一种型材折弯机及其三轴数控加工机构的制作方法
1.本实用新型涉及折弯机设备领域,尤其是一种型材折弯机及其三轴数控加工机构。
背景技术:
2.折弯机是属于锻压机械中的一种,主要作用就是对金属型材进行加工,它现在已经广泛应用于轻工、航空、船舶、冶金、仪表、电器、不锈钢制品、钢结构建筑及装潢行业等领域,折弯机是目前对金属型材特别是大型型材进行加工的首选机械,通过选配各种不同的模具,可以对型材进行弯边、拉伸、拉圆和冲孔等。
3.目前的市场上的大部分折弯机对来料型材对进行打孔操作时,基本上是人工手动将型材打孔处与加工刀具对准,然后进行打孔操作,这样工作效率很低,因操作失误造成的不良品率很高,甚至当操作员出现失误操作,会伤及手部,严重的会造成手部残疾。
技术实现要素:
4.本实用新型的目的是提供一种代替人工对准打孔操作,可以通过cnc控制加工的三轴数控加工机构,该三轴数控加工机构可以实现在x、y、z轴方向直线移动,实现折弯机打孔智能化操作,配置有该三轴数控加工机构的折弯机,提升了工作效率,降低了不良品率,避免了对操作者造成身体伤害的情况发生。
5.鉴于上述状况,有必要提供一种三轴数控加工机构,包括x轴运动组件、y 轴运动组件和z轴运动组件;
6.所述x轴运动组件用于驱动数控加工机构沿x轴方向作直线运动,所述x 轴运动组件与工作台滑动连接;
7.所述y轴运动组件用于驱动数控加工机构沿y轴方向作直线运动,所述y 轴运动组件与所述x轴运动组件滑动连接;
8.所述z轴运动组件用于驱动数控加工机构沿z轴方向作直线运动,所述z 轴运动组件与所述y轴运动组件滑动连接。
9.进一步地,所述x轴运动组件包括第一丝杠传动装置和第一滑动件,所述第一丝杆传动装置设于所述工作台上,所述第一滑动件与所述工作台滑动连接,所述第一丝杆传动装置驱动所述第一滑动件沿x轴做直线运动。
10.进一步地,所述第一丝杠传动装置包括第一电机、第一滚珠丝杠副和第一固定件,所述第一滚珠丝杠副包括第一丝杠和第一螺母,所述第一丝杠的一端连接所述第一电机的驱动端,所述第一丝杠的另一端连接所述第一固定件,所述第一丝杠在所述第一电机的驱动下作旋转运动,所述第一螺母与所述第一滑动件连接。
11.进一步地,所述第一滑动件上设有用于所述第一滚珠丝杠副穿过的开口槽。
12.进一步地,所述y轴运动组件包括第二丝杠传动装置、底板和侧板,所述第二丝杠传动装置设于第一滑动件远离所述工作台的一侧,所述底板与第一滑动件远离所述工作台
的一侧滑动连接,所述第二丝杠传动装置驱动所述底板沿y 轴做直线运动,所述侧板设于所述底板远离第一滑动件的一侧。
13.进一步地,所述第二丝杠传动装置包括第二电机、第二滚珠丝杠副和第二固定件,所述第二滚珠丝杠副包括第二丝杠和第一螺母,所述第二丝杠的一端连接所述第二电机的驱动端,所述第二丝杠的另一端连接所述第二固定件,所述第二丝杠在所述第二电机的驱动下作旋转运动,所述第一螺母与所述底板连接。
14.进一步地,所述z轴运动组件包括第三丝杆传动装置、第一加工组件和第二滑动件,所述第三丝杆传动装置设于所述第二滑动件面向侧板的一侧,所述第一加工组件与所述第二滑动件的顶壁连接,所述第一加工组件沿y轴方向设置,所述第二滑动件面向所述第三丝杆传动装置的一侧与侧板滑动连接,所述第三丝杆传动装置驱动所述第二滑动件沿z轴做直线运动。
15.进一步地,所述第三丝杆传动装置包括第三电机、第三滚珠丝杠副和第三固定件,所述第三滚珠丝杠副包括第三丝杠和第三螺母,所述第三丝杠的一端连接所述第三电机的驱动端,所述第三丝杠的另一端连接所述第三固定件,所述第三丝杠在所述第三电机的驱动下作旋转运动,所述第三螺母与所述第二滑动件连接。
16.进一步地,所述z轴运动组件还包括第二加工组件,所述第二加工组件设于所述第二滑动件远离侧板的一侧,所述第二加工组件沿z轴方向设置。
17.另外,本实用新型还提供一种型材折弯机,该型材折弯机设置有上述的三轴数控加工机构。
18.本实用新型的有益效果在于:
19.1.通过cnc控制加工的三轴数控加工机构可以实现在x、y、z轴方向自动直线移动,实现折弯机打孔智能化操作,配置有该三轴数控加工机构的折弯机,提升了工作效率,降低了不良品率,避免了对操作者造成身体伤害的情况发生。
20.2.采用的丝杆传动装置将旋转运动转换成直线运动,这样空间利用率高,并且结构简单、加工容易、成本低、传动轴向力大、可自锁、定位精度高。
21.3.采用滚珠丝杠副来进行运动方式转换,这样摩擦阻力矩小、传动效率高,精度高,系统刚度好,运动具有可逆性,使用寿命长。
附图说明
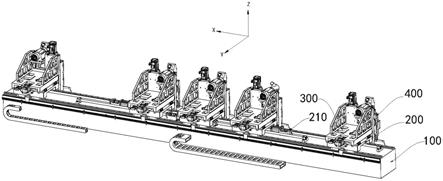
22.图1是本实用新型实施例的整体装配结构第一视角示意图。
23.图2是本实用新型实施例的整体装配结构第二视角示意图。
24.图3是本实用新型实施例的三轴数控加工机构第一视角示意图。
25.图4是本实用新型实施例的三轴数控加工机构第二视角示意图。
26.图中,工作台100;x轴运动组件200,第一丝杠传动装置210,第一电机211,第一滚珠丝杠副212,第一固定件213,第一滑动件220,开口槽221;y轴运动组件300,第二丝杠传动装置310,底板320,侧板330;z轴运动组件400,第三丝杆传动装置410,第一加工组件420,第四电机421,走刀422,第二滑动件430,第二加工组件440。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型一种型材折弯机及其三轴数控加工机构进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
28.请参见图1,本实用新型提供的一种具体的实施方式中三轴数控加工机构主要包括x轴运动组件200、y轴运动组件300和z轴运动组件400。
29.其中,x轴运动组件200用于驱动数控加工机构沿x轴方向作直线运动,x 轴运动组件200与工作台100滑动连接。
30.y轴运动组件300用于驱动数控加工机构沿y轴方向作直线运动,y轴运动组件300与所述x轴运动组件100滑动连接。
31.z轴运动组件400用于驱动数控加工机构沿z轴方向作直线运动,z轴运动组件400与y轴运动组件300滑动连接。
32.本实用新型所指的x轴方向为左右方向,y轴方向为前后方向,z轴方向为上下方向。
33.针对水平长度很长的型材打孔操作时,有两种配置方式:
34.(1)为了考虑制造成本,可以只设置一个三轴数控加工机构在工作台100 上,通过cnc控制使得单个三轴数控加工机构在工作台100上进行x、y、z 三轴位置调动对型材的指定位置进行打孔。
35.(2)为了考虑到生产效率,可以在工作台100设置多个三轴数控加工机构,每个三轴数控加工机构设定有指定的加工区域,通过cnc控制每个三轴数控加工机构进行x、y、z三轴位置调动对型材的指定位置进行打孔,这样加工一根型材的时间大大缩短,当某个三轴数控加工机构出现故障不能工作,可以将其拆下,通过cnc控制其他相邻的三轴数控加工机构进行打孔加工,这样也方便后期维护,不会因单个三轴数控加工机构而影响整个加工工作的停止。
36.可以理解地,通过cnc控制的三轴数控加工机构可以实现在x、y、z轴方向自动直线移动,实现折弯机打孔智能化操作,配置有该三轴数控加工机构的折弯机,提升了工作效率,降低了不良品率,避免了对操作者造成身体伤害的情况发生。
37.请参见图1
‑
图2,在本实用新型的一种实施方式中,x轴运动组件200包括第一丝杠传动装置210和第一滑动件220,第一丝杆传动装置210设于所述工作台100上,第一滑动件220与工作台100滑动连接,第一丝杆传动装置210驱动所第一滑动件220沿x轴做直线运动。
38.丝杠传动装置指的是通过丝杠和螺母的连接关系将旋转运动转换成直线运动的装置,为了减小摩擦阻力可以在丝杠和螺母之间设减小摩擦力的介质,例如润滑油等,在这里丝杠传动的形式有以下几种:
39.(1)滑动摩擦传动,丝杠和螺母是直接啮合连接,通过丝杆的旋转使得螺母沿丝杠轴向直线移动,这种装配关系结构简单,加工方便,成本低,具有自锁功能。
40.(2)滚动摩擦传动,在丝杆和螺母上加工有弧行螺旋槽,当它们套装在一起时便形成螺旋滚道,并在滚道内装满滚珠,而滚珠则沿滚道滚动,并经回珠管作周而复始的循环运动,回珠管两端还起挡珠的作用,以防滚珠沿滚道掉出,这种装配关系传动效率高、摩擦阻力小、传动精度高。
41.优选地,请参见图2,第一丝杠传动装置210包括第一电机211、第一滚珠丝杠副212和第一固定件213,第一滚珠丝杠副212包括第一丝杠和第一螺母,第一丝杠的一端连接第一电机211的驱动端,第一丝杠的另一端连接第一固定件213,第一丝杠2121在第一电机211的驱动下作旋转运动,第一螺母与第一滑动件220连接。
42.第一螺母与第一滑动件220的具体连接方式可以有以下几种:
43.(1)通过螺母法兰和固定在滑动件上的螺母座连接,用螺栓锁紧。
44.(2)螺母通过键固定的方式固定在滑动件上的螺母座中。
45.(3)螺母通过螺接的方式固定在滑动件上的螺母座中。
46.当然其他满足螺母与滑动件能稳定的连接的方式也可。
47.滚珠丝杠副的工作原理为:在丝杠和螺母上加工有弧形螺旋槽,当把它们套装在一起时可形成螺旋滚道,并且滚道内填满滚珠,当丝杠相对于螺母做旋转运动时,两者间发生轴向位移,而滚珠则可沿着滚道滚动.减少摩擦阻力.滚珠在丝杠上滚过数圈后,通过回程引导装置(回珠器),逐个滚回到丝杠和螺母之间,构成一个闭合的回路管道。
48.可以理解地,采用滚珠丝杠副来进行运动方式转换,这样摩擦阻力矩小、传动效率高,精度高,系统刚度好,运动具有可逆性,使用寿命长。
49.请参见图3
‑
图4,在本实用新型的一种实施方式中,为了防止第一滑动件 220对第一丝杠传动装置210造成很大的压力,使得第一滚珠丝杠副212容易损坏,使用寿命短的情况发生,可以在第一滑动件220上设有用于第一滚珠丝杠副212穿过的开口槽221,这要第一滑动件220的下压力由其自身两端的支撑部传递给了工作台100,第一滚珠丝杠副212在工作中不受第一滑动件220的下压力影响,因此不容易损坏,使用周期长。
50.请参见图3
‑
图4,在本实用新型的一种实施方式中,y轴运动组件300包括第二丝杠传动装置310、底板320和侧板330,第二丝杠传动装置310设于第一滑动件220远离工作台100的一侧,底板320与第一滑动件220远离所述工作台100的一侧滑动连接,第二丝杠传动装置310驱动底板320沿y轴做直线运动,侧板330设于所述底板320远离第一滑动件220的一侧,丝杠传动装置的传动形式及优点上面已提到,在此不再赘述。
51.优选地,第二丝杠传动装置310包括第二电机、第二滚珠丝杠副和第二固定件,第二滚珠丝杠副包括第二丝杠和第一螺母,第二丝杠的一端连接第二电机的驱动端,第二丝杠的另一端连接第二固定件,第二丝杠在第二电机的驱动下作旋转运动,第二螺母与底板320连接,滚珠丝杠副的工作原理机优点上面已经提到,在此不再赘述,第二螺母与底板320的连接方式可以参照第一螺母与第一滑动件220的具体连接方式,同样适用。
52.请参见图3
‑
图4,在本实用新型的一种实施方式中,z轴运动组件400包括第三丝杆传动装置410、第一加工组件420和第二滑动件430,第三丝杆传动装置410设于第二滑动件430面向侧板330的一侧,第一加工组件420与第二滑动件430的顶壁连接,第一加工组件420沿y轴方向设置,第二滑动件430面向第三丝杆传动装置410的一侧与侧板330滑动连接,第三丝杆传动装置410 驱动第二滑动件430沿z轴做直线运动。
53.可以理解地,丝杠传动装置的传动形式及优点上面已提到,在此不再赘述,第一加工组件420是对型材进行打孔加工的,第一加工组件420包括第四电机421和走刀422,走刀422设于第四电机421的输出端。
54.优选地,第三丝杆传动装置410包括第三电机、第三滚珠丝杠副和第三固定件,第
三滚珠丝杠副包括第三丝杠和第三螺母,第三丝杠的一端连接所述第三电机的驱动端,第三丝杠的另一端连接第三固定件,第三丝杠在第三电机的驱动下作旋转运动,第三螺母与第二滑动件430连接。
55.可以理解地,滚珠丝杠副的工作原理机优点上面已经提到,在此不再赘述,第二螺母与底板320的连接方式可以参照第一螺母与第一滑动件220的具体连接方式,同样适用。
56.请参见图3
‑
图4,在本实用新型的一种实施方式中,对与“l”形型材,第一加工组件420只能对一面进行打孔,因此,z轴运动组件400上还设有第二加工组件440,第二加工组件440设于第二滑动件430远离侧板330的一侧,第二加工组件440沿z轴方向设置,这样可以对“l”形型材的另一面进行打孔操作。
57.需要提到的是,以上所叙述到的滑动连接可以是滑轨在滑槽里滑动来实现,这样设置简单成本低。
58.另外,本实用新型还提供一种型材折弯机,该型材折弯机设置有上述三轴数控加工机构,代替人工对准打孔操作,可以通过cnc控制加工的三轴数控加工机构,该三轴数控加工机构可以实现在x、y、z轴方向直线移动,实现折弯机打孔智能化操作,配置有该三轴数控加工机构的折弯机,提升了工作效率,降低了不良品率,避免了对操作者造成身体伤害的情况发生。
59.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1