一种用于CHIP素子线材加工的焊锡设备的制作方法
一种用于chip素子线材加工的焊锡设备
技术领域
1.本实用新型涉及传感器线材加工的技术领域,具体涉及一种用于chip素子线材加工的焊锡设备。
背景技术:
2.传感器是一种检测装置,它是实现自动检测和自动控制的首要环节,根据感知功能分为热敏元件、光敏元件、气敏元件、力敏元件、磁敏元件、湿敏元件、声敏元件、放射线敏感元件、色敏元件和味敏元件等十大类,其中热敏元件的温度传感器在人们的生活中使用最为广泛,其广泛用于空调、冰箱及电饭锅等家用电器中,其中chip素子线材作为温度传感器中重要的组成部件之一,chip素子线材主要由在线材端部线芯上焊接端子构成,其制造的质量对温度检测的准确性有着重要的影响,传统的chip素子线材焊接通常采用人工进行线材加工、素子拼接及焊接加工,从而完成产品的加工,现有人工加工的方式存在着人工劳动强度大,焊接效率低,焊接质量差等问题,所以人们发明了焊接设备,但现有的焊接设备还存在以下问题:线材加工不整齐,且需要人工进行线芯的处理,现有的素子物料体积较小,现有的焊接设备只用通过振动盘进行素子物料的整理,但需要进行素子与线材拼接加工时,需要人工进行两者的组装,效率慢,人工拼接容易出现组装拼接位置偏移,造成素子错位,影响后续的焊接加工,影响产品质量,且现有的焊接设备只能用于一个chip素子线材的焊接加工,加工效率慢,满足不了现有的chip素子线材的快速生产需求。
技术实现要素:
3.本项实用新型是针对现在的技术不足,提供一种用于chip素子线材加工的焊锡设备。
4.本实用新型为实现上述目的所采用的技术方案是:
5.一种用于chip素子线材加工的焊锡设备,其包括工作台、移动搬运机构、线材整理机构、线材切断机构、整平机构、线材成形机构、素子上料机构、沾松香机构、焊锡机构及控制器,所述线材整理机构设置在所述工作台端部,所述焊锡机构设置在所述工作台的另一端部,所述移动搬运机构设有快速装夹组件,所述整平机构设置在所述线材切断机构与线材成形机构之间。
6.作进一步改进,所述素子上料机构包括素子物料整理组件、搬运组件及拼接组件,所述移动搬运机构横向设置在所述工作台上,所述线材切断机构设置在所述线材整理机构一侧,所述移动搬运机构包括安装支架、横向移动组件及竖向移动组件,所述横向移动组件设置在所述安装支架上,所述竖向移动组件设置在所述横向移动组件上,所述拼接组件设置在所述整平机构一侧。
7.作进一步改进,所述横向移动组件包括轨道、电机、滑块及联动组件,所述联动组件包括滚轴丝杆、丝杆螺母及连接块,所述滚轴丝杆与所述电机连接,所述丝杆螺母套设在所述滚珠丝杆外,所述连接块与所述丝杆螺母连接,所述滑块设置在所述连接块连接,所述
竖向移动组件包括安装块、轨道一、电机一、滑块一及联动组件一,所述安装块安装在所述滑块上,所述轨道一设置在所述安装块上,所述联动组件一包括滚轴丝杆一、丝杆螺母一及连接块一,所述滚轴丝杆一与所述电机一连接,所述丝杆螺母一套设在所述滚珠丝杆一外,所述连接块一与所述丝杆螺母一连接,所述滑块一设置在所述连接块一连接,所述滑块一设有安装块一,所述快速装夹组件安装在所述安装块一上。
8.作进一步改进,所述快速装夹组件包括矩形板、两安装块、两放置扣块及两压紧块,两所述安装块设置在所述矩形板两端,两所述放置扣块分别设置在两安装块底部,两所述压紧块分别设置在两安装块顶端,所述压紧块与安装块之间设有转轴,所述转轴构成转动连接,两所述放置扣块均设有扣槽。
9.作进一步改进,所述线材整理机构包括横向压紧组件及纵向压紧组件,所述横向压紧组件包括长形条、支架一及气缸一,所述支架一设置在所述移动搬运机构侧端,所述气缸一设置在所述支架一上,所述长形条设有多个整理槽及滑动槽,所述多个整理槽设置在所述长形条正面,所述滑动槽设置在所述长形条底部,所述滑动槽设有横向滑动压块,所述横向滑动压块设有多个凸块,所述气缸一设有驱动杆,所述驱动杆的中心轴线与横向滑动压块的中心轴线在同一轴线上,所述纵向压紧组件设有支架二、气缸二及整理压板,所述气缸二设置在所述支架二上,所述整理压板设置在所述气缸二的驱动杆上,所述整理压板设有多个与所述多个整理槽一一配合的整理槽二。
10.作进一步改进,所述线材切断机构包括支架三、平台、两气缸三、废料收集箱及检测传感器,所述平台设置在所述支架三上,两所述气缸三镜像相对设置在所述支架三两端,所述平台设有裁切安装块,所述平台及裁切安装块均设有通孔,所述废料收集箱设置在所述平台的通孔下方,所述裁切安装块设有两滑动槽三,两所述气缸三均设有切刀,所述切刀分别设置在所述滑槽三上,并沿着滑槽三反复移动,所述检测传感器设置在所述支架三的侧面。
11.作进一步改进,所述整平机构包括固定座及气动手指气缸,所述气动手指气缸设有两压平块,所述线材成形机构包括上顶气缸及推送组件,所述推送组件包括推送气缸,固定座一、连接座及折弯组件,所述折弯组件包括放置块及两条形压块,所述放置块顶端设有定型块及两活动压块,所述放置块的中间设有两凸块一,两所述凸块一均设有安装槽,两所述安装槽均设有转动轴,两所述条形压块分别与安装槽内的转动轴连接构成杠杆结构,所述放置块的下方设有凸块二,所述凸块二设有顶块,所述顶块包括连接部分及驱动部分,所述驱动部分为梯形块,两所述条形压块均设有弧形凸块及弧形凸块一,两所述弧形凸块一分别设置在所述驱动部分两侧面,两所述弧形凸块分别设置在所述活动压块的外侧,两所述活动压块均还设有弧形面。
12.作进一步改进,所述素子物料整理组件包括振动盘及输送轨道,所述输送轨道一端与所述振动盘连接,所述输送轨道下方设有振动器,所述输送轨道设有定位块,所述定位块设有定位槽,所述搬运组件包括支架四、旋转气缸及检测传感器四,所述旋转气缸设有安装块四,所述安装块四设有气缸五及槽口,所述气缸五设有连接块四,所述连接块四穿过槽口,并沿着槽口方向上下移动,所述连接块四设有吸盘,所述支架四还设有限位块。
13.作进一步改进,所述拼接组件包括轨道三、电机三、滑块三、联动组件三、支架五及素子夹具,所述电机三设置在所述轨道三一端,所述轨道三的另一端设有支架六,所述滑块
三与所述联动组件三连接,所述支架五设置在所述滑块三上,所述素子夹具设置在所述支架五上,所述素子夹具设有拼接凸块,所述支架六设有气缸六,所述气缸六,所述气缸一设有拼接块,所述拼接块设有与拼接凸块配合的插入槽。
14.作进一步改进,所述沾松香机构包括支架七、气缸七及松香物料放置箱,所述气缸七设置在支架七上,所述气缸七设有起降块,所述焊锡机构包括焊锡组件及去锡膜组件,所述焊锡组件包括锡料放置箱体、加热器及升降气缸,所述加热器设置在所述锡料放置箱体底部,所述升降气缸设置在所述锡料放置箱体正侧面,所述升降气缸设有连接块七,所述连接块七设有升降槽体,所述去锡膜组件包括轨道四、电机四、滑块四、联动组件四、支架八及刮块,所述电机四设置在所述轨道四一端,所述联动组件四与所述电机四连接,所述滑块四设置在所述联动组件四上,所述支架八设置在滑块四,所述支架八设有升降气缸一,所述升降气缸一设有安装块八,所述安装块八设有转动气缸,所述转动气缸设有连接杆,所述刮块设置在所述连接杆端部。
15.本实用新型的有益效果:本实用新型通过设置移动搬运机构、线材整理机构、线材切断机构、整平机构、线材成形机构、素子上料机构、沾松香机构及焊锡机构,实现线材的整平、裁切、整形、素子拼接及焊接的全自动生产,取代传统的人工加工的方式,降低人工劳动强度及成本,提高产品质量,提高生产效率;通过设置快速装夹组件便于快速安装及拆卸排布有线材物料的贴付板,提高物料更换效率,从而提供加工生产的效率;通过设置线材整理机构用于对多个线材的端部进行定位整理,从而保证多个线材的位置,从而保证后续线材线芯裁切加工的整齐性;通过设置线材成形机构用于将线材物料的端部的两线芯进行自动折弯成形,形成放置孔,从而便于后续素子的安装拼接;通过设置素子上料机构实现素子物料的整理,并通过吸盘进行搬运,实现素子物料自动搬运及拼接到线材物料的两线芯之间,提高生产效率,节省人工成本,并且降低人工操作存在的误差,影响拼接质量,提高后续焊接的质量;通过设置站松香及焊接机构实现多个线材物料的自动沾松香动作及焊接动作,大大提高产品的加工效率,满足素子chip线材的快速生产需求。
16.下面结合附图与具体实施方式,对本实用新型进一步说明。
附图说明
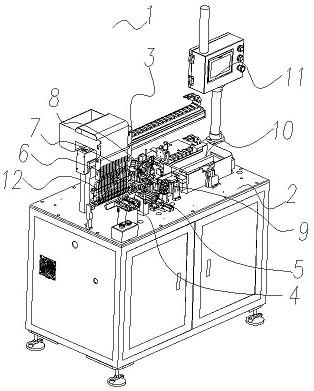
17.图1为本实施例的用于chip素子线材加工的焊锡设备整体结构示意图;
18.图2为本实施例的移动搬运机构结构示意图;
19.图3为本实施例的线材整理机构与快速装夹组件的结构示意图;
20.图4为本实施例的线材切断机构结构示意图;
21.图5为本实施例的整平机构结构示意图;
22.图6为本实施例的线材成形机构结构示意图;
23.图7为本实施例的素子上料机构与沾松香机构结构示意图;
24.图8为本实施例的焊锡机构结构示意图。
25.图中:1.用于chip素子线材加工的焊锡设备,2.工作台,3.移动搬运机构,4.线材整理机构,5.线材切断机构,6.整平机构,7.线材成形机构,8.素子上料机构,9.沾松香机构,10.焊锡机构,11.控制器,12.快速装夹组件,80.素子整理组件,81.搬运组件,82.拼接组件,30.安装支架,31.横向移动组件,32.竖向移动组件,310.轨道,311.电机,312.滑块,
320.安装块,321.轨道一,322.电机一,323.滑块一,324.联动组件一,325.安装块一,120.矩形板,121.安装块,122.放置扣块,123.压紧块,40.横向压紧组件,41.纵向压紧组件,400.长形条,401.支架一,402.气缸一,403.整理槽,404.横向滑动压块,410.支架二,411.气缸二,412.整理压板,50.支架三,51.平台,52.气缸三,55.废料收集箱,54.检测传感器,510.裁切安装块,520.切刀,60.固定座,61.气动手指气缸,610.压平块,70.上顶气缸,71.推送组件,710.推送气缸,711.固定座一,712.连接座,713.折弯组件,7130.放置块,7131.条形压块,7132.定型块,7133.活动压块,7134.凸块一,7135.顶块,800.振动盘,801.输送轨道,802.定位块,810.支架四,811.旋转气缸,813.安装块四,814.气缸五,815.连接块四,816.吸盘,817.限位块,820.轨道三,821.电机三,822.滑块三,824.支架五,825.素子夹具,826.支架六,8260.气缸六,8261.拼接块,827.拼接凸块,8270.插入槽,90.支架七,91.气缸七,92.松香物料放置箱,910.起降块,100.焊锡组件,101.去锡膜组件,1000.锡料放置箱体,1001.加热器,1002.升降气缸,1003.连接块七,1004.升降槽体,1010.轨道四,1011.电机四,1012.滑块四,1013.联动组件四,1014.支架八,1015.刮块,1016.升降气缸一,1017.转动气缸。
具体实施方式
26.以下所述仅为本实用新型的较佳实施例,并不因此而限定本发明的保护范围。
27.实施例,参见附图1~图8,一种用于chip素子线材加工的焊锡设备1包括工作台2、移动搬运机构3、线材整理机构4、线材切断机构5、整平机构6、线材成形机构7、素子上料机构8、沾松香机构9、焊锡机构10及控制器11,所述控制器11用于控制及实现人机界面交互的动作,所述线材整理机构4设置在所述工作台2端部,所述焊锡机构10设置在所述工作台2的另一端部,所述移动搬运机构3设有快速装夹组件12,所述整平机构6设置在所述线材切断机构5与线材成形机构7之间,所述工作台2还设有急停按钮及指示灯。
28.所述素子上料机构8包括素子物料整理组件80、搬运组件81及拼接组件82,所述移动搬运机构3横向设置在所述工作台2上,所述线材切断机构5设置在所述线材整理机构4一侧,所述移动搬运机构3包括安装支架30、横向移动组件31及竖向移动组件32,所述横向移动组件31设置在所述安装支架30上,所述竖向移动组件32设置在所述横向移动组件31上,所述拼接组件82设置在所述整平机构6一侧。
29.所述横向移动组件31包括轨道310、电机311、滑块312及联动组件,所述联动组件包括滚轴丝杆、丝杆螺母及连接块,所述滚轴丝杆与所述电机311连接,所述丝杆螺母套设在所述滚珠丝杆外,所述连接块与所述丝杆螺母连接,所述滑块312设置在所述连接块连接,所述竖向移动组件32包括安装块320、轨道一321、电机一322、滑块一323及联动组件一,所述安装块320安装在所述滑块312上,所述轨道一321设置在所述安装块320上,所述联动组件一324包括滚轴丝杆一、丝杆螺母一及连接块一,所述滚轴丝杆一与所述电机一322连接,所述丝杆螺母一套设在所述滚珠丝杆一外,所述连接块一与所述丝杆螺母一连接,所述滑块一323设置在所述连接块一连接,所述滑块一323设有安装块一325,所述快速装夹组件12安装在所述安装块一325上,所述横向移动组件31及竖向移动组件32实现多轴向搬运移动动作。
30.所述快速装夹组件12包括矩形板120、两安装块121、两放置扣块122及两压紧块
123,两所述安装块121设置在所述矩形板120两端,两所述放置扣块122分别设置在两安装块121底部,两所述压紧块123分别设置在两安装块121顶端,所述压紧块123与安装块121之间设有转轴,两所述放置扣块122均设有扣槽,所述快速装夹组件12便于快速安装及拆卸排布有线材物料的贴付板,从而提高的加工效率,两安装块121还设有两锁定块;装夹时件两压紧块123打开,然后将排布有线材物料的贴付板插入至放置扣块122的扣槽内,将两压紧块123压住贴付板上表面,将两锁定块锁紧,实现贴付板的安装,拆卸更换时将两锁定块松开,然后打开两压紧块123取出加工完成的贴付板。
31.所述线材整理机构4包括横向压紧组件40及纵向压紧组件41,所述横向压紧组件40包括长形条400、支架一401及气缸一402,所述支架一401设置在所述移动搬运机构3侧端,所述气缸一402设置在所述支架一401上,所述长形条400设有多个整理槽403及滑动槽,所述多个整理槽403设置在所述长形条400正面,所述滑动槽设置在所述长形条400底部,所述滑动槽设有横向滑动压块404,所述横向滑动压块404设有多个凸块405,所述气缸一402设有驱动杆,所述驱动杆的中心轴线与横向滑动压块404的中心轴线在同一轴线上,所述驱动杆与横向滑动压块404连接,所述横向压紧组件40用于整理多根线材的横向位置,保证后续线材加工的整齐及准确,所述纵向压紧组件41设有支架二410、气缸二411及整理压板412,所述气缸二411设置在所述支架二410上,所述整理压板412设置在所述气缸二411的驱动杆上,所述整理压板412设有多个与所述多个整理槽403一一配合的整理槽二,所述纵向压紧组件41用于与横向压紧组件40配合,从而保证多根线材的垂直位置,保证后续裁切时的位置统一。
32.所述线材切断机构5包括支架三50、平台51、两气缸三52、废料收集箱53及检测传感器54,所述平台51设置在所述支架三50上,两所述气缸三52镜像相对设置在所述支架三50两端,所述平台51设有裁切安装块510,所述平台51及裁切安装块510均设有通孔,所述废料收集箱53设置在所述平台51的通孔下方,所述裁切安装块510设有两滑动槽三,两所述气缸三52均设有切刀520,所述切刀520分别设置在所述滑槽三上,并沿着滑槽三反复移动,从而实现线材端部的线芯裁切动作,所述检测传感器54设置在所述支架三50的侧面,用于检测线材物料情况,所述线材切断机构5用于对多个线材物料的端部的线芯进行自动裁切整齐加工工序。
33.所述整平机构6包括固定座60及气动手指气缸61,所述气动手指气缸61设有两压平块610,所述整平机构6用于对裁切完成的线材物料进行整理,保证线材物料端部的整齐,所述线材成形机构7包括上顶气缸70及推送组件71,所述推送组件71包括推送气缸710,固定座一711、连接座712及折弯组件713,所述推送气缸710设置在所述固定座一711上,所述连接座712与所述推送气缸710连接,所述折弯组件713设置在所述连接座712上,所述推送气缸710用于将折弯组件713往上顶气缸70推送,所述折弯组件713包括放置块7130及两条形压块7131,所述放置块7130顶端设有定型块7132及两活动压块7133,所述放置块7130的中间设有两凸块一7134,两所述凸块一7134均设有安装槽,两所述安装槽均设有转动轴,两所述条形压块7131分别与安装槽内的转动轴连接构成杠杆结构,所述放置块7130的下方设有凸块二,所述凸块二设有顶块7135,所述顶块7135包括连接部分及驱动部分,所述驱动部分为梯形块,两所述条形压块7131均设有弧形凸块及弧形凸块一,两所述弧形凸块一分别设置在所述驱动部分两侧面,两所述弧形凸块分别设置在所述活动压块7133的外侧,两所
述活动压块7133均还设有弧形面,两所述活动压块7133之间设有复位弹簧,所述线材成形机构7用于将线材物料的端部的两线芯进行自动折弯成形,形成放置孔,从而便于后续素子的安装拼接。
34.所述素子物料整理组件80包括振动盘800及输送轨道801,所述输送轨道801一端与所述振动盘800连接,所述输送轨道801下方设有振动器,所述输送轨道801设有定位块802,所述定位块802设有定位槽,所述定位槽用于单个素子物料的放置,所述搬运组件81包括支架四810、旋转气缸811及检测传感器四,所述旋转气缸811设有安装块四813,所述安装块四813设有气缸五814及槽口,所述气缸五设有连接块四815,所述连接块四815穿过槽口,并沿着槽口方向上下移动,所述连接块四815设有吸盘816,所述支架四810还设有限位块817,所述素子物料整理组件80素子物料的排布及整理,所述搬运组件81用于将定位块802上的素子物料进行搬运,搬运至拼接组件82用于与线材物料拼接组合。
35.所述拼接组件82包括轨道三820、电机三821、滑块三822、联动组件三、支架五824及素子夹具825,所述电机三821设置在所述轨道三820一端,所述轨道三820的另一端设有支架六826,所述滑块三822与所述联动组件三连接,所述支架五824设置在所述滑块三822上,所述素子夹具825设置在所述支架五824上,所述素子夹具825设有拼接凸块827,所述支架六826设有气缸六8260,所述气缸六8260设有拼接块8261,所述拼接块8261设有与拼接凸块827配合的插入槽8270,所述拼接组件82用于将素子物料拼接到线材物料的两线芯之间,实现自动拼接工序。
36.所述沾松香机构9包括支架七90、气缸七91及松香物料放置箱92,所述气缸七91设置在支架七90上,所述气缸七91设有起降块910,所述沾松香机构9用于将带有素子的线材物料进行自动沾松香工序,所述焊锡机构10包括焊锡组件100及去锡膜组件101,所述焊锡组件100包括锡料放置箱体1000、加热器1001及升降气缸1002,所述加热器1001设置在所述锡料放置箱体1000底部,所述升降气缸1002设置在所述锡料放置箱体1000正侧面,所述升降气缸1002设有连接块七1003,所述连接块七1003设有升降槽体1004,所述焊锡组件100用于提供焊锡物料,从而实现对多个线材进行自动焊锡动作,所述去锡膜组件101包括轨道四1010、电机四1011、滑块四1012、联动组件四1013、支架八1014及刮块1015,所述锡料放置箱体1000一侧设有锡膜收集箱体,用于收集刮块1015上的锡膜废料,所述电机四1011设置在所述轨道四1010一端,所述联动组件四1013与所述电机四1011连接,所述滑块四1012设置在所述联动组件四1013上,所述支架八1014设置在滑块四1012,所述支架八1014设有升降气缸一1016,所述升降气缸一1016设有安装块八,所述安装块八设有转动气缸1017,所述转动气缸设有连接杆,所述刮块设置1015在所述连接杆端部,所述去锡膜组件101用于自动对升降槽体1004表面的氧化锡膜去除,保证焊锡加工的正常,所述电机311、电机一322、电机三821及电机四1011均为伺服电机。
37.工作原理:将排布与多个线材的贴附板安装到快速快速装夹组件上,工作时,移动搬运机构动作至线材整理机构对贴附板上线材进行位置整理,整理整齐后,移动搬运机构动作将贴附板运置线材切断机构,线材切断机构动作,配合移动搬运机构对贴付板上的线材端部的线芯进行裁切,裁切完毕后,移动搬运机构将贴附板运置整平机构,整平机构对线芯进行整平动作,移动搬运机构动作将贴附板运置线材成形机构将线芯自动折弯成形,形成放置孔,同时的,素子上料机构的素子整理组件对素子物料进行整理,整理完毕后,搬运
组件将素子物料搬运至拼接组件上的素子夹具上,搬运机构加工素子物料搬运至插入槽,移动搬运机构动作将整形好的线芯运置插入槽上方,然后插入插入槽,与插入槽中的素子拼接取出,移动搬运机构将拼接有素子的线材运置沾松香机构进行沾松香工序,沾松香工序完成后移动搬运机构将贴附板运置焊接机构进行焊接加工,焊接加工完成后得到产品,移动搬运机构复位将产品搬运至起初位置进行下料及下组物料的加工。
38.本实用新型并不限于上述实施方式,采用与本实用新型上述实施例相同或近似结构或装置,而得到的其他用于用于chip素子线材加工的焊锡设备,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1