一种碟刹壳体攻丝打眼装置的制作方法
1.本实用新型涉及机械制造技术领域,尤其涉及一种碟刹壳体攻丝打眼装置。
背景技术:
2.现有技术在碟刹壳体上打眼攻丝,需要多个人工操作机器,分别去完成打眼和攻丝的工序,不仅操作繁琐,而且工作效率低,因此设计一种装置能全自动打眼和攻丝,在生产中有重要的意义。
技术实现要素:
3.针对上述现有技术的现状,本实用新型提供一种能全自动打眼和攻丝的装置。
4.本实用新型解决上述技术问题所采用的技术方案为:
5.一种碟刹壳体攻丝打眼装置,包括支架,所述支架上固定安装有垫板,所述垫板上设置有旋转盘,所述旋转盘与步进电机连接,所述步进电机与控制系统连接,所述旋转盘上均匀分布安装有装配模具,所述旋转盘外侧分布有用于碟刹壳体上料的第一工位,用于碟刹壳体侧部打通孔的第二工位,用于碟刹壳体侧部打沉孔和上部攻丝的第三工位,用于碟刹壳体上部打通孔的第四工位,用于碟刹壳体侧部攻丝的第五工位,用于碟刹壳体下料的第六工位,所述装配模具上的碟刹壳体在所述旋转盘带动下依次通过所述第一工位、第二工位、第三工位、第四工位、第五工位、第六工位,所述第一工位和第六工位都包括有夹取机构,所述第二工位、第三工位、第四工位和第五工位都包括有固定机构和打孔机器,所述第三工位和第五工位都包括有攻丝机器,六个工位上的机构和机器均与控制系统连接。
6.通过采用上述技术方案,支架上固定安装有垫板,垫板上安装有步进电机控制旋转的旋转盘,旋转盘上均匀分布安装有装配模具,第一工位的夹取机构将碟刹壳体放置到装配模具上,旋转盘带动碟刹壳体到第二工位,打孔机器给碟刹壳体打孔,旋转盘带动碟刹壳体到第三工位,打孔机器给碟刹壳体打沉孔,攻丝机器给碟刹壳体攻丝,旋转盘带动碟刹壳体到第四工位,打孔机器给碟刹壳体打孔,旋转盘带动碟刹壳体到第五工位,攻丝机器给碟刹壳体攻丝,旋转盘带动碟刹壳体到第六工位,夹取机构夹取装配模具上已加工的碟刹壳体,设备运行时通过控制系统自动工作,从而实现在碟刹壳体上自动打眼和攻丝的功能。
7.优选的,所述第一工位包括有夹取机构和振动送料盘,所述振动送料盘通过送料轨道与夹取机构连接,所述夹取机构用于夹取和移动碟刹壳体,所述振动送料盘用于供给定向碟刹壳体,所述夹取机构包括夹头,所述夹头与第一气缸连接,所述第一气缸固定在气缸座上,所述气缸座与第二气缸连接,所述第二气缸固定在夹取架上,所述夹取架固定在所述垫板上。
8.通过采用上述技术方案,振动送料盘将定向碟刹壳体通过送料轨道送入夹取机构,夹取机构上的夹头在第一气缸带动下,夹住碟刹壳体,并在第二气缸带动下,移动至对应装配模具上,从而实现定向碟刹壳体自动上料的功能。
9.优选的,所述第二工位包括有固定机构和侧打眼机器,固定机构用于压住对应装
配模具上的碟刹壳体,固定机构包括压板,所述压板在对应装配模具上方,所述压板与下压气缸连接,所述下压气缸固定在所述垫板上,所述下压气缸在所述旋转盘下方,所述侧打眼机器在对应装配模具外侧,所述侧打眼机器的打眼头与碟刹壳体的侧眼位相对应,所述侧打眼机器固定在所述垫板上。
10.通过采用上述技术方案,固定机构上的压板在下压气缸带动下,压住碟刹壳体,使侧打眼机器的打眼头在碟刹壳体的侧眼位打通孔,从而实现碟刹壳体侧部打孔的功能。
11.优选的,所述第三工位包括有固定机构、侧打沉孔机器和上攻丝机器,固定机构将对应装配模具上的碟刹壳体压住,所述侧打沉孔机器在对应装配模具外侧,所述侧打沉孔机器的沉孔头与碟刹壳体的侧眼位相对应,所述侧打沉孔机器固定在所述垫板上,所述上攻丝机器的攻丝头在对应装配模具上方,所述上攻丝机器的攻丝头与碟刹壳体的第一上眼位相对应,所述上攻丝机器固定在所述垫板上。
12.通过采用上述技术方案,固定机构上的压板在下压气缸带动下,压住碟刹壳体,使侧打沉孔机器的沉孔头在碟刹壳体的侧眼位打沉孔,使上攻丝机器的攻丝头在碟刹壳体的第一上眼位攻丝,从而实现碟刹壳体侧部打沉孔和上部攻丝的功能。
13.优选的,所述第四工位包括有固定机构和上打眼机器,固定机构将对应装配模具上的碟刹壳体压住,所述上打眼机器的打眼头在对应装配模具上方,所述上打眼机器的打眼头与碟刹壳体(13)的第二上眼位相对应,所述上打眼机器固定在所述垫板上。
14.通过采用上述技术方案,固定机构上的压板在下压气缸带动下,压住碟刹壳体,使上打眼机器的打眼头在碟刹壳体的第二上眼位打孔,从而实现碟刹壳体上部打孔的功能。
15.优选的,所述第五工位包括有固定机构和侧攻丝机器,固定机构将对应装配模具上的碟刹壳体压住,所述侧攻丝机器在对应装配模具外侧,所述侧攻丝机器的攻丝头与碟刹壳体的侧眼位相对应,所述侧攻丝机器固定在所述垫板上。
16.通过采用上述技术方案,固定机构上的压板在下压气缸带动下,压住碟刹壳体,使侧攻丝机器的攻丝头在碟刹壳体的侧眼位攻丝,从而实现碟刹壳体侧部攻丝的功能。
17.优选的,所述第六工位包括有夹取机构和下料轨道,夹取机构将配模具上的碟刹壳体夹取并移动至所述下料轨道上方,所述下料轨道在夹取机构的夹头下方,所述下料轨道固定在所述垫板上。
18.通过采用上述技术方案,夹取机构上的夹头在第一气缸带动下,夹住碟刹壳体,并在第二气缸带动下,将装配模具上已加工的碟刹壳体移动至下料轨道上方,夹头张开,碟刹壳体沿下料轨道落入收料框内,从而实现自动收料的功能。
19.与现有技术相比,本实用新型的优点在于:
20.一种碟刹壳体攻丝打眼装置,能实现在碟刹壳体上自动打眼和攻丝的功能,碟刹壳体放置在装配模具上,装配模具均匀分布在旋转盘上,旋转盘在步进电机带动下旋转,固定机构将碟刹壳体压住,打孔机器和攻丝机器在控制系统控制下自动打眼和攻丝,设备还能自动上料和下料,设备工作效率高,操作简单,使生产成本有效降低。
附图说明
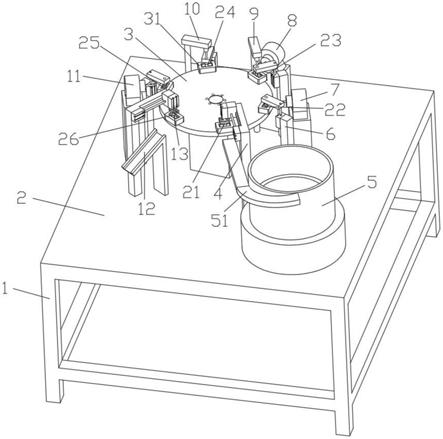
21.图1为本实用新型结构示意图;
22.图2为夹取机构结构示意图;
23.图3为固定机构结构示意图;
24.图4为碟刹壳体结构示意图;
25.图中,1、支架;2、垫板;3、旋转盘;31、装配模具;4、夹取机构;41、夹头;42、第一气缸;43、气缸座;44、第二气缸;45、夹取架;5、振动送料盘;51、送料轨道;6、固定机构;61、压板;62、下压气缸;7、侧打眼机器;8、侧打沉孔机器;9、上攻丝机器;10、上打眼机器;11、侧攻丝机器;12、下料轨道;13、碟刹壳体;131、侧眼位;132、第一上眼位;133、第二上眼位;21、第一工位;22、第二工位;23、第三工位;24、第四工位;25、第五工位;26、第六工位。
具体实施方式
26.一种碟刹壳体攻丝打眼装置,能实现在碟刹壳体13上自动打眼和攻丝的功能,包括支架1,在支架1上固定安装垫板2,在垫板2上设置旋转盘3,旋转盘3与步进电机连接,步进电机与控制系统连接,在旋转盘3上均匀分布安装装配模具31,为了实现碟刹壳体13自动上料功能,在第一工位21设置夹取机构4和振动送料盘5,振动送料盘5通过送料轨道51与夹取机构4连接,夹取机构4包括夹头41,夹头41与第一气缸42连接,第一气缸42固定在气缸座43上,气缸座43与第二气缸44连接,第二气缸44固定在夹取架45上,夹取架45固定在垫板2上,为了实现碟刹壳体13侧部打孔的功能,在第二工位22设置固定机构6和侧打眼机器7,固定机构6包括压板61,压板61在对应装配模具31上方,压板61与下压气缸62连接,下压气缸62固定在垫板2上,下压气缸62在旋转盘3下方,侧打眼机器7在对应装配模具31外侧,侧打眼机器7的打眼头与碟刹壳体13的侧眼位131相对应,侧打眼机器7固定在垫板2上,为了实现碟刹壳体13侧部打沉孔和上部攻丝的功能,在第三工位23设置固定机构6、侧打沉孔机器8和上攻丝机器9,侧打沉孔机器8在对应装配模具31外侧,侧打沉孔机器8的沉孔头与碟刹壳体13的侧眼位131相对应,侧打沉孔机器8固定在垫板2上,上攻丝机器9的攻丝头在对应装配模具31上方,上攻丝机器9的攻丝头与碟刹壳体13的第一上眼位132相对应,上攻丝机器9固定在垫板2上,为了实现碟刹壳体13上部打孔的功能,在第四工位24设置固定机构6和上打眼机器10,上打眼机器10的打眼头在对应装配模具31上方,上打眼机器10的打眼头与碟刹壳体13的第二上眼位133相对应,上打眼机器10固定在垫板2上,为实现碟刹壳体13侧部攻丝的功能,在第五工位25设置固定机构6和侧攻丝机器11,侧攻丝机器11在对应装配模具31外侧,侧攻丝机器11的攻丝头与碟刹壳体13的侧眼位131相对应,侧攻丝机器11固定在垫板2上,为实现碟刹壳体13自动收料的功能,在第六工位26设置夹取机构4和下料轨道12,下料轨道12在夹取机构4的夹头41下方,下料轨道12固定在垫板2上,装配模具31上的碟刹壳体13在旋转盘3带动下依次通过第一工位21、第二工位22、第三工位23、第四工位24、第五工位25、第六工位26,六个工位上的机构和机器均与控制系统连接。
27.使用时,在第一工位21的振动送料盘5内加入若干碟刹壳体13,然后启动设备,振动送料盘5振动筛选出定向的碟刹壳体13,通过送料轨道51送入夹取机构4,夹取机构4上的夹取头在第一气缸42带动下,将碟刹壳体13夹住,并在第二气缸44带动下,移动至对应装配模具31上,步进电机带动旋转盘3旋转,旋转盘3带动装配模具31上的碟刹壳体13旋转至第二工位22,固定机构6上的压板61在下压气缸62带动下,将碟刹壳体13压住,然后侧打眼机器7的打眼头在碟刹壳体13的侧眼位131打通孔,旋转盘3带动装配模具31上的碟刹壳体13旋转至第三工位23,固定机构6上的压板61在下压气缸62带动下,将碟刹壳体13压住,然后
侧打沉孔机器8的沉孔头在碟刹壳体13的侧眼位131打沉孔,上攻丝机器9的攻丝头在碟刹壳体13的第一上眼位132攻丝,旋转盘3带动装配模具31上的碟刹壳体13旋转至第四工位24,固定机构6上的压板61在下压气缸62带动下,将碟刹壳体13压住,然后上打眼机器10的打眼头在碟刹壳体13的第二上眼位133打孔,旋转盘3带动装配模具31上的碟刹壳体13旋转至第五工位25,固定机构6上的压板61在下压气缸62带动下,将碟刹壳体13压住,然后侧攻丝机器11的攻丝头在碟刹壳体13的侧眼位131攻丝,旋转盘3带动装配模具31上的碟刹壳体13旋转至第六工位26,夹取机构4上的夹头41在第一气缸42带动下,将已加工的碟刹壳体13夹住,并在第二气缸44带动下,碟刹壳体13移动至下料轨道12上方,夹头41张开,碟刹壳体13落入下料轨道12,然后沿下料轨道12落入收料框内。
28.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1