同步器齿圈整型机构的制作方法
1.本实用新型涉及一种同步器齿圈整型机构。
背景技术:
2.传统的同步器齿圈整型机构均是通过人工将同步器齿圈放置到整型工位,无法准确判断放置时间,且工作时间长了容易因放置不及时同步器齿圈损毁甚至工作人员受伤的危险,即输送不稳定,生产效率较低。
技术实现要素:
3.鉴于现有技术的不足,本实用新型所要解决的技术问题是提供一种同步器齿圈整型机构,不仅结构合理,而且稳定高效。
4.为了解决上述技术问题,本实用新型的技术方案是:同步器齿圈整型机构,包括整型台,所述整型台上嵌设有整型柱,所述整型柱中心竖直贯穿开设整型孔,该整型孔朝下延伸出整型台,所述整型孔正上方设置有整型冲压机,同步器齿圈经由两平行且同向的输送带组成间歇组件有序输送,该输送带旁侧均通过气缸推动垂直转向,所述整型孔下方设置有承接同步器齿圈的集料箱。
5.进一步的,所述整型柱顶端外周固设有凸缘,通过凸缘与螺栓固连在整型台上,所述凸缘、整型柱顶端端面高度与输送带高度一致。
6.进一步的,两输送带分别为输送带a与输送带b,两输送带近输出端部处均设置有限位挡板,该限位挡板均高出输送带并固定。
7.进一步的,两输送带侧部均沿其长度方向同步设置有挡板,所述输送带a的输出端侧部与输送带b输入端侧部之间安装有连接板,且输送带的挡板均未延伸至连接板侧端。
8.进一步的,两输送带在其近输出端外侧均垂直设置有气缸,气缸的输出端固连推块,该推块与同步器齿圈接触端均朝内凹设有凹槽,两气缸根据位置不同分别为将同步器齿圈从输送带a输送至输送带b的第一气缸以及将同步器齿圈从输送带b输送至整型柱上的第二气缸。
9.进一步的,所述凸缘与输送b之间的整型台上垫设有过渡块,该过渡块顶部与输送带b、凸缘同水平。
10.进一步的,所述整型冲压机的输出端固设有圆柱状的冲压块,该冲压块直径与整型孔孔径一致。
11.与现有技术相比,本实用新型具有以下有益效果:同步器齿圈通过输送带a输送并经限位挡板阻挡,第一气缸的活塞杆推出将同步器齿圈推送穿过连接板进入输送带b,第一气缸复位,输送带b将同步器齿圈继续输送,后经经限位挡板阻挡,第二气缸的活塞杆推出将同步器齿圈推送穿过过渡板至整型孔上,第二气缸复位,输送带b停止输送,此时整型冲压机工作将冲压块下压,将同步器齿圈压入整型孔整型,完成整型,接着输送带b继续工作,第一气缸将下一个同步器齿圈输送至输送带b上,以此循环,第二气缸的间歇性停止以配合
整型冲压机的整型动作,避免后方同步器齿圈持续输送,导致同步器齿圈在输送带上堆叠紊乱;该同步器齿圈整型机构结构简单,步序稳定,便捷高效。
12.下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
附图说明
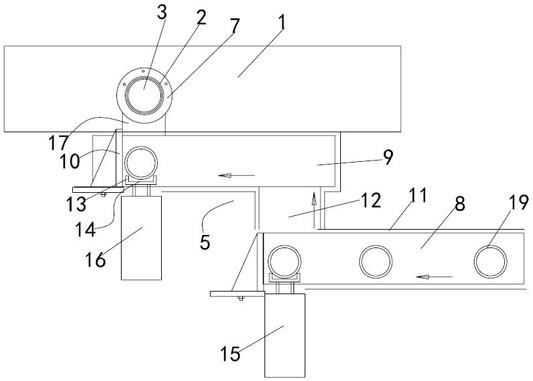
13.图1为本实用新型实施例的构造示意图;
14.图2为本实用新型实施例整型冲压机与整型台的安装示意图。
15.图中:1
‑
整型台,2
‑
整型柱,3
‑
整型孔,4
‑
整型冲压机,5
‑
间歇组件,6
‑
集料箱,7
‑
凸缘,8
‑
输送带a,9
‑
输送带b,10
‑
限位挡板,11
‑
挡板,12
‑
连接板,13
‑
推块,14
‑
凹槽,15
‑
第一气缸,16
‑
第二气缸,17
‑
过渡块,18
‑
冲压块,19
‑
同步器齿圈。
具体实施方式
16.为让本实用新型的上述特征和优点能更明显易懂,下文特举实施例,并配合附图,作详细说明如下。
17.如图1~2所示,同步器齿圈整型机构,包括整型台1,所述整型台上嵌设有整型柱2,所述整型柱中心竖直贯穿开设整型孔3,该整型孔朝下延伸出整型台,所述整型孔正上方设置有整型冲压机4,同步器齿圈经由两平行且同向的输送带组成间歇组件5有序输送,该输送带旁侧均通过气缸推动垂直转向,所述整型孔下方设置有承接同步器齿圈的集料箱6。
18.在本实用新型实施例中,所述整型柱顶端外周固设有凸缘7,通过凸缘与螺栓固连在整型台上,所述凸缘、整型柱顶端端面高度与输送带高度一致。
19.在本实用新型实施例中,两输送带分别为输送带a8与输送带b9,两输送带近输出端部处均设置有限位挡板10,该限位挡板均高出输送带并固定。
20.在本实用新型实施例中,两输送带侧部均沿其长度方向同步设置有挡板11,所述输送带a的输出端侧部与输送带b输入端侧部之间安装有连接板12,且输送带的挡板均未延伸至连接板侧端,连接板上端与输送带同水平。
21.在本实用新型实施例中,两输送带在其近输出端外侧均垂直设置有气缸,气缸的输出端固连推块13,该推块与同步器齿圈接触端均朝内凹设有凹槽14,两气缸根据位置不同分别为将同步器齿圈从输送带a输送至输送带b的第一气缸15以及将同步器齿圈从输送带b输送至整型柱上的第二气缸16。
22.在本实用新型实施例中,所述凸缘与输送b之间的整型台上垫设有过渡块17,该过渡块顶部与输送带b、凸缘同水平,以此保证同步器齿圈的稳定输送。
23.在本实用新型实施例中,所述整型冲压机的输出端固设有圆柱状的冲压块18,该冲压块直径与整型孔孔径一致。
24.本实用新型实施例的工作原理:首先将扩孔完成后的同步器齿圈19放置到输送带a的输入端,随着输送带a输送并经限位挡板阻挡,第一气缸的活塞杆推出将同步器齿圈推送穿过连接板进入输送带b,第一气缸复位,输送带b将同步器齿圈继续输送,后经经限位挡板阻挡,第二气缸的活塞杆推出将同步器齿圈推送穿过过渡板至整型孔上,第二气缸复位,输送带b停止输送,此时整型冲压机工作将冲压块下压,将同步器齿圈压入整型孔整型,完成整型,接着输送带b继续工作,第一气缸将下一个同步器齿圈输送至输送带b上,以此循
环,后进行下一阶段加工开齿,一般整型孔上半段孔经均一致,下半段的孔径稍大,以便于同步器齿圈的下落堆叠至集料箱内。
25.本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下都可以得出其他各种形式的同步器齿圈整型机构。凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1