一种内螺纹局部高点修整便携式装置的制作方法
[0001]
本实用新型涉及内螺纹修复技术领域,尤其涉及一种内螺纹局部高点修整便携式装置。
背景技术:
[0002]
螺纹是机械零部件中最常见的特征之一,许多结构件的连接均采用螺纹连接,在设备运行过程中,螺纹可能会因为各种原因失效,此时需要对螺纹失效的零部件进行更换或对零部件螺纹进行修整。但在一些如:与大型法兰配合的压力容器、设备机体上的内螺纹不能考虑更换本身零件,只能设法对内螺纹进行修整。
[0003]
对于螺纹失效的问题,传统的解决办法是对失效的内螺纹采用扩孔重新攻丝、异位钻孔等方法,然后更换对应的配合零件,但扩孔重新攻丝要求增加螺栓的直径尺寸才可行,而异位钻孔对结构上的灵活性要求较高,多数机械零部件不能采用上述方法处理,因此导致其因个别内螺纹失效而整体报废,缩短了产品寿命,增加维护和使用成本。
技术实现要素:
[0004]
本实用新型的目的在于,找到一种既能在原位置上进行内螺纹局部高点修整,又能不改变原来内螺纹直径的一种内螺纹局部高点修整便携式装置。
[0005]
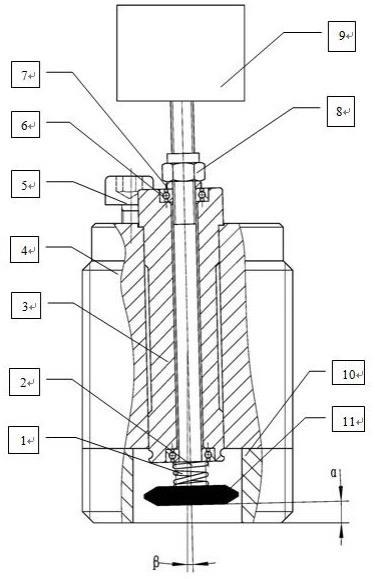
为了实现上述目的,本实用新型提供的内螺纹局部高点修整便携式装置由旋转轴1,弹簧2,偏心套3,螺纹轴4,偏心螺钉5,轴承6,垫圈7,锁紧螺母8,气动马达9,可拆卸螺纹轴10,砂轮11组成。砂轮11安装在旋转轴1上,弹簧2套在旋转轴1上,偏心套3两端安装轴承6,将组装完成的旋转轴1穿过偏心套3,使用垫圈7、锁紧螺母8锁紧,将上述整体穿过螺纹轴4,使用偏心螺钉5锁紧,将可拆卸螺纹轴10安装在螺纹轴4上,将气动马达9安装在旋转轴1上。
[0006]
所述螺纹轴4加工带有倾角为β的通孔,其角度与螺纹升角α相等,螺纹轴4与偏心套3装配后,使旋转轴1产生倾角β,使得修整后的平均螺纹螺旋线与原螺纹螺旋线吻合。
[0007]
所述偏心套3加工带有偏心通孔,旋转偏心套3可实现砂轮11的径向进给,使砂轮11与螺纹的啮合与分离。
[0008]
所述螺纹轴4利用原内螺纹导向、倒距,当砂轮11与螺纹啮合后,旋转螺纹轴4实现装置轴向和周向进给,使得修整后内螺纹的平均螺距与原内螺纹螺距吻合。
[0009]
所述砂轮11外形截面与螺纹的牙型相同,使得螺纹上下表面高点均可修整,而且在修整的过程中不改变原螺纹的牙型角,使得修整后的螺纹截面与原螺纹截面相同。
[0010]
所述偏心螺钉5将偏心套3锁紧。
[0011]
所述锁紧螺母8调整砂轮11轴向位置。
[0012]
所述可拆卸螺纹轴10与螺纹轴4进行组合,可实现对螺孔边缘和底部局部高点修整。
[0013]
本实用新型与现有技术相比的有益效果:
[0014]
本装置其特点在于:结构简单,使用、携带方便。利用被加工内螺纹定位,修整内螺纹所需操作空间小,利用被加工内螺纹为导向、倒距,实现砂轮的周向和轴向进给,采用此种定位和进给方式,操作方便简单,使得修整后的内螺纹平均螺距与原螺纹螺距吻合,不会对原螺纹造成损伤,并可实现高精度的重复修整。偏心套与螺纹轴装配产生的倾角β,其角度与原螺纹升角相等,砂轮回转与螺纹螺旋线相切,使得修整后的内螺纹平均螺旋线与原螺纹螺旋线吻合,使用砂轮磨削,反作用力小,对装置的刚度要求较低,更容易获得更高的精度和表面质量。由于砂轮截面形状与螺纹牙型相同,螺纹牙型更易控制,使得修整后的内螺纹,不会出现“乱牙”、“错牙”等问题。
附图说明
[0015]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0016]
图1是内螺纹局部高点修整便携式装置的结构示意图;
[0017]
图2是本实用新型实施例提供的内螺纹局部高点修整便携式装置示意图;
[0018]
图3是本实用新型实施例提供的内螺纹局部高点修整便携式装置示意图;
[0019]
图4是本实用新型实施例提供的内螺纹局部高点修整便携式装置示意图。
[0020]
图中各符号表示含义如下:
[0021]
1旋转轴,2弹簧,3偏心套,4螺纹轴,5偏心螺钉,6轴承,7垫圈,8锁紧螺母,9气动马达,10可拆卸螺纹轴,11砂轮。
具体实施方式
[0022]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。以下实施实例仅用于更加清楚的说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。本实用新型安装使用实施例:
[0023]
实施例:如图1所示,本实用新型是一种内螺纹局部高点修整便携式装置,该装置主要由旋转轴1,弹簧2,偏心套3,螺纹轴4,偏心螺钉5,轴承6,垫圈7,锁紧螺母8,气动马达9,可拆卸螺纹轴10,砂轮11组成。砂轮11安装在旋转轴1上,弹簧2套在旋转轴上,偏心套3两端安装轴承6,将组装完成的旋转轴1穿过偏心套3,使用垫圈7、锁紧螺母8锁紧,将上述整体穿过螺纹轴4,使用偏心螺钉5锁紧,将可拆卸螺纹轴10安装在螺纹轴4上,将气动马达9安装在旋转轴1上。通过螺纹轴4将装置旋入待修整的内螺纹内,利用原螺纹进行定位,实现装置的导向、倒距。旋转轴1到达合适位置,由于偏心套3上加工带有偏心通孔,所以旋转偏心套3实现砂轮11的径向进给,使砂轮11与螺纹啮合。拧紧偏心螺钉5,将偏心套3锁紧。启动气动马达9,旋转螺纹轴4实现螺纹高点修整。
[0024]
使用本使用新型时,根据螺孔高点位置对装置进行调整。如图2所示,当螺孔局部高点位于螺孔边缘时,螺纹轴4与可拆卸螺纹轴10组合使用,装置旋入待修整的内螺纹内,利用原螺纹进行定位,实现装置的导向、倒距。旋转轴1到达合适位置。旋转偏心套3可实现砂11轮的径向进给,使砂轮11与螺纹啮合。拧紧偏心螺钉5将偏心套3锁紧。启动气动马达9,
旋转螺纹轴4实现螺纹高点修整;如图3所示,当螺孔局部高点位于螺孔较深位置时,将可拆卸螺纹轴10拆除,装置旋入待修整的内螺纹内,利用原螺纹进行定位,实现装置的导向、倒距。旋转轴1到达合适位置,旋转偏心套3实现砂轮11的径向进给,使砂轮11与螺纹啮合。拧紧偏心螺钉5将偏心轴3锁紧。启动气动马达9,旋转螺纹轴4实现螺纹高点修整。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1