新型车辆尿素溶液喷嘴钎焊装置的制作方法
1.本实用新型涉及一种新型车辆尿素溶液喷嘴钎焊装置,涉及焊接领域。
背景技术:
2.柴油机车辆尿素喷嘴装置分别由两根管路连接,其中一根是空气管路,另外一根为尿素溶液管路。瓶颈工序为氩弧焊点焊空气管路定位。短边朝下,长边朝上。突出的长边朝外,并且与下方的小柱定位孔位于同一水平线上。
3.原始的焊接装置为圆柱形的定位装置,用氩弧焊点焊固定空气管时,其所存在的弊端为:
4.(1)上方的空气管由于没有支撑和定位,在重力的作用下发生偏弯,垂直度不足,需要外力矫正。这样一来多出平均工时8秒/件,同时机械外力矫正时,产品外形质量容易受到影响,容易产生报废产品。
5.(2)垂直度满足要求,但是空气管路横向与小柱定位孔不在同一直线上,需要老虎钳和定位钳对其进行矫正。这样一来多出平均工时11秒/件,同时外力定位钳进行矫正,产品质量容易出现问题,容易产生报废品。
6.(3)原始的定位装置,我们进行氩弧焊点焊的时候,焊点很多都不是对称的,这样容易产生应力分布不均匀的问题,影响后续的钎焊问题。
7.(4)原始的工装只是单独的简单的圆柱体,需要人工用手小心翼翼的进行转动到180
°
左右。经常会伴随着空气管脱落的现象,整体耗费工时8秒/件。
技术实现要素:
8.为克服现有技术的缺陷,本实用新型提供一种新型车辆尿素溶液喷嘴钎焊装置,本实用新型的技术方案是:
9.新型车辆尿素溶液喷嘴钎焊装置,包括底板(1)、旋转座(2)和定位柱(6),在所述的底板(1)上转动的安装有一旋转座(2),该底板(1)的一侧设置有对旋转座(2)进行限位的限位板(13);所述的定位柱(6)呈弧形设置,该定位柱(6)的下端可拆卸的安装在旋转座(2)上,上端设置有用于空气管路(7)穿过的通孔;所述的旋转座(2)上还安装有对空气管路(7)定位的定位销。
10.所述的限位板(13)垂直安装在底板(1)的一侧,与所述的旋转座(2)相邻设置;该旋转座(2)在底板(1)上的旋转角度在0
°
~180
°
之间。
11.在所述的底板(1)上设置有容纳支撑座(3)的凹槽,该支撑座(3)通过螺钉安装在所述的底板(1)上,在该支撑座(3)上设置有一中心轴,所述的旋转座(2)通过轴承(4)转动的安装在该中心轴上。
12.所述的旋转座(2)的一侧设置有容纳定位柱的定位柱槽(21),另一侧的上部设置有固定座安装槽,下部设置有安装轴承(4)的轴承安装槽,该固定座安装槽与轴承安装槽不连通;所述的固定座(5)安装在该固定座安装槽内,并被设置在旋转座(2)的定位销锁紧;所
述的固定座(5)上设置有空气管路插接孔(9)。
13.所述的旋转座(2)上设置有定位销槽(23),该定位销槽(23)位于固定座安装槽的外部,在该定位销槽(23)内安装有定位销(8),该定位销(8)与设置在固定座(5)上的定位孔动配合。
14.所述的定位孔沿固定座(5)的径向设置。
15.所述的定位销(8)与设置在固定座(5)上的两个空气管路插接孔(9)处于同一直线上。
16.所述的底板和旋转座的材质为304不锈钢材。
17.所述的定位柱的材质为304不锈钢材或者电木。
18.本实用新型的优点是:
19.(1)提高了精准度,减少了工时浪费,同时避免了产品由于垂直度导致的质量问题。
20.(2)定位销的设置,起到对固定座的限位作用,同时定位销与两个空气管路插接孔处于同一直线上,避免了由于不在同一直线上的问题导致的产品质量问题。
21.(3)旋转座在底板上可以进行180
°
旋转,实现了氩弧焊点焊的对称性180
°
可以一步到位,这样就避免了后续钎焊流动性不均匀的问题。
22.(4)避免了空气管工装在无意中脱落的现象。
附图说明
23.图1是本实用新型的爆炸结构示意图。
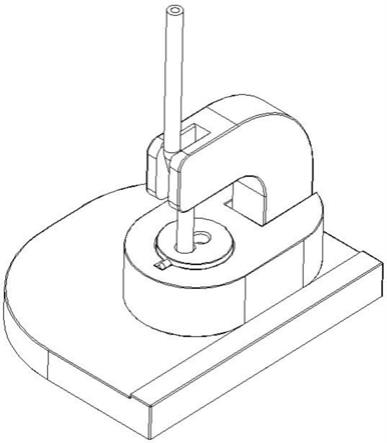
24.图2是本实用新型的主体结构示意图。
25.图3是图2的剖视图。
具体实施方式
26.下面结合具体实施例来进一步描述本实用新型,本实用新型的优点和特点将会随着描述而更为清楚。但这些实施例仅是范例性的,并不对本实用新型的范围构成任何限制。本领域技术人员应该理解的是,在不偏离本实用新型的精神和范围下可以对本实用新型技术方案的细节和形式进行修改或替换,但这些修改和替换均落入本实用新型的保护范围内。
27.参见图1至图3,本实用新型涉及一种新型车辆尿素溶液喷嘴钎焊装置,包括底板1、旋转座2和定位柱6,在所述的底板1上转动的安装有一旋转座2,该底板1的一侧设置有对旋转座2进行限位的限位板13;所述的定位柱6呈弧形设置,该定位柱6的下端可拆卸的安装在旋转座2上,上端设置有用于空气管路7穿过的通孔;所述的旋转座2上还安装有对空气管路7定位的定位销8。
28.所述的限位板13垂直安装在底板1的一侧,与所述的旋转座2相邻设置,在转动过程中,被限位板13限位,该旋转座2在底板1上的旋转角度在0
°
~180
°
之间。
29.在所述的底板1上设置有容纳支撑座3的凹槽,该支撑座3通过螺钉安装在所述的底板1上(螺钉穿过螺纹孔12与支撑座3连接在一起),在该支撑座3上设置有一中心轴,所述的旋转座2通过轴承4转动的安装在该中心轴上。
30.所述的旋转座2的一侧设置有容纳定位柱的定位柱槽21(呈矩形设置),另一侧的上部设置有固定座安装槽22(呈圆形设置),下部设置有安装轴承4的轴承安装槽,该固定座安装槽与轴承安装槽不连通;所述的固定座5安装在该固定座安装槽内,并被设置在旋转座2的定位销8锁紧;所述的固定座5上设置有空气管路插接孔9;
31.所述的旋转座2上设置有定位销槽23,该定位销槽23位于固定座安装槽的外部,在该定位销槽23内安装有定位销8,该定位销8与设置在固定座5上的定位孔动配合;所述的定位孔沿固定座5的径向设置。
32.所述的定位销8与设置在固定座5上的两个空气管路插接孔9处于同一直线上。
33.所述的底板和旋转座的材质为304不锈钢材。
34.所述的定位柱的材质为304不锈钢材或者电木。
35.本实用新型的工作原理描述:焊接员工进行焊接的时候,左手取一个固定座5,放到固定座安装槽22中,然后将空气管路7经过定位柱6的通孔后,放置到空气管路插接孔9上,同时,定位销8置入定位销槽23中,这样保持定位准确度,插接完毕。保持保持底板1水平,右手拿氩弧焊焊枪进行一端的点焊,点焊完毕后,用手转动旋转座2,旋转座2进行180
°
的旋转,然后在进行180
°
方向的点焊。焊接完毕后,取出焊接完毕的空气管路即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1