一种全自动焊锡机的制作方法
1.本实用新型涉及自动化设备技术领域,尤其是指一种全自动焊锡机。
背景技术:
2.随着电子元件在生活中的广泛应用,人们对电子元件的需求越来越大,电子元件的产量越来越高,目前市面上的自动焊锡机对电子元件焊锡大部分采用入料轨道入料的方式,对需要焊锡的电子元件夹取后单个焊锡,单个电子元件焊锡的速度慢,夹取时容易对电子元件的外表面造成损坏;且市面上的供助焊剂机构均采用液位传感器或浮球来对罐内液体的高度进行判断,因为助焊剂液体粘稠的特性,使得液体黏粘在液位传感器上或者浮球黏粘在罐内表面上,不能准确的对罐内液面的高度进行灵敏准确的感应,容易造成助焊剂供给不足,使电子元件在焊锡过程中的产生损耗,且液位传感器的价格昂贵,容易失灵。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的在于提供一种全自动焊锡机。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种全自动焊锡机,其包括机台、设置于机台的助焊剂炉、位于助焊剂炉的一侧的焊锡炉、位于助焊剂炉的另一侧的定位台、活动设置于机台的多轴联动驱动装置、设置于机台并用于向助焊剂炉供应助焊剂的供助焊剂机构、设置于多轴联动驱动装置的输出端的机械手及设置于多轴联动驱动装置的输出端的抽风装置,所述抽风装置位于机械手的上方,所述多轴联动驱动装置用于驱动机械手在定位台、助焊剂炉和焊锡炉之间往复移动,所述定位台活动设置有治具。
6.进一步地,所述供助焊剂机构包括液面检测机构和供液机构,液面检测机构设置于多轴联动驱动装置,所述液面检测机构与供液机构电连接。
7.进一步地,所述供液机构设置有储液罐、第一泵体、原液罐、第二泵体、稀释液罐和第三泵体,所述储液罐设置有液体比重感应器,所述第一泵体用于将储液罐中的液体抽取到助焊剂炉内,所述第二泵体用于将原液罐中的原液抽取至储液罐,所述第三泵体用于将稀释液罐中的稀释液抽取至储液罐。
8.进一步地,原液罐设置有原液罐口,稀释液罐设置有稀释液罐口,储液罐设置有限位导流槽,限位导流槽通过管道与原液罐口或/和稀释液罐口接通,限位导流槽设置在储液罐上的位置高于原液罐口或/和稀释液罐口的高度。
9.进一步地,所述液体比重感应器设置有报警装置。
10.进一步地,所述储液罐的底部设置有排液口。
11.进一步地,机台设置有机座,机座设置有配重件。
12.进一步地,所述定位台的两端均设置有治具安放卡槽和治具感应器,治具设置有凹陷端和安装部,凹陷端设置在治具的两端。
13.进一步地,所述多轴联动驱动装置包括机械手移动装置、机械手旋转装置和机械
手升降装置,机械手升降装置设置在机械手移动装置的输出端,机械手旋转装置设置在机械手升降装置的输出端,机械手设置在机械手旋转装置的输出端,所述机械手移动装置装设于机台。
14.进一步地,所述机台设置有用于向焊锡炉补充焊锡料的补锡装置和锡渣收集箱,所述多轴联动驱动装置上设置刮锡刀升降装置,所述刮锡刀升降装置包括驱动气缸二、设置在驱动气缸二的输出端的刮锡刀和设置在驱动气缸二的输出端的刮锡刀固定板,所述驱动气缸二设置于多轴联动驱动装置,所述刮锡刀与刮锡刀固定板铰接,所述刮锡刀用于将锡渣从焊锡炉中刮到锡渣收集箱。
15.本实用新型的有益效果:本实用新型通过多轴联动驱动装置驱动机械手夹取治具对多个物料同时进行焊锡,机械手无需直接夹持物料,减少机械手夹持过程中对物料的损耗,提高物料的焊锡质量和效率;增设配重件,使焊锡过程更稳固;实现了对助焊剂炉自动供液,无需使用液位感应器或浮球,节约了生产成本,且能更加准确的检测罐内液体的高度。
附图说明
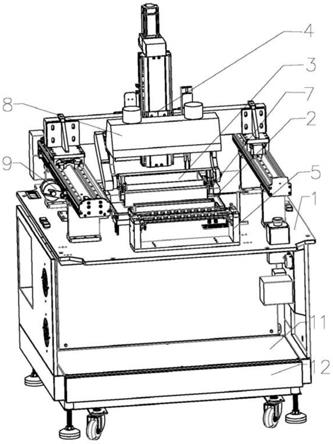
16.图1为本实用新型的立体结构示意图。
17.图2为本实用新型另一视角的立体结构示意图。
18.图3为本实用新型的定位台的立体结构示意图。
19.图4为本实用新型供助焊剂机构的立体结构示意图。
20.图5为本实用新型供助焊剂机构另一视角的立体结构示意图。
21.图6为本实用新型多轴联动驱动装置的立体结构示意图。
22.图7为本实用新型多轴联动驱动装置另一视角的立体结构示意图。
23.附图标记说明:
[0024]1‑
机台;11
‑
机座;2
‑
助焊剂炉;3
‑
焊锡炉;4
‑
多轴联动驱动装置;5
‑
定位台;6
‑
供助焊剂机构;7
‑
机械手;8
‑
抽风装置;9
‑
补锡装置;10
‑
锡渣收集箱; 51
‑
治具;61
‑
液面检测机构;62
‑
供液机构;63
‑
储液罐;64
‑
原液罐;65
‑
稀释液罐;第一泵体631;641
‑
第二泵体;651
‑
第三泵体;632
‑
液体比重传感器;642
‑ꢀ
原液罐口;652
‑
稀释液罐口;633
‑
限位导流槽;634
‑
排液口;12
‑
配重件;52
‑ꢀ
治具安放卡槽;53
‑
治具感应器;54
‑
凹陷端;55
‑
安装部;71
‑
卡槽;41
‑
机械手移动装置;42
‑
机械手旋转装置;43
‑
机械手升降装置;44
‑
刮锡刀升降装置;45
‑ꢀ
刮锡刀;46
‑
刮锡刀固定板。
具体实施方式
[0025]
为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
[0026]
如图1
‑
7所示,本实用新型提供的一种全自动焊锡机,其包括机台1、设置于机台1的助焊剂炉2、位于助焊剂炉2的一侧的焊锡炉3、位于助焊剂炉2的另一侧的定位台5、设置于机台1并用于向助焊剂炉2供应助焊剂的供助焊剂机构6、活动设置于机台1的多轴联动驱动装置4、设置于多轴联动驱动装置4的输出端的机械手7及设置于多轴联动驱动装置4的输出端的抽风装置8,所述抽风装置8位于机械手7的上方,所述多轴联动驱动装置4用于驱动
机械手7在定位台5、助焊剂炉2和焊锡炉3之间往复移动,所述定位台5活动设置有治具51。
[0027]
在实际操作过程中,首先将放置好物料的治具51安放在定位台5上后,多轴联动驱动装置4先驱动机械手7移动至定位台5的上方并夹取治具51,然后驱动机械手7带动治具51上的物料运动到助焊剂炉2处蘸取助焊剂后,再驱动机械手7带动治具51上的物料运动到焊锡炉3处完成焊锡,焊锡完毕后,多轴联动驱动装置4驱动机械手7回到定位台5处并将治具51放到定位台5上。本实用新型实现了对物料的自动焊锡,能将多个物料放置在治具51中,同时对多个物料进行焊锡操作,加快了焊锡效率,且焊锡时物料固定安装在治具51中,机械手7只需要对治具51进行夹取就可以对物料进行焊锡,机械手7直接夹持治具51焊锡,使得焊锡过程更加稳定不容易产生晃动,机械手7无需直接夹持物料,减少了机械手7夹持过程中对物料外部的损耗,提高了物料的焊锡质量;焊锡时,如果助焊剂炉2内的助焊剂不够时,可以通过供助焊剂机构6为助焊剂炉2内提供助焊剂,保证焊锡机的正常运行。抽风装置8固定设置在机械手7 的上方,多轴联动驱动装置4带动抽风装置8和机械手7同步运动,焊锡时抽风装置8就位于焊锡物料的上方,能及时将产生的气体抽走,抽风效果好,减少气体在空气中的扩散。
[0028]
进一步的技术方案,请参照图2
‑
5所示,供助焊剂机构6包括液面检测机构 61和供液机构62,所述液面检测机构61设置于多轴联动驱动装置4,所述液面检测机构61与供液机构62电连接,供液机构62设置于机台1。具体地,液面检测机构61包括装设于多轴联动驱动装置4的驱动气缸一和装设于驱动气缸一的活塞杆的检测探针。当多轴联动驱动装置4驱动液面检测机构61运动到助焊剂炉2上方时,液面检测机构61的驱动气缸一驱动检测探针向下运动到助焊剂炉2内液面处,检测探针检测到助焊剂炉2内的液体的高度后,驱动气缸一驱动检测探针复位,液面检测机构61将测得的数据传递到外部控制中心,外部控制中心收到数据后判断助焊剂炉2内的液面是否处于安全高度,当液面低于安全高度时,外部控制中心就控制供液机构62对助焊剂炉2供应助焊剂。
[0029]
进一步的技术方案,请参照图4
‑
5所示,供液机构62设置有储液罐63、第一泵体631、原液罐64、第二泵体641、稀释液罐65和第三泵体651,储液罐 63设置有液体比重感应器632,第一泵体631用于将储液罐63中的液体抽取到助焊剂炉2内,第二泵体641用于将原液罐64中的原液抽取至储液罐63,第三泵体651用于将稀释液罐65中的稀释液抽取至储液罐63。
[0030]
在机器运行过程中,液体比重感应器632检测到储液罐63内的液体比重后,将检测的数值传输到外部控制中心,外部控制中心判断数值是否在正常范围内,检测的液体比重数值在正常范围内时,如果外部控制中心再收到液面检测装置 61的助焊剂炉2液面较低的信号,外部控制中心就控制第一泵体631抽取储液罐63中的液体至助焊剂炉2内,供助焊剂机构6自动为助焊剂炉2供液。如果液体比重感应器632检测的数值比正常范围要低的话,外部控制中心就控制第二泵体641抽取原液罐64内的液体到储液罐63内,当数值回复到正常范围后,外部控制中心控制第二泵体641停止工作。反之,如果检测到的数值高于正常范围,外部控制中心控制第三泵体651抽取稀释液罐65内的液体到储液罐63内,当数值回复到正常范围后,外部控制中心控制第三泵体651停止工作。供助焊剂机构 6实现了对助焊剂炉2的自动供液,且能自动对储液罐63内的液体进行配比,保证储液罐63有足够的液体供给。
[0031]
进一步的技术方案,请参照图4
‑
5所示,原液罐64的顶部设置有原液罐口 642,稀
释液罐65的顶部设置有稀释液罐口652,储液罐63设置有限位导流槽 633,限位导流槽633通过管道与原液罐口642或/和稀释液罐口652接通,限位导流槽633设置在储液罐63上的位置高于原液罐口642或/和稀释液罐口652的高度。
[0032]
当液体比重感应器632检测的数值低于或高于正常范围时,外部控制中心会控制第二泵体641或第三泵体651持续抽取原液罐64或稀释液罐65内的液体到储液罐63中,然而持续抽取液体会使得储液罐63内的液面不断升高,当液面高度达到储液罐63的限位导流槽633的高度时,利用限位导流槽633与原液罐口 642或/和稀释液罐口652的高低位差,在重力的作用下,使得储液罐63内的液体通过与限位导流槽633连接的管道流回到原液罐64或稀释液罐65内,且限位导流槽633流回原液罐64或稀释液罐65的液体又可以被泵体重新抽取到储液罐 63内。现有技术采取在储液罐内加装液体传感器或浮球来感应液面位置,但是液位传感器价格高昂,且容易失灵,另外,由于罐内液体黏稠,浮球容易粘黏在储液罐63的内壁上,导致液位传感器或浮球很难准确的判断罐内液体的液面位置,本实用新型的储液罐63内无需加装液位传感器或浮球,通过限位导流槽633 对储液罐63内的液面高度进行限制,通过高低位差的设计来实现液体回流,解决了储液罐63内加装液面传感器价格高昂且测试不准的问题。
[0033]
进一步的技术方案,请参照图4
‑
5所示,液体比重感应器632设置有报警装置。
[0034]
当液体感应器632测试出的液体比重偏离正常范围时,外部控制中心控制第一泵体641抽取原液罐64内的液体或第二泵体651抽取稀释液罐65内的液体到储液罐63内,当第一泵体641或第二泵体651在工作时,液体感应器632测试出的数值在一段较短的时间内不发生变化,此时外部控制中心控制报警装置报警并控制第一泵体641或第二泵体651停止工作,此时生产人员收到报警信息后,会对原液罐64和稀释液罐65进行检查,看是否罐内液体已经用完,如用完则另行添加。使用液体比重感应器632加装报警装置以及设置限位导流槽633,使得本实用新型可以避免液面感应器的使用,解决了液面感应器感应不准和价格高昂的问题。
[0035]
进一步的技术方案,请参照图4
‑
5所示,储液罐63设置有排液口634,排液口634设置在储液罐63的底部。在需要对储液罐63进行清洗的时候,将设置在储液罐63的底部的排液口634打开,将液体从底部的排液口634排出,使得清洗过程更加方便。
[0036]
进一步的技术方案,请参照图1所示,机台1设置有机座11,机座11设置有配重件12。通过在机座11增设配重件12的方式增加整机的重量,减少焊锡过程中机器的晃动,增加机器使用时的稳定性;配重件可选择沙石等。
[0037]
进一步的技术方案,请参照图2所示,所述定位台5的两端均设置有治具安放卡槽52和治具感应器53,治具51的两端均设置有凹陷端54和安装部55。机械手7上设置有与治具51上的凹陷端54相匹配的卡槽71。
[0038]
操作时,人工将需要焊锡的物料放置在治具51中的安装部55后,再将治具 51的凹陷端54放置在治具安放卡槽52内,治具感应器53感应到放在上方的治具51后,通过外部控制中心控制多轴联动驱动装置4开始对治具51进行抓取,多轴联动驱动装置4驱动机械手7在定位台5处夹取治具51,卡槽71卡住凹陷端54后将治具51夹起。机械手7直接对治具51进行夹取,夹持更加稳固,且避免了机械手7直接夹取物料时,对物料外部造成损耗的问题。
[0039]
进一步的技术方案,请参照图6
‑
7所示,多轴联动驱动装置4包括机械手移动装置
41、机械手旋转装置42和机械手升降装置43。所述机械手移动装置41 装设于机台1,机械手升降装置43设置于机械手移动装置41的输出端,机械手旋转装置42设置于机械手升降装置43的输出端,机械手7设置在机械手旋转装置42的输出端。
[0040]
进一步的技术方案,请参照图1
‑
7所示,所述机台1设置有用于向焊锡炉3 补充焊锡料的补锡装置9和锡渣收集箱10,所述多轴联动驱动装置4上设置刮锡刀升降装置44,所述刮锡刀升降装置44包括驱动气缸二、设置在驱动气缸二的输出端的刮锡刀45和设置在驱动气缸二的输出端的刮锡刀固定板46,所述驱动气缸二设置于多轴联动驱动装置4,所述刮锡刀45与刮锡刀固定板46铰接,所述刮锡刀45用于将锡渣从焊锡炉3中刮到锡渣收集箱10。
[0041]
综上所述,本实用新型的工作流程为:首先人工将需焊锡物料的治具51放置在定位台5上,治具感应器53感应到放在上方的治具51后,通过外部控制中心控制机械手移动装置41带动机械手7、机械手旋转装置42和机械手升降装置 43向定位台5移动,当机械手7运动到定位台5上方时,机械手升降装置43带动机械手旋转装置42和位于机械手旋转装置42输出端的机械手7向下移动到适合夹取治具51的高度,机械手7对治具51进行夹取后,机械手升降装置43带动机械手7上升;再由机械手移动装置41带动机械手7向助焊剂炉3移动,当多轴联动驱动装置4上的液面检测机构61位于助焊剂炉2的上方时,机械手移动装置41停止运动,液面检测机构61的驱动气缸一驱动检测探针下降到助焊剂炉2的液面,检测完毕后,检测探针复位,检测结果传输到外部控制中心,如检测出的液面高度低于安全值时,控制中心控制供液机构62对助焊剂炉2补充助焊剂。补充完毕后,机械手移动装置41带动机械手7运动到助焊剂炉2的上方,机械手旋转装置42带动机械手7进行旋转,使得治具51上物料的一侧引脚朝向助焊剂炉2,机械手升降装置43带动机械手7下降,使得治具51的物料到助焊剂炉2内沾取助焊剂,沾取助焊剂后,机械手升降装置43带动机械手7上升,此时刮锡刀45此时正位于焊锡炉3靠近助焊剂炉2一侧的上方,刮锡刀升降装置44采用驱动气缸二带动刮锡刀45下降,当刮锡刀45下降到焊锡炉3的刮锡位置时停止下降,此时,机械手移动装置41带动机械手7和刮锡刀升降装置44 向焊锡炉3移动,机械手移动装置41带动刮锡刀45将锡渣从焊锡炉3中刮除到锡渣收集箱10中;由于刮锡刀45与刮锡刀固定板46铰接,所以当刮锡刀45 移动触碰到焊锡炉3的另一侧时,不会与焊锡炉3产生硬性碰撞,对焊锡炉3 和刮锡刀45产生损耗。当刮锡完毕后,刮锡刀升降装置44带动刮锡刀45复位。机械手移动装置41继续带动机械手7向焊锡炉2方向移动时,当液面检测机构 61位于焊锡炉2的上方时,机械手移动装置41停止运动,液面检测机构61的驱动气缸一驱动检测探针下降到焊锡炉3的液面进行检测,检测完毕后,检测探针复位,检测结果传到外部控制中心,如检测出的液面高度低于安全值时,控制中心控制补锡装置9会对焊锡炉3进行补锡;补锡完毕后,机械手移动装置41 带动机械手7来到焊锡炉3的上方,机械手升降装置43带动机械手7下降,下降到物料的引脚与焊锡液接触时停止移动,对物料一侧引脚进行焊锡。对物料单侧引脚焊锡结束后,机械手升降装置43带动机械手7上升,随后机械手移动装置41带动机械手7回到助焊剂炉2上方,此时机械手旋转装置42带动机械手7 进行反向旋转,同时带动机械手7夹住的治具51反向旋转,使物料另一侧未焊锡的引脚朝向助焊剂炉2,然后执行前述动作,完成对物料另一侧引脚的焊锡之后,机械手移动装置41带动运动机械手7回到定位台5上方,机械手升降装置 43带动机械手7下降,机械手7将治具51放到定位台5上,物料焊锡完成,人工将物料焊锡完成后的治具51取下,焊锡结束。
[0042]
本实施例中的所有技术特征均可根据实际需要而进行自由组合。
[0043]
上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1