一种内支撑工装的制作方法
1.本实用新型涉及修复再制造领域,具体涉及一种内支撑工装。
背景技术:
2.焊接金属滤芯是pta(精对苯二甲酸)行业母液过滤系统里面重要的零件,金属滤芯一旦破损,会是母液中的携带的高附加值的产物直接排放掉,不能回收再利用,给企业造成损失,同时也增加了氧化装置残渣的处理量和处理成本。金属滤芯上下都有严格的安装定位位置,金属滤芯焊接定位要求整体直线度要与原来滤芯一致,焊接变形量要小于装配间隙,否则不能装配。
3.由于现有技术中在金属滤芯焊接时容易出现金属滤芯焊接整体变形、焊接处凹陷、焊接前定位不准等问题,因此本实用新型研究设计出一种内支撑工装。
技术实现要素:
4.因此,本实用新型要解决的技术问题主要在于克服现有技术中的金属滤芯焊接时容易出现金属滤芯焊接整体变形的缺陷,从而提供一种内支撑工装。
5.为了解决上述问题,本实用新型提供一种内支撑工装,其中:
6.所述内支撑工装设置在滤芯内管的管内,所述内支撑工装包括锥形体和扩张体,所述扩张体套设在所述锥形体的外周,所述锥形体的外周面为锥面,所述扩张体的内周面为与所述锥形体的外周面相匹配的内锥面结构,所述扩张体的外周面为圆周面,所述扩张体的外周面与滤芯内管的内周壁抵接。
7.优选地,在经过所述锥形体的轴线的截面内、所述锥形体的外周面为梯形斜面;和/或,所述锥形体的外周面的锥角度为4
‑7°
,所述扩张体的内表面的锥角度为4
‑7°
;和/或,所述扩张体被沿其轴线方向进行切割成至少两部分。
8.优选地,所述扩张体被切割分成沿周向的三等份;和/或,所述扩张体通过线切割的方式被切割。
9.优选地,所述三等份中的每等份中再被均分成沿周向的三等份,且本次切割在轴向方向未完全切断;和/或,所述线切割采用钼丝。
10.优选地,所述内支撑工装还包括固定环和螺纹紧固件,所述锥形体内部设置有第一孔,所述固定环内部设置有第二孔,所述固定环设置在所述扩张体的第一端面处、并与所述扩张体抵接,所述螺纹紧固件穿过所述第一孔和所述第二孔而将所述锥形体和所述固定环连接。
11.优选地,通过所述螺纹紧固件的转动能够驱动所述固定环挤压所述扩张体、使得所述扩张体相对于所述锥形体沿轴向方向相对运动,适应于支撑不同大小管径的所述滤芯内管。
12.优选地,所述固定环包括本体和伸出部,所述伸出部一端与所述本体连接、另一端与所述扩张体抵接,在所述本体与所述锥形体之间为空心结构,使得所述固定环不与所述
锥形体直接相接。
13.优选地,所述固定环为圆筒体结构,且所述伸出部的内径大于与其相接处的所述锥形体的外径,所述伸出部的壁厚小于与其相接处的所述扩张体的壁厚。
14.优选地,所述扩张体的内径沿轴向方向从所述第一端面至第二端面逐渐增大,且所述扩张体的所述第一端面与所述伸出部相对且抵接;所述锥形体的外径沿轴向方向从第三端面至第四端面逐渐增大,且所述锥形体的所述第三端面与所述伸出部相对。
15.优选地,所述扩张体的材料为紫铜,和/或,所述锥形体的材料为碳钢、合金钢、高温合金中的至少一种;和/或,所述螺纹紧固件的材料为碳钢、合金钢和高温合金中的至少一种;和/或,所述固定环的材料为高温合金;和/或,所述锥形体的所述第一孔为通孔;和/或,所述固定环的所述第二孔为螺纹孔。
16.本实用新型提供的一种内支撑工装具有如下有益效果:
17.1.本实用新型通过将内支撑工装设置为包括锥形体和扩张体的结构,扩张体的内周面与锥形体配合、均为锥形体,能够使得扩张体能够沿着轴向方向与锥形体相对运动,从而使得锥形体的外周面的径向尺寸发生变化,使得锥形体和扩张体的组合结构的总径向尺寸能够根据需要变小或变大,从而使得内支撑工装能够在装入滤芯的管内时缩小总径向尺寸、使得内支撑工装能够顺利进入滤芯管内,在需要对所需位置进行内支撑、将总径向尺寸逐渐增大以形成牢固可靠的支撑作用,采用该工装后的焊接工艺能够有效解决目前金属滤芯焊接整体变形、焊接处凹陷、焊接前定位不准的问题;
18.2.本实用新型结构设计合理,传统外支撑是半圆式固定装置,将传统外支撑校正改为易拆卸内支撑夹紧组合,避免焊接时向内径变形不利因素,具有操作工艺简单,成本低的优点;本实用新型结构操作简单,设计合理,可操作性强,可显著降低传统不加工装,不能精准定位和焊接变形和凹陷等缺陷;本实用新型可实现不同规格金属滤芯的修复。
19.3.本实用新型解决了pta行业金属滤芯破损使pta母液过滤高附加值的产物回收难的问题,有利于实现我国金属滤芯配件不依赖进口部件,实现国内维护与检修。
附图说明
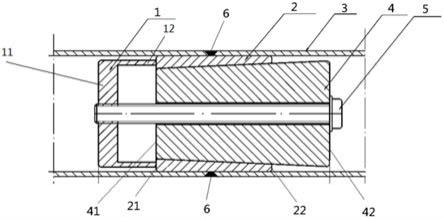
20.图1是本实用新型的内支撑工装与滤芯组装的组装内部剖视图;
21.图2是本实用新型的内支撑工装中扩张体的正面剖视图和侧视图;
22.图3是图2中a方向的结构示意图。
23.附图标记表示为:
24.1、固定环;11、本体;12、伸出部;2、扩张体;21、第一端面;22、第二端面;23、线切割处;24、未切割处;3、滤芯;4、锥形体;41、第三端面; 42、第四端面;5、螺纹紧固件;6、焊接点。
具体实施方式
25.如图1
‑
3所示,本实用新型提供一种内支撑工装,其中:
26.所述内支撑工装设置在滤芯3的管内,所述内支撑工装包括锥形体4和扩张体2,所述扩张体2套设在所述锥形体4的外周,所述锥形体4的外周面为锥面,所述扩张体2的内周面为与所述锥形体4的外周面相匹配的内锥面结构,所述扩张体2的外周面为圆周面,所述
扩张体2的外周面与滤芯3的内周壁抵接。
27.本实用新型通过将内支撑工装设置为包括锥形体和扩张体的结构,扩张体的内周面与锥形体配合、均为锥形体,能够使得扩张体能够沿着轴向方向与锥形体相对运动,从而使得锥形体的外周面的径向尺寸发生变化,使得锥形体和扩张体的组合结构的总径向尺寸能够根据需要变小或变大,从而使得内支撑工装能够在装入滤芯的管内时缩小总径向尺寸、使得内支撑工装能够顺利进入滤芯管内,在需要对所需位置进行内支撑、将总径向尺寸逐渐增大以形成牢固可靠的支撑作用,采用该工装后的焊接工艺能够有效解决目前金属滤芯焊接整体变形、焊接处凹陷、焊接前定位不准的问题。
28.优选地,在经过所述锥形体4的轴线的截面内、所述锥形体4的外周面为梯形斜面;和/或,所述锥形体4的外周面的锥角度为4
‑7°
;所述扩张体2的内表面的锥角度为4
‑7°
;和/或,所述扩张体2被沿其轴线方向进行切割成至少两部分。这是本实用新型中锥形体的优选结构形式,即通过外周面为梯形斜面的形式有效形成具有锥度的圆锥体结构或圆台体结构,使得与之匹配的扩张体能够套设于锥形体外周并沿轴向方向移动,以对滤芯内部形成牢固的支撑作用;锥角度为4
‑7°
是优选锥形角度大小,能够实现平稳的轴向移动;扩张体通过沿轴线方向被切割成两个以上的部分能够使得扩张体在沿轴向移动时能够更加顺畅有效地被扩张开来、以对滤芯内部形成支撑,以及顺畅地缩回。
29.优选地,所述扩张体2被切割分成沿周向的三等份;和/或,所述扩张体2 通过线切割的方式被切割。这是本实用新型的扩张体的进一步优选切割方式,即沿轴向方向切割、使得被在周向切割成三等份(即每一等份占圆周角120
°
),如图2所示;扩张体切割的方式优选线切割能够切割得更为彻底。
30.优选地,所述三等份中的每等份中再被均分成沿周向的三等份,且本次切割在轴向方向未完全切断;和/或,所述线切割采用钼丝,直径为0.1
‑
0.15mm。所述未完全切断的部分占所述扩张体总轴向长度的1/6。这是本发明的切割结构的进一步优选切割方式,即三等份被完全切割,进一步的在被切割出的三等份中被进一步地切割成三等份(只需沿轴向切两刀、并且两刀沿轴向不同的方向切割,留出1/6部分不切割),这样能够有效地保证每个三等份内部能够进行扩张、但是还能保证各个细小切割部分的结构强度;通过钼丝切割时优选切割材料和方式。
31.优选地,所述内支撑工装还包括固定环1和螺纹紧固件5,所述锥形体4 内部设置有第一孔,所述固定环1内部设置有第二孔,所述固定环1设置在所述扩张体2的第一端面21处、并与所述扩张体2抵接,所述螺纹紧固件5穿过所述第一孔和所述第二孔而将所述锥形体4和所述固定环1连接。本实用新型还通过固定环和螺纹紧固件,能够将扩张体的一端与固定环抵接,而螺纹紧固件与锥形体的与扩张体的另一端相对的一端固定,并将螺纹紧固件穿设进入固定环中,通过螺纹紧固件的螺纹配合运动,使得锥形体相对于扩张体沿轴向运动,以对滤芯内周壁施加径向方向的支撑力,并且可适用于不同的滤芯管径的大小的情况。
32.优选地,通过所述螺纹紧固件5的转动能够驱动所述固定环1挤压所述扩张体2、使得所述扩张体2相对于所述锥形体4沿轴向方向相对运动,适应于支撑不同大小管径的所述滤芯内管。这是本实用新型的螺纹紧固件、固定环与扩张体和锥形体相互作用和相互运动的优选形式,能够使得锥形体相对于扩张体沿轴向运动,以对滤芯内周壁施加径向方向的
支撑力,并且可适用于不同的滤芯管径的大小的情况。
33.优选地,所述固定环1包括本体11和伸出部12,所述伸出部12一端与所述本体11连接、另一端与所述扩张体2抵接,在所述本体11与所述锥形体4 之间为空心结构,使得所述固定环1不与所述锥形体4直接相接。这是本实用新型的固定环的进一步优选结构形式,通过伸出部的设置能够使得固定环(伸出部)不与锥形体直接相接,能够有效保证锥形体沿着轴向方向运动、进入空心结构中,实现锥形体+扩张体总径向尺寸的变化,提供径向支撑力。
34.优选地,所述固定环1为圆筒体结构,且所述伸出部12的内径大于与其相接处的所述锥形体4的外径,所述伸出部12的壁厚小于与其相接处的所述扩张体2的壁厚。固定环的伸出部的内径大于相接处的锥形体的外径,能够保证锥形体不与伸出部接触、防止锥形体无法移动,使其留有轴向运动的足够空间,伸出部的壁厚小于扩张体的壁厚也是为了防止伸出部直接抵接到锥形体上、而导致锥形体无法相对于扩张体运动的情况发生。
35.优选地,所述扩张体2的内径沿轴向方向从所述第一端面21至第二端面 22逐渐增大,且所述扩张体2的所述第一端面21与所述伸出部12相对且抵接;所述锥形体4的外径沿轴向方向从第三端面41至第四端面42逐渐增大,且所述锥形体4的所述第三端面41与所述伸出部12相对。这是本实用新型的扩张体和锥形体的进一步优选结构形式,扩张体的内径较小的第一端面与伸出部抵接,能够提高支撑力的作用,且逐渐增大的扩张体内径和逐渐减小的锥形体外径能够使得扩张体能够沿着轴向方向相对于锥形体逐渐移动,锥形体较小外径的端面与固定环相对能够进一步防止固定环的伸出部与锥形体相接,防止锥形体无法相对于扩张体运动的情况发生。
36.优选地,所述扩张体2的材料为紫铜,和/或,所述锥形体4的材料为碳钢、合金钢、高温合金中的至少一种;和/或,所述螺纹紧固件5的材料为碳钢、合金钢和高温合金中的至少一种;和/或,所述固定环1的材料为高温合金;和/ 或,所述锥形体4的所述第一孔为通孔,其直径为9
‑
11mm;和/或,所述固定环1的所述第二孔为螺纹孔,其直径为8mm或10mm。
37.优选螺纹紧固件为螺栓,优选为拉紧长螺栓,进一步为六角螺栓,螺杆为全螺纹m8或m10,螺栓等级为8.8级,。
38.本实用新型的修复工装结构简单、方便拆卸,解决了焊接长圆筒零件产生管壁破损焊接变形、不精准定位的修复问题,经修复后的圆筒焊接位置不存在内凹陷变形,整体直线度与原零件一致。
39.本实用新型提供了一种焊接金属滤芯修复内支撑工装,其该包括如下步骤:
40.(1)根据金属滤芯的内径设计工装的最大膨胀外径,制备工装;
41.(2)锥形体制备,将金属毛坯车加工长度80
‑
100mm,直径50
‑
70mm,外表面锥度4
‑7°
,锥面表面光洁度为1.6,锥形体中心用台转转直径9
‑
11mm通孔,并倒角去毛刺;
42.(3)扩张体制备,将紫铜筒毛坯车加工长度50
‑
70mm,直外径60
‑
80mm, 内表面锥度4
‑7°
,表面光洁度为1.6,将扩张体线切割一分为三等份,其中每等份再分三等分,预留1/6不切断;
43.(4)拉紧长螺栓制备,将六角棒长度130
‑
150mm,预留8mm不加工,其余部分车加工成螺杆,m8或m10;
44.(5)固定环制备,将金属毛坯固定环用车床掏空,内径大于锥形体外径,壁厚与小于扩张体的壁厚,未掏空部分,中心位置有螺纹孔m8或m10;
45.(6)将锥形体、扩张体、拉紧长螺栓、固定环进行组合;
46.先将锥形体、扩张体、螺栓和固定环组装完成后,调整最大外径略小于滤芯内径,分别将焊接的滤芯的两端插到工装上,如图1所示。
47.上述步骤(2)
‑
(5)中,所述扩张体材料为紫铜,优选为99.99%铜;锥形体、拉紧长螺栓材料为碳钢、合金钢、高温合金,优选为45钢、40cr、35crmo 或42crmo;固定环的材料为高温合金,优选为gh4169。
48.上述步骤(2)
‑
(5)中,所述车床转速800
‑
1000r/min,所述线切割采用钼丝,直径为0.1
‑
0.15mm。
49.本实用新型的优点及有益效果是:
50.1、本实用新型结构设计合理,传统外支撑是半圆式固定装置,将传统外支撑校正改为易拆卸内支撑夹紧组合,避免焊接时向内径变形不利因素,具有操作工艺简单,成本低的优点。
51.2、本实用新型结构操作简单,设计合理,可操作性强,可显著降低传统不加工装,不能精准定位和焊接变形和凹陷等缺陷。
52.3、本实用新型可实现不同规格金属滤芯的修复。
53.总之,本实用新型解决了pta行业金属滤芯破损使pta母液过滤高附加值的产物回收难的问题,有利于实现我国金属滤芯配件不依赖进口部件,实现国内维护与检修。
54.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1