一种用于涡旋压缩机的分屑槽波纹铣刀的制作方法
1.本实用新型涉及压缩机铣削加工技术领域,尤其涉及一种用于涡旋压缩机的分屑槽波纹铣刀。
背景技术:
2.涡旋压缩机是一种容积式压缩的压缩机,压缩部件由动涡旋盘和静涡旋组成。具有低温性能超卓、高效节能、外型美观、运行平稳和低噪声等优良特点。涡旋压缩机的独特设计,使其成为当今世界节能压缩机,因此市场需求极大。
3.目前涡旋压缩机动静涡盘开粗加工,受限于铸件毛胚余量的不稳定性,只能选择分层下刀或者大切深小切宽加工模式,加工效率低。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.为了解决现有技术存在的缺陷,本实用新型提供了一种用于涡旋压缩机的分屑槽波纹铣刀。
6.本实用新型提供的技术文案:一种用于涡旋压缩机的分屑槽波纹铣刀,所述分屑槽波纹铣刀为整体式刀具,它是由刀柄和刀头两部分组成,所述刀头是由四个铣削刀刃部分组成,每个所述铣削刀刃部分包括四个刀面、一个铲背面和一个铣削刃组成,四个所述铣削刀刃部分的螺旋角分别为35.5度、36.5度、37.5度和38.5度。
7.优选地,四个所述刀面包括周刃前刀面、周刃后刀面、端齿一后刀面和端齿二后刀面。
8.优选地,每个所述周刃前刀面的表面上均匀开设有多个分屑槽。
9.优选地,所述刀头的直径为10mm,刀头长度为30mm,所述刀柄的直径为10mm,长度为70mm。
10.优选地,每个所述铣削刀刃部分的铲背面和每个相邻的铣削刀刃部分的前刀面之间形成螺旋排屑槽。
11.优选地,四个所述铣削刀刃部分包括四个端齿一刀面,每两个相对的端齿一刀面为一组,其中一组端齿一刀面的长度大于另一组端齿一刀面的长度。
12.相对于现有技术地有益效果,本实用新型的底刃呈圆弧结构,提高了刀尖稳定性,能够在最高的螺旋坡铣角度下实现轻快切削;底面不等分的端齿刀面结构及每条周刃呈不同螺旋角度,实现了减震及进给速度的提升;本实用新型的周刃后刀面上开若干个分屑槽,降低了切削阻力,断屑更为容易,排屑更加顺畅;本实用新型实用性高,可实现高速螺旋坡走下刀,一次螺旋到底,不抬刀,提高了工作效率,具有良好的市场应用价值。
附图说明
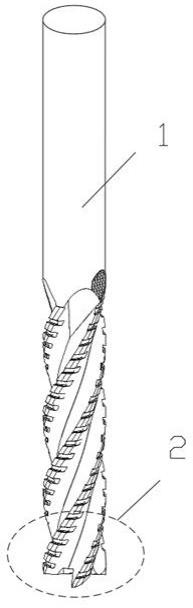
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型的刀头放大结构示意图;
15.图例所示:1、刀柄;2、刀头;21、前刀面;22、周刃后刀面;23、分屑槽;24、铲背面;25、端齿一刀面;26、端齿二刀面。
具体实施方式
16.为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
17.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“固定”、“一体成型”、“左”、“右”以及类似的表述只是为了说明的目的,在图中,结构相似的单元是用以相同标号标示。
18.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本说明书中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本实用新型。
19.下面结合附图对本实用新型作详细说明。
20.如图1和图2所示,一种用于涡旋压缩机的分屑槽23波纹铣刀,所述分屑槽23波纹铣刀为整体式刀具,它是由刀柄1和刀头2两部分组成,所述刀头2是由四个铣削刀刃部分组成,每个所述铣削刀刃部分包括四个刀面、一个铲背面24和一个铣削刃组成,四个所述铣削刀刃部分的螺旋角分别为35.5度、36.5度、37.5度和38.5度。
21.优选地,四个所述刀面包括周刃前刀面21、周刃后刀面、端齿一后刀面和端齿二后刀面。
22.优选地,每个所述周刃前刀面21的表面上均匀开设有多个分屑槽23。
23.优选地,所述刀头2的直径为10mm,刀头2长度为30mm,所述刀柄1的直径为10mm,长度为70mm。
24.优选地,每个所述铣削刀刃部分的铲背面24和每个相邻的铣削刀刃部分的前刀面21之间形成螺旋排屑槽。
25.优选地,四个所述铣削刀刃部分包括四个端齿一刀面25,每两个相对的端齿一刀面25为一组,其中一组端齿一刀面25的长度大于另一组端齿一刀面25的长度。
26.有益效果:本实用新型的底刃呈圆弧结构,提高了刀尖稳定性,能够在最高的螺旋坡铣角度下实现轻快切削;底面不等分的端齿刀面结构及每条周刃呈不同螺旋角度,实现了减震及进给速度的提升;本实用新型的周刃后刀面上开若干个分屑槽,降低了切削阻力,断屑更为容易,排屑更加顺畅;本实用新型实用性高,可实现高速螺旋坡走下刀,一次螺旋到底,不抬刀,提高了工作效率,具有良好的市场应用价值。
27.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本实用新型说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1