试对准装置的制作方法
1.本实用新型涉及雷达设备匹配块插针精密安装辅助装置的结构改进技术,尤其是匹配块焊接高精度插装定位测试对准装置。
背景技术:
2.雷达天线构件精密度要求较高,而且,其中精密安装工序繁多,尚不具备完全自动化的现实条件。
3.匹配块本体通常采用自动焊接,加热温度约为170℃
±5°
,具体参数可摸底试验后确认;匹配块表面需要镀锡保护;匹配块和插针焊接效果暂时考虑人工目测的或者抽检的方式。
4.在现有技术中,匹配块的上料机构需要考虑兼容2种产品,插针采用更换振动料盘的方式适应不同产品的装配要求;匹配块和插针间隙配合 0.03mm。焊接时可记录焊接温度和时间。
5.然而,匹配块插件焊接时,需要将插针插入匹配块并在压紧状态下焊接,由于插针与对象件的间隙很小,根据图纸分析,极端情况下只有0.01mm 间隙,而且都没有倒角,因此插针很难插入匹配块,使得插针环节成为瓶颈工序,极大的降低了整体装配工效。
技术实现要素:
6.本实用新型的目的是提供匹配块焊接高精度插装定位测试对准装置,支持精准对位,衔接自动插针工序,提高总体装配工效。
7.本实用新型的目的将通过以下技术措施来实现:包括圆锥定位销、锥形导向孔、定位板和夹具;定位板前侧开有锥形导向孔,在锥形导向孔上方安装圆锥定位销,在定位板下方安装夹具,定位板上侧竖立安装压紧机构,圆锥定位销安装在压紧机构下侧。
8.尤其是,圆锥定位销下端中部固定有减振垫,圆锥定位销长度大于定位板厚度。
9.尤其是,圆锥定位销下端外缘呈锥台面圆锥定位销下端外径与匹配块的插针安装孔径相同。
10.尤其是,锥形导向孔上段内壁呈锥孔形状,锥形导向孔下段孔径与匹配块的插针安装孔径相同。
11.尤其是,定位板上安装水平调节装置。
12.尤其是,定位板下方安装滑动板和模组,滑动板与模组连接,并由模组驱动。
13.尤其是,在夹具和定位板旁安装压装结构。
14.尤其是,在定位板下方平行安装底板,定位板与底板之间通过分布在边缘或角部的一组竖立支柱连接固定。
15.本实用新型的优点和效果:便于制造应用,与自动化设备衔接协调,工作快捷准确,与手工测试相比,极大地提高测试效率和准确性。在单位时间内提高了匹配块焊接时插入定位的效率。
附图说明
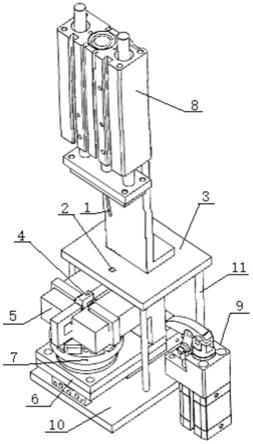
16.图1为本实用新型实施例1结构示意图。
17.附图标记包括:
18.圆锥定位销1、锥形导向孔2、定位板3、匹配块4、夹具5、滑动板 6、模组7、压紧机构8、压装结构9、底板10、支柱11。
具体实施方式
19.本实用新型原理在于,增设测试预对准定位工序,设计辅助对准装置,保障后续插针作业成功率和精确度,通过先对准,后装配的方式,使插针精确插入匹配块4。
20.本实用新型包括:圆锥定位销1、锥形导向孔2、定位板3和夹具5。
21.下面结合附图和实施例对本实用新型作进一步说明。
22.实施例1:如附图1所示,定位板3前侧开有锥形导向孔2,在锥形导向孔2上方安装圆锥定位销1,在定位板3下方安装夹具5,定位板3上侧竖立安装压紧机构8,圆锥定位销1安装在压紧机构8下侧。
23.前述中,圆锥定位销1下端中部固定有减振垫,圆锥定位销1长度大于定位板3厚度。
24.前述中,圆锥定位销1下端外缘呈锥台面圆锥定位销1下端外径与匹配块4的插针安装孔径相同。
25.前述中,锥形导向孔2上段内壁呈锥孔形状,锥形导向孔2下段孔径与匹配块4的插针安装孔径相同。
26.前述中,定位板3上安装水平调节装置。
27.前述中,定位板3下方安装滑动板6和模组7,滑动板6与模组7 连接,并由模组7驱动。
28.前述中,在夹具5和定位板3旁安装压装结构9。
29.前述中,在定位板3下方平行安装底板10,定位板3与底板10之间通过分布在边缘或角部的一组竖立支柱11连接固定。
30.本实用新型实施例中,夹具5上有与匹配块4外形配合的活动夹持结构。
31.本实用新型实施例中,在工作时,底板10四角分别通过竖立支柱11 在顶部固定连接定位板3,并保持定位板3平稳固定。在定位板3上侧竖立安装压紧机构8,定位板3前侧中部开锥形导向孔2。压紧机构8中部下侧吊挂固定圆锥定位销1。圆锥定位销1中轴向下穿过锥形导向孔2孔心。在底板10上侧通过模组7滑动安装滑动板6;滑动板6上侧安装夹具5,夹具5上安装匹配块 4,匹配块4由机器人放置在夹具5上,定位夹紧;滑动板6可由模组7驱动。在插针装配前,模组7驱动滑动板6移动到圆锥定位销1即锥形导向孔2下方,使锥形导向孔2与匹配块4的插针安装孔基本对齐;这时,启动压装结构8下行,带动圆锥定位销1向下插入锥形导向孔2和匹配块4的插针安装孔,在这一过程中,滑动板6轻微随动配合,使锥形导向孔2和滑动板6上的匹配块4的插针安装孔严格对齐;进一步的,这一过程还可以辅助模组7根据压紧机构8下行阻尼反馈调校控制位移,达到主动调试快速对位效果,此后,启动安装在滑动板6、模组7旁的压装结构9压紧滑动板6,防止滑动板6移动,然后,压紧机构8上行拔出圆锥定位销1,完成插针作业预先对准;再由六轴机器人抓取插针,利用锥形导向孔2插入
匹配块4的插针安装孔中,再启动压紧机构8下行,用圆锥定位销1把插针顶压到位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1