自动喂锡笔装置的制作方法
1.本实用新型涉及电子焊接技术,具体为一种自动喂锡笔装置。
背景技术:
2.锡焊技术在电子装配领域广泛应用,如表贴器件采用回流焊、直插器件采用手工焊或者波峰焊等。
3.直插器件焊接时需符合相关规范的透锡要求,在有限的间隙下若透锡量过多则会影响电子产品的绝缘耐压性能,若透锡量过少则直接不符合透锡要求,这种情况在手工焊接时特别容易出现,使得电子产品装配的合格率较低,对工人的操作水平要求较高,究其原因是焊锡无法进行工艺定量。
技术实现要素:
4.针对现有技术的不足,本实用新型所要解决的技术问题是提出了一种可进行焊锡工艺定量的自动喂锡笔装置。
5.能够解决上述技术问题的自动喂锡笔装置,其技术方案包括喂锡笔机构,所不同的是所述喂锡笔机构包括笔杆,所述笔杆内开设有锡丝通道,所述锡丝通道的两端分别通出笔杆的前端和后端而成为出丝孔和进丝孔,笔杆的后端通过盘架安装有锡丝盘,锡丝通道两侧的笔杆内设有前、后两组对滚的滚轮,锡丝通道一侧的前滚轮和后滚轮之间通过同步带连接,其中一滚轮为与电机(设于笔杆内)连接的主动轮,锡丝通道另一侧的前滚轮和后滚轮均为无动力轮,所述电机通过内部线路连接笔杆上设置的按钮,所述锡丝盘上放卷的锡丝从进丝孔进入锡丝通道并由前、后两组滚轮夹持向出丝孔运送;所述电机通过外部的隔离驱动电路连接微控制器,所述电机上检测旋转量的传感器通过外部的信号调理电路连接微控制器,所述微控制器上的功能按键和显示屏为自动喂锡操控提供人机交互的界面。
6.上述结构中,所述微控制器为喂锡笔机构的电控核心部件,微控制器中烧录有整个自动喂锡运行程序或相关算法,出锡方式及出锡量由其进行控制;所述隔离驱动电路主要功能是将微控制器发出的控制信号转换为可以驱动电机运转的能量信号,同时可隔离微控制器与电机电路,防止因电机短路或电机感应电动势烧毁微控制器;所述显示屏主要显示当前的设定情况,如喂锡长度和喂锡速度,自动喂锡、或手动按钮喂锡、或匀速不限长喂锡等,微控制器上的功能按键则用于设定或选择自动喂锡的参数或工作状态;所述信号调理电路主要对传感器输出的信号进行处理,将传感器输出信号转换为微处理器可以处理的信号;所述电机作为出锡的执行部件,是将微控制器的控制量转化为位移量从而控制出锡量;所述传感器主要是将实际出锡量转化为电信号而最终反馈给微处理器,使喂锡笔机构的出锡形成闭环控制,使出锡量更精准。
7.本实用新型的有益效果:
8.1、本实用新型自动喂锡笔装置体积较小巧,可操作性好。
9.2、本实用新型结构中,出丝孔所在的的笔杆笔头可以制作为细长而适用于较高密度器件的焊接。
10.3、本实用新型可实现焊锡的工艺定量化操作。
11.4、本实用新型结构简单,易于生产制造。
12.5、本实用新型有手动按键出锡、匀速自动出锡、循环间断出锡等模式可供选择,使用方式灵活。
附图说明
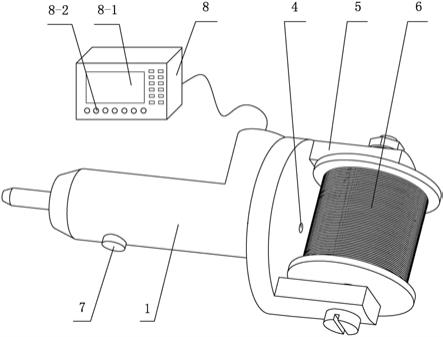
13.图1为本实用新型一种实施方式的立体结构示意图。
14.图2为图1实施方式的内部结构示意图。
15.图3为图1实施方式中电控部分的工作原理框图。
16.图号标识:1、笔杆;2、锡丝通道;3、出丝孔;4、进丝孔;5、盘架;6、锡丝盘;7、按钮;8、微控制器;8
‑
1、显示屏;8
‑
2、功能按键;9、同步带;10、主动轮;11、无动力轮;12、被动轮。
具体实施方式
17.下面结合附图所示实施方式对本实用新型的技术方案作进一步说明。
18.本实用新型自动喂锡笔装置,包括机械部分和电控部分,所述机械部分包括喂锡笔机构,所述喂锡笔机构包括笔杆1和安装有锡丝盘6的盘架5,所述笔杆1包括手持部的笔身、笔身前端同轴的笔头(细长)以及笔身后端的笔架即盘架5,所述笔身内同轴开设有锡丝通道2,所述锡丝通道2向前通出笔头而成为出丝孔3,锡丝通道2向后通出盘架5而成为进丝孔4;沿锡丝通道2于笔身内设置有前滚轮组和后滚轮组,所述前滚轮组中上、下相对的滚轮对称设于锡丝通道2的上、下两侧,所述后滚轮组中上、下相对的滚轮对称设于锡丝通道2的上、下两侧;上侧的前滚轮与后滚轮之间通过同步带9连接,后滚轮与笔身内设置的电机连接而成为主动轮10,前滚轮通过同步带9带动而成为被动轮12,下侧的前滚轮与后滚轮均为无动力轮11;前、后滚轮组的上、下滚轮之间的距离处于锡丝通道2的中央且匹配于锡丝的丝径;所述笔杆1的笔身前部设有按钮7,所述按钮7通过设于笔身内部的线路连接电机,所述电机上设有检测转轴(即主动轮10)旋转量的传感器;所述锡丝盘6上放卷的锡丝从进丝孔4进入锡丝通道2,锡丝先、后通过后滚轮组和前滚轮组的上、下滚轮的夹持而向前输送,最后从出丝孔3通出笔头,如图1、图2所示。
19.上述结构中,所述主动轮10、被动轮12和前、后无动力轮11均为相同直径大小的滚轮;主动轮10的旋转角度(w)及旋转有效半径(r)决定了锡丝的出锡量即出锡长度l,l=w
×
r。
20.所述电控部分包括微控制器8,所述微控制器8上设有若干功能按键8
‑
2和作为人机交互界面的显示屏8
‑
1,所述电机通过外部的隔离驱动电路连接微控制器8,所述传感器通过外部的信号调理电路连接微控制器8,外部的电源及微控制器最小系统电路给微控制器8提供电源,如图1、图3所示。
21.所述微控制器8为电控部分的核心部件,微控制器8烧录有喂锡笔机构的运行程序或相关算法,出锡方式及出锡量由其进行控制。
22.所述电源及微控制器最小系统电路给电控部分提供电源,提供能保证微控制器8
正常工作的最小电路系统。
23.所述隔离驱动电路主要功能是将微控制器8发出的控制信号转换为可以驱动电机运转的能量信号,同时可隔离微控制器8与电机的电路,防止因电机短路或电机感应电动势而烧毁微控制器8。
24.所述显示屏8
‑
1及功能按键8
‑
2为出锡操控提供了人机交互的界面,显示屏8
‑
1主要显示当前的设定情况,如喂锡长度、喂锡速度、自动喂锡或手动按钮喂锡、匀速不限长喂锡等,功能按键8
‑
2则用于设定或选择自动喂锡的参数或工作状态。
25.所述信号调理电路主要对传感器输出的信号进行处理,将传感器输出信号转换为微处理器8可以处理的信号。
26.所述传感器主要将实际出锡量转化为电信号而反馈给微处理器8,使出锡形成闭环控制,使出锡量更精准,对于出锡量的控制,微处理器8控制电机转动的角度(即主动轮10的转动量)即可达到控制要求。
27.在微处理器8的控制下,喂锡笔机构有三种出锡方式:
28.一、实现连续匀速自动出锡。通过显示屏8
‑
1及功能按键8
‑
2设置出锡速度,然后按下按钮7启动电机,喂锡笔机构便可按照设置的出锡速度匀速出锡,若需停止出锡则再次按下按钮7即可,该出锡方式适用于焊锡量大的焊接或大规模有规律的焊接。
29.二、实现间隔循环自动出锡。通过显示屏8
‑
1及功能按键8
‑
2设置出锡速度、出锡长度和出锡间隔时间,然后按下按钮7启动电机,喂锡笔机构便可按照设置的出锡速度、出锡长度及间隔时间循环出锡,若需停止出锡则再次按下按钮7即可,该出锡方式适用于熟练的手工操作者且焊点状况一致的情况。
30.三、实现手动按钮出锡。通过功能按键8
‑
2在显示屏8
‑
1上设置出锡速度和出锡长度,然后按下按钮7,喂锡笔机构便可按照设置的出锡速度和长度出锡,若需再次出锡则再次按下按钮7,该出锡方式适用于初学手工操作者或焊点状况不一致的情况。
31.综上所述,本实用新型可执行多种喂锡方式(如循环自动喂锡、匀速自动喂锡和手动按钮喂锡),体积小巧,焊接性能好(笔头纤细,可适用较高密度器件的焊接),可实现焊锡的工艺定量化操作,可根据特定的环境及需求程度选择不同的喂锡方式,使用灵活多变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1