熔锡喷流焊接一体机的制作方法
1.本实用新型涉及锡焊技术领域,特别是一种熔锡喷流焊接一体机。
背景技术:
2.线路板,电路板,pcb板的焊接,一般都具有选择性的焊接。手持烙铁焊接,焊点锡量需要得到有效控制,焊接时间控制,振子与pcb板之间焊点距离微小,焊接难度大,焊接操作困难。而在传统手持烙铁焊接无法保证焊接质量和效率的情况下,除了少数采用昂贵精密焊接机器外,大多采用普通锡炉焊接,而普通锡炉焊接pcb板下部分是完全侵入液态焊料中,在特定要求指标的情况下,由于时间无法得到有效的控制,pcb板也一起在液态焊料中加热,无法完成焊接后的目的。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种熔锡喷流焊接一体机。
4.本实用新型解决其技术问题所采用的技术方案是:提供一种熔锡喷流焊接一体机,包括机座,所述机座上设置有锡熔盒,所述锡熔盒的一端设置有增压泵,所述锡熔盒的另一端设置有喷嘴;所述锡熔盒外设置有发热管。
5.根据本实用新型所提供的熔锡喷流焊接一体机,通过采用锡熔盒加热焊料,增压泵对焊料增压,喷嘴进行喷焊的设计,可以更准确完成特殊工件的锡焊工作,也可配合各种控制器实现焊接工作更智能化。
6.作为本实用新型的一些优选实施例,所述机座上设置有工作区,所述工作区的边沿设置有支撑定位边,所述喷嘴位于所述工作区中。
7.作为本实用新型的一些优选实施例,所述增压泵包括有叶轮、叶轮轴承组件、电机,其中所述叶轮位于所述锡熔盒内,所述叶轮轴承组件、所述电机位于所述锡熔盒外,所述叶轮与所述叶轮轴承组件之间通过转轴连接,所述叶轮轴承组件与所述电机之间通过传动带连接。
8.作为本实用新型的一些优选实施例,所述锡熔盒为长形状。
9.作为本实用新型的一些优选实施例,所述工作区上设置有过滤网。
10.作为本实用新型的一些优选实施例,所述锡熔盒与所述喷嘴之间设置有熔锡收集盒。
11.本实用新型的有益效果是:
12.1.解决了手工焊接的精度控制难题,解决了人工操作疲劳;
13.2.实现更可靠的选择性焊接,焊接时间、焊接温度、焊接量更容易配合现有的控制器实现控制;
14.3.结构简单易用,占用空间小,适应不同的制造、生产场合。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
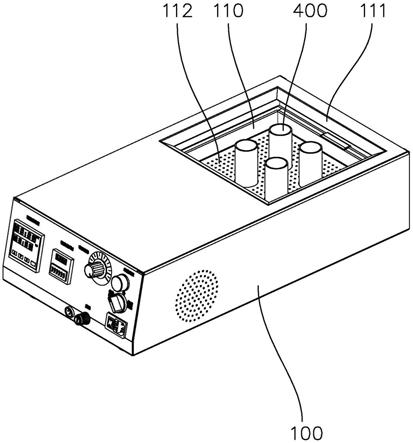
16.图1是本实用新型的立体图;
17.图2是本实用新型的内部结构示意图;
18.图3是本实用新型右视图。
19.附图标记:
20.机座100、工作区110、支撑定位边111、过滤网112、锡熔盒200、增压泵300、叶轮310、叶轮轴承组件320、电机330、传动带340、喷嘴400、发热管500、熔锡收集盒600。
具体实施方式
21.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。为透彻的理解本发明创造,在接下来的描述中会涉及一些特定细节。而在没有这些特定细节时,本发明创造仍可实现,即所属领域内的技术人员使用此处的这些描述和陈述向所属领域内的其他技术人员可更有效的介绍他们的工作本质。此外需要说明的是,下面描述中使用的词语“前侧”、“后侧”、“左侧”、“右侧”、“上侧”、“下侧”等指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向,相关技术人员在对上述方向作简单、不需要创造性的调整不应理解为本技术保护范围以外的技术。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定实际保护范围。而为避免混淆本发明创造的目的,由于熟知的制造方法、控制程序、部件尺寸、材料成分、管路布局等的技术已经很容易理解,因此它们并未被详细描述。
22.图1是本实用新型一个实施方式的立体图,图2是本实用新型一个实施方式的内部结构示意图。参照图1、图2,本实用新型的一个实施方式提供了一种熔锡喷流焊接一体机,包括机座100,机座100上设置有锡熔盒200,锡熔盒200外设置有发热管500。发热管500发热把锡熔盒200内的锡加热成锡熔液作为焊料。
23.参照图3,锡熔盒200的一端设置有增压泵300,锡熔盒200的另一端设置有喷嘴400,使锡熔盒200内的焊料增压并通过喷嘴400喷出完成喷焊。
24.以某款基站天线中振子与pcb板的焊接工序为例,在实际工作时,将振子与pcb板通过辅助治具装配好后,并焊接区域涂上助焊剂。将需要焊接区域对准喷嘴400喷锡口,启动开关,同时一次性完成两端(一组)的焊接,焊接时间只需几秒。不同焊接产品可配合制作不同的辅助治具焊接。
25.以下结合一些实施例进行说明,其中此处所称的“实施例”是指可包含于本技术至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。此外,表示一个或多个实施例的细节并非固定的指代任何特定顺序,也不构成对本发明创造的限制。
26.实施例1,机座100上设置有工作区110,工作区110的边沿设置有支撑定位边111,喷嘴400位于工作区110中,待焊接的工件可以放在工作区110上。支撑定位边111起到对工件支撑和限位的作用。
27.本实施例中,可选地,支撑定位边111为斜面边,可适应不同尺寸的工件。
28.实施例2,增压泵300包括有叶轮310、叶轮轴承组件320、电机330。其中叶轮310位于锡熔盒200内,叶轮轴承组件320、电机330位于锡熔盒200外,这样叶轮轴承组件320、电机330就不受高温的锡熔液影响。叶轮310与叶轮轴承组件320之间通过转轴连接,转轴旋转时,叶轮310随之旋转对锡熔液增压。叶轮轴承组件320与电机330之间通过传动带340连接,使电机330可以在离锡熔盒200稍远位置控制叶轮310旋转,不但使电机330布置更灵活,更可以使电机330远离高温的锡熔液,保证电机330工作的可靠性。
29.实施例3,锡熔盒200为长形状,不但便于未熔化前的长条形锡条放置,也便于配合发热管500提高加热效率。本实施例中,可选地,发热管500为直线形发热管。
30.实施例4,工作区110上设置有过滤网112,隔开焊接过程形成的碎屑,便于清洁。多余的焊料则穿过过滤网112回流在锡熔盒200中,可循坏使用。工作区110和喷嘴400位于锡熔盒200上侧。
31.实施例5,锡熔盒200与喷嘴400之间设置有熔锡收集盒600,用于收集锡熔液供喷嘴400备用。锡熔盒200内作为高压液态区。锡熔盒200本身也利于喷嘴400的分散布置。
32.实施例6,机座100的前侧设置有操作面板。
33.增压泵300位于机座100的前侧,工作区110、喷嘴400位于机座100的后侧。发热管500分列在锡熔盒200外的左侧、右侧。喷嘴400的喷口朝向上侧。叶轮310位于叶轮轴承组件320下侧。
34.实施例7,增压泵300的叶轮310、锡熔盒200、喷嘴400均采用不锈钢制成,防止腐蚀、沾锡的可能。机座100的外罩及控制面板均采用不锈钢,与熔锡池之间采用耐高温隔热层材料进行隔离。
35.实施例8,机座100上设置有运行指示灯用于指示熔锡喷流焊接一体机的工作状态,设置有喷锡方式控制旋钮喷嘴400的工作方式,设置有电源接口(总电开关)用于熔锡喷流焊接一体机外接电源,设置有保险保证熔锡喷流焊接一体机工作安全,设置有脚踏开关接口便于外接脚踏开关控制熔锡喷流焊接一体机工作,设置有喷流调节旋钮用于控制增压泵300的输出过滤进而控制喷嘴400的喷压,设置有时间控制器用于控制喷嘴400的工作时间,设置有温度控制器控制发热管500的加热温度。
36.具体工作时,包括以下步骤:
37.a、接通电源,打开总电开关。
38.b、将锡熔盒200中放入锡条。
39.c、设定温度(具体采用温度控制器,一般建议设定在260℃
±
5℃),待锡条完全熔化在锡熔盒200中,保证高压液态区有充分液态焊料。
40.d、调节时间控制器,(一般指焊料喷流时间和焊接时间之和,建议定为3秒)。
41.e、调节将喷流调节按钮调制最小。
42.f、将喷锡方式旋钮调至点动状态。
43.g、启动脚踏开关,运行指示灯正常,检查喷流状况,根据实际情况适当调节。
44.根据上述原理,本实用新型还可以对上述实施方式进行适当的变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1