一种变径管端造型装置的制作方法
1.本实用新型涉及汽车管路零部件产品加工技术领域,具体为一种变径管端造型装置。
背景技术:
2.汽车动力总成管类水管类零件两端端部造型对密封及公差等要求较高,其中变径类管件要求更高,对制作工艺效率低下,需要重复装夹定位,因此在零部件加工时尽量一次装夹加工成型,保证零件加工的一致性,从而保证公差以及定位的要求。
3.目前变径管成型大部分是通过两次装夹成型,才能完成端部造型,这样会造成因定位不准或模具有碎屑残留导致密封区域有凹坑的情况,从而影响密封要求,同时这种加工工艺效率较低。
技术实现要素:
4.本实用新型的目的在于提供一种变径管端造型装置,通过一次装夹,前后不同管径的管子可同时进行端部造型,减少了工序及定位,提高了产品的一致性,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种变径管端造型装置,包括冲头机构和夹紧机构,所述冲头机构包括冲头和冲头座,所述冲头座的端部开有与冲头配合的固定槽,所述夹紧机构包括互相配合的上夹紧机构和下夹紧机构。
6.优选的,所述上夹紧机构包括若干导孔、上夹紧块、上模芯、上滑臂、上副夹紧块和若干与上滑臂配合的上挡块,所述导孔开设于上夹紧块的一侧,所述上夹紧块的底部开设有安装槽一,所述上模芯通过紧固件安装在安装槽一内部,所述上挡块安装在上夹紧块的一端,所述上滑臂的底部开设有副安装槽一,所述上副夹紧块固定安装在副压紧槽内部;
7.优选的,所述下夹紧装置包括若干与导孔配合的导柱、下夹紧块、与上模芯配合的下模芯、下滑臂、下副夹紧块和若干与下滑臂配合的下挡块,所述下夹紧块的底部开设有安装槽二,所述下模芯安装在安装槽二内部,所述下挡块安装在下夹紧块的一端,所述下滑臂的底部开设有副安装槽二,所述下副夹紧块通过紧固件安装在安装槽二内部;
8.优选的,所述上滑臂和下滑臂上分别开设有固定卡槽。
9.优选的,所述上挡块和下挡块的中部均开设有连接孔。
10.优选的,所述导孔的数量不少于2个,所述上挡块和下挡块的数量分别为2个。
11.优选的,所述上副夹紧块和下副夹紧块分别通过螺栓安装在副安装槽一和副安装槽二内部
12.优选的,与现有技术相比,本实用新型的有益效果是:
13.1、本实用新型设置有上夹紧块和下夹紧块,通过上夹紧块和下夹紧块对管件加紧,将小半径的冲头插入到冲头座内,通过小半径的冲头对管件的小半径部位进行造型;
14.2、本实用新型同时设置有上副夹紧块和下副夹紧块,在小管径部分造型完成后,
通过上副夹紧块和下副夹紧块将管件包住,通过大半径的冲头对管件的大管径部分进行头部造型,不必进行重复装夹,管径同轴度得到了很好的保。
附图说明
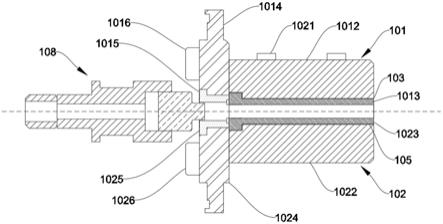
15.图1为本实用新型一种变径管端造型装置整体结构剖视图;
16.图2为本实用新型夹紧机构侧视图;
17.图3为本实用新型夹紧机构俯视图;
18.图4为本实用新型上夹紧机构结构示意图。
19.图中:100、夹紧机构;101、上夹紧机构;1011、导孔;1012、上夹紧块;1013、上模芯;1014、上滑臂;1015、上副夹紧块;1016、上挡块;102、下夹紧机构;1021、导柱;1022、下夹紧块;1023、下模芯;1024、下滑臂; 1025、下副夹紧块;1026、下挡块;103、安装槽一;104、副安装槽一;105、安装槽二;106、副安装槽二;107、固定卡槽;108、冲头机构。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
22.请参阅图1
‑
4,本实用新型提供一种技术方案:一种变径管端造型装置,包括冲头机构108和夹紧机构100,冲头机构108包括冲头和冲头座,冲头座的端部开有与冲头配合的固定槽,夹紧机构100包括互相配合的上夹紧机构 101和下夹紧机构102。
23.上夹紧机构101包括2个导孔1011、上夹紧块1012、上模芯1013、上滑臂1014、上副夹紧块1015和若干与上滑臂1014配合的上挡块1016,导孔1011 开设于上夹紧块1012的一侧,上夹紧块1012的底部开设有安装槽一103,上模芯1013通过紧固件安装在安装槽一103内部,上挡块1016安装在上夹紧块1012的一端,上滑臂1014的底部开设有副安装槽一104,上副夹紧块1015 固定安装在副安装槽一104内部;
24.下夹紧机构102包括2个与导孔1011配合的导柱1021、下夹紧块1022、与上模芯1013配合的下模芯1023、下滑臂1024、下副夹紧块1025和若干与下滑臂1024配合的下挡块1026,下夹紧块1022的底部开设有安装槽二105,下模芯1023安装在安装槽二105内部,下挡块1026安装在下夹紧块1022的一端,下滑臂1024的底部开设有副安装槽二106,下副夹紧块1025通过紧固件安装在副安装槽二106内部;
25.上滑臂1014和下滑臂1024上分别开设有固定卡槽107。
26.上挡块1016和下挡块1026的中部均开设有连接孔。
27.导孔1011的数量不少于2个,上挡块1016和下挡块1026的数量分别为 2个。
28.上副夹紧块1015和下副夹紧块1025分别通过螺栓安装在副安装槽一104 和副安装槽二106内部。
29.工作原理:使用时,工作人员将需要造型的管件放置在上模芯1013和下模芯1023之间,将下夹紧块1022上的导杆插入到导孔1011内,将管件夹紧,通过小半径的冲头对管件小管径部分进行头部的造型,造型完成后,退出小半径的冲头,移动上滑臂1014和下滑臂1024,通过上滑臂1014和下滑臂1024 分别带动上副夹紧块1015和下副夹紧块1025将管件的大管径部分夹紧,然后换入大半径的冲头对管件的大管径部分进行头部造型,完成后将大半径的冲头退出;通过该装置不需要对管件进行重复夹装定位,节少了加工工序,从而节约了生产时间,提高了生产效率,同时保证了管径的同轴度,实现了高精度的要求,使产品的一致性得到了保证,减少了报废,降低了成本。
30.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1