一种分区域式激光切割装置的制作方法
1.本实用新型涉及印刷技术领域,特别是一种分区域式激光切割装置。
背景技术:
2.激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备。
3.现有的激光切割设备在工作时,大多是将工件平放在激光切割机上,对不同尺寸规格的工件,容易出现切割偏差,在大批量的工件需要切割加工时,调整工件的放置位置需要花费大量的时间,效率非常低,且激光切割作业过程中,由于聚焦镜的使用寿命有限,一般聚焦镜的使用寿命为2500小时左右,常常需要更换切割头上的聚焦镜,日前的激光切割头更换聚焦镜普遍采用手动方式拆卸卸载镜腔更换,非常繁琐,而且在切割现场不具有备用聚焦镜的时候由于不能及时更换而影响切割工作的进行。
技术实现要素:
4.本实用新型目的在于提供一种分区域式激光切割装置,以解决现有激光切割机切割时容易出现偏差的问题。
5.本实用新型的目的通过以下技术方案来实现:一种分区域式激光切割装置,包括激光切割机的本体,所述本体的切割区域包括精切区和粗切区,所述精切区的切割区域内设置有方形槽,所述方形槽的槽口上成对设置有底座,同一对所述底座分别设置在所述方形槽的两相对边上,所述底座上设置有一对支撑块,一对所述支撑块之间铰接有l型的夹臂,所述夹臂的弯折处与所述支撑块铰接,所述底座上还一体成型有有调节块,所述调节块与所述支撑块相互远离,所述调节块上开设有第一螺纹通孔,所述第一螺纹通孔内拧有第一螺栓,所述第一螺栓远离其头部的一端与所述夹臂铰接。
6.优选地,所述方形槽的槽口端开设有两条楔形槽,所述底座的底面中心处设置有楔形块,所述底座通过所述楔形块滑动安装在所述楔形槽内,所述底座的中心处开设有第二螺纹通孔,所述第二螺纹通孔内拧有第二螺栓,所述第二螺栓的丝杆抵紧在所述楔形槽的槽底。
7.优选地,所述本体的切割头上开设有通槽,所述通槽与所述本体的切割头的光通道呈十字相交,所述通槽内插入有镜座,所述镜座为一对且相互铰接,所述本体的切割头上还设置有一对塑料卡扣,一对所述塑料卡扣分别位于所述通槽的两端且远离所述通槽的槽口,位于所述通槽外的所述镜座通过所述塑料卡扣安装在所述本体的切割头上。
8.优选地,所述镜座上设置有保护聚焦镜的保护盖。
9.优选地,所述通槽的槽口内还设置有弹性橡胶圈,所述弹性橡胶圈填充所述通槽与所述镜座之间的间隙。
10.优选地,所述夹臂的另一端设置有橡胶夹块,所述橡胶夹块与所述夹臂呈z型。
11.本实用新型具有以下优点:
12.1、通过拧动第一螺栓令夹臂将工件牢固夹持,避免在切割时工件发生移动,影响激光切割的精度。
13.2、拧松第二螺栓可调节楔形块在楔形槽内的位置,以适应不同尺寸的工件的夹持需求,当调至夹持位置后,拧紧第二螺栓将楔形块顶起并卡在楔形槽内,从而将底座的位置固定,避免底座工作过程中出现松动,影响精密切割。
附图说明
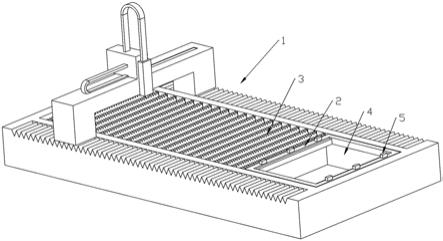
14.图1 为本实用新型的结构示意图;
15.图2 为精切区的结构示意图;
16.图3 为镜座的安装结构示意图;
17.图中,1
‑
本体,2
‑
精切区,3
‑
粗切区,4
‑
方形槽,5
‑
底座,6
‑
支撑块,7
‑
调节块,8
‑
第一螺栓,9
‑
楔形槽,10
‑
楔形块,11
‑
第二螺栓,12
‑
通槽,13
‑
镜座,14
‑
塑料卡扣,15
‑
弹性橡胶圈,16
‑
夹臂,17
‑
橡胶夹块。
具体实施方式
18.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。通常在此处附图中描述和示出的本实用新型实施方式的组件可以以各种不同的配置来布置和设计。
19.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
20.需要说明的是,在不冲突的情况下,本实用新型中的实施方式及实施方式中的特征可以相互组合。
21.如图1
‑
3所示,一种分区域式激光切割装置,包括激光切割机的本体1(采用市购产品故不在此详叙其结构及工作原理),本体1的切割区域包括精切区2和粗切区3(即在市购产品的机床切割区设置一块精切区2,原有切割区域不做任何改进),且在本体1上设置有ccd视觉定位系统(采用市购产品,其工作原理及安装结构不在此详述),全景ccd视觉系统,可监控整个焊接过程,支持三色光源自动调节,能够满足各种类型pcb板焊接,激光光斑大小可自动调节,能够覆盖各种元器件,自动mark点定位,能够自动校正夹具带来的偏差,0~ 180度智能送锡系统,配合旋转焊接平台真正实现无死角焊接,支撑平台可以自动倾斜,适用不同角度的产品焊接,具备智能整锡功能,减少人工介入时间,支持氮气焊接,减少焊点出现的氧化情况,机器软件具有自检功能,可支持远程网络升级,封闭激光防辐射设计工作台,配置安全保护光栅,对操作者的安更有保障,支持在线焊接模式及mes系统对接,精切区2的切割区域内设置有方形槽4,方形槽4的槽口上成对设置有底座5,同一对底座5分别设置在方形槽4的两相对边上,底座5上设置有一对支撑块6,一对支撑块6之间铰接有l型的夹臂16,夹臂16的弯折处与支撑块6铰接,底座5上还一体成型有有调节块7,调节块7与支撑块6
相互远离,调节块7上开设有第一螺纹通孔,第一螺纹通孔内拧有第一螺栓8,第一螺栓8远离其头部的一端与夹臂16铰接,通过拧动第一螺栓8令夹臂16将工件牢固夹持,避免在切割时工件发生移动,影响激光切割的精度。
22.在本实施例中,如图1
‑
3所示,方形槽4的槽口端开设有两条楔形槽9,底座5的底面中心处设置有楔形块10,底座5通过楔形块10滑动安装在楔形槽9内,底座5的中心处开设有第二螺纹通孔,第二螺纹通孔内拧有第二螺栓11,第二螺栓11的丝杆抵紧在楔形槽9的槽底,拧松第二螺栓11可调节楔形块10在楔形槽9内的位置,以适应不同尺寸的工件的夹持需求,当调至夹持位置后,拧紧第二螺栓11将楔形块10顶起并卡在楔形槽9内,从而将底座5的位置固定,避免底座5工作过程中出现松动,影响精密切割。
23.在本实施例中,如图1
‑
3所示,本体1的切割头上开设有通槽12,通槽12与本体1的切割头的光通道呈十字相交,通槽12内插入有镜座13,镜座13为一对且相互铰接,本体1的切割头上还设置有一对塑料卡扣14,一对塑料卡扣14分别位于通槽12的两端且远离通槽12的槽口,位于通槽12外的镜座13通过塑料卡扣14安装在本体1的切割头上,开始工作时激光束通过安装在光通道内的镜座13上的聚焦镜进行作业,当需要更换聚集镜时,只需松开切割头上的塑料卡扣14,将切割头外的镜座13松开,然后转动切割头外的镜座13,直至两个镜座13共面时,将切割头外的镜座13向光通道内推,推动过程中,原先安装在光通道内的镜座13从切割头内移出,镜座13的更换简单且快速,提高了更换效率。
24.在本实施例中,如图1
‑
3所示,镜座13上设置有保护聚焦镜的保护盖,保护盖的安装结构与相机摄像头的保护盖安装结构相同,故不在此详述。
25.在本实施例中,如图1
‑
3所示,通槽12的槽口内还设置有弹性橡胶圈15,弹性橡胶圈15填充通槽12与镜座13之间的间隙,避免粉尘进入光通道,影响切割头工作。
26.在本实施例中,如图1
‑
3所示,夹臂16的另一端设置有橡胶夹块17,橡胶夹块17与夹臂16呈z型,橡胶夹块17作为缓冲层,避免夹臂16与工件直接刚性接触。
27.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1