一种用于大延伸率拉伸黄铜管的内模的制作方法
1.本实用新型属于铜管拉拔技术领域,具体涉及一种用于大延伸率拉伸黄铜管的内模。
背景技术:
2.内模主要是用于拉拔铜管,与拉伸外模配套使用。内模在铜管内通过与铜管内表面的摩擦力及铜管变形时的反作用力达到一个平衡状态,与之相对的有固定拉伸外模。内模和拉伸外模控制铜管的外径与壁厚尺寸。从结构上分析,内模外形包括大头段、小头段和过渡段,用于控制尺寸。
3.在拉拔铜管过程中,根据设计工艺,通常需要将润滑油和内模依次加入铜管头部后制头,实现拉拔。然而,现有的内模模具,在进行添加润滑油操作时,操作不便,很难准确地将润滑油涂覆到所需部位,并且添加的润滑油分布不均,导致润滑效果不够好,影响拉拔质量。
技术实现要素:
4.本实用新型的目的是为了克服上述现有技术的不足,提供一种用于大延伸率拉伸黄铜管的内模。
5.为了达成上述目的,本实用新型采用如下技术方案:
6.一种用于大延伸率拉伸黄铜管的内模,包括依次首尾相连的小头段、过渡段和大头段;所述小头段和所述过渡段的相连处的外表面设有一圈弧形圆槽;所述大头段和所述过渡段内设有若干溢油通孔,所述溢油通孔的两端分别连通所述大头段的端面和所述弧形圆槽。
7.进一步,所述大头段的直径大于所述小头段的直径。
8.进一步,所述过渡段为圆台形结构,所述过渡段的侧壁与水平线的夹角为9
°
。
9.进一步,所述溢油通孔的个数为10个。
10.进一步,所述用于大延伸率拉伸黄铜管的内模呈中心对称结构。
11.与现有技术相比,本实用新型的有益效果:该实用新型通过弧形圆槽和溢油通孔的设计,使得拉拔过程中能够方便、准确、均匀地添加润滑油。润滑油经由溢油通孔和弧形圆槽喷入黄铜管与内模之间,能够有效降低变形抗力,提高单道次延伸系数,还能够有效提高管材拉伸效率,延长内模的使用寿命。
附图说明
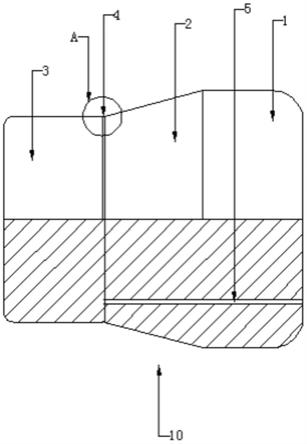
12.图1为本实用新型所描述的一种用于大延伸率拉伸黄铜管的内模的半剖图。
13.图2为图1中a部分的放大结构示意图。
14.图3为本实用新型所描述的一种用于大延伸率拉伸黄铜管的内模的侧视图。
15.图4为本实用新型所描述的一种用于大延伸率拉伸黄铜管的内模的拉拔状态示意
图。
16.附图标记说明:
17.图1中包括,大头段1,过渡段2,小头段3,弧形圆槽4,溢油通孔5,内模10;
18.图2中包括,过渡段2,小头段3,弧形圆槽4;
19.图3中包括,大头段1,溢油通孔5;
20.图4中包括,内模10,待拉拔的黄铜管20,外模30。
具体实施方式
21.为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
22.请参阅说明书附图1、附图2和附图3所示,本实用新型为一种用于大延伸率拉伸黄铜管的内模10,包括依次首尾相连的小头段3、过渡段2和大头段1;所述小头段3和所述过渡段2的相连处的外表面设有一圈弧形圆槽4;所述大头段1和所述过渡段2内设有若干溢油通孔5,本实施例中,所述溢油通孔5的个数为10个。各个所述溢油通孔5的两端分别连通所述大头段1的端面和所述弧形圆槽4。
23.作为优选而非限定,所述大头段1的直径大于所述小头段3的直径。
24.作为优选而非限定,所述过渡段2为圆台形结构,所述过渡段2的侧壁与水平线的夹角为9
°
。
25.本实施例中,小头段3、过渡段2和大头段1的高度均为100mm,小头段3的直径为216mm,大头段1的直径为248mm。
26.作为优选而非限定,所述用于大延伸率拉伸黄铜管的内模10呈中心对称结构。
27.请参阅说明书附图4所示,拉拔过程如下:将本实用新型所提供的一种用于大延伸率拉伸黄铜管的内模10搭配现有技术中的外模30和拉拔设备使用。内模10位于待拉拔的黄铜管20内部,待拉拔的黄铜管20在内模10和外模30的作用下进行拉拔,实现待拉拔的黄铜管20外径逐渐减缩、壁厚逐渐减薄以达到规定的尺寸和形状的拉拔操作。拉拔过程中,通过内模10的大头段1端面的溢油通孔5注入润滑油,润滑油顺着溢油通孔5喷入弧形圆槽4,再经由弧形圆槽4喷入内模10与待拉拔的黄铜管20之间,使得润滑油的喷涂位置准确且覆盖均匀,从端面注入的方式也便于操作。
28.以上的具体实施方式仅为本创作的较佳实施例,并不用以限制本创作,凡在本创作的精神及原则之内所做的任何修改、等同替换、改进等,均应包含在本创作的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1