热水器外壳加工生产线的制作方法
1.本实用新型涉及热水器外壳生产技术领域,特别是热水器外壳加工生产线。
背景技术:
2.目前热水器行业内绝大部分热水器外壳板料均采用0.45~0.5mm的家电级彩钢板,彩钢板以卷料的方式交货,需将卷料进行放料开平、裁剪成指定的尺寸、部分产品需要丝印特定的图案、根据产品的设计要求在板料上冲出指定形状和数量的孔。以上操作需要在多台设备上完成加工操作,材料在各设备之间进行周转和转运,暂存,设备占用场地面积大,需要多人配合操作,生产效率低下。为解决上述问题,本实用新型涉及的组合式自动流水生产线,可实现单人连续操作,设备全自动运行,生产效率高,鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现要素:
3.本实用新型的目的是为了解决上述问题,设计了热水器外壳加工生产线,解决了现有的制备数量繁多的问题,也节省了更换模具的时间。
4.实现上述目的本实用新型的技术方案为:热水器外壳加工处理方法,包括以下操作步骤:步骤s1、定量下料;步骤s2、图案印刷;步骤s3、冲孔;步骤s4、割孔;步骤s5、下料;
5.步骤s1:通过将彩钢板卷料固定在放料结构上;
6.步骤s2:通过将彩钢板卷料运输到丝印结构下方,钢板暂停移动,进行丝印操作,丝印完毕,钢板继续往前移动;
7.步骤s3:通过将丝印后的彩钢板卷料运输到达冲孔结构内,钢板暂停移动,进行冲孔操作;
8.步骤s4:将彩钢板卷料继续往前移动,达到割孔结构底端,割孔结构按照设定的割孔程序进行割孔操作;
9.步骤s5:将割孔后的彩钢板卷料进行切割钢板切断,完成外壳钢板料的制备。
10.所述步骤s1放料结构转速根据丝印结构的送料速度控制放料的速度。
11.所述步骤s4割孔,该孔为平孔,利用割孔结构割孔,避免了利用冲床需配置数量繁多的模具问题,节省操作空间和更换模具造成的时间浪费。
12.所述放料结构包含有:凹型上料支架、上料驱动机、一对结构相同的上料液压卡盘、变频器、限位凹型块、一对结构相同的挤压弹簧柱、一对结构相同的挤压轴承块、挤压轴以及挤压滚筒;
13.一对所述上料液压卡盘通过轴承安装于凹型上料支架上,所述变频器安装于上料液压卡盘上,所述上料驱动机驱动端安装于变频器上,所述限位凹型块安装于凹型上料支架上,所述限位凹型块上开设有一对结构相同的升降槽,一对所述挤压轴承块分别活动安置于一对所述升降槽内,一对所述挤压弹簧柱分别安装于一对所述升降槽内,且一对所述挤压弹簧柱另一端分别连接于一对所述挤压轴承块上,所述挤压轴安装于一对所述挤压轴
承块上,所述挤压滚筒安装于挤压轴上。
14.所述丝印结构包含有:丝印台、两对结构相同的升降液压推杆、丝印板、丝印器、感应器、uv灯管以及运输组件;
15.所述丝印台连接于凹型上料支架上,两对所述升降液压推杆两两平行安装于丝印台上,所述丝印板安装于两对所述升降液压推杆推动端上,所述丝印器安装于丝印板上,所述感应器安装于丝印台上,所述uv灯管安装于丝印板上,所述运输组件安装于丝印台上。
16.所述冲孔结构包含有:冲孔支架、冲孔水平丝杠模组以及冲孔机;
17.所述冲孔支架连接于丝印台上,所述冲孔水平丝杠模组安装于冲孔支架上,所述冲孔机安装于冲孔水平丝杠模组移动端上。
18.所述割孔结构包含有:割孔台、一对结构相同的激光丝杠模组、凹型移动激光支架、水平激光丝杠模组以及激光切割器;
19.所述割孔台安装于冲孔支架上,一对所述激光丝杠模组水平平行安装于割孔台上,所述凹型移动激光支架安装于一对所述激光丝杠模组移动端上,所述水平激光丝杠模组安装于凹型移动激光支架上,所述激光切割器安装于水平激光丝杠模组移动端上。
20.所述运输组件包含有:一对结构相同的升降挤压运输支架、一对结构相同的多段式液压推杆、凹型挤压运输支架、挤压运输滚筒以及挤压运输驱动机;
21.一对所述升降挤压运输支架安装于丝印台上,一对所述升降挤压运输支架开设有一对结构相同的运输升降挤压口,一对所述多段式液压推杆分别安装于一对所述运输升降挤压口内,所述凹型挤压运输支架安装于一对所述多段式液压推杆推动端上,所述挤压运输滚筒通过轴承安装于凹型挤压运输支架上,所述挤压运输驱动机安装于凹型挤压运输支架上,且所述挤压运输驱动机驱动端连接于挤压运输滚筒上。
22.所述冲孔支架上设置有ccd定位摄像头。
23.所述凹型移动激光支架上设置有红外测距仪。
24.利用本实用新型的技术方案制作的热水器外壳加工生产线,本流水线将各加工设备进行组合,加工过程中无需人工转运材料和物料暂存,节省人工,工作效率得到极大提高。用激光切割机取代冲床,一台激光切割机取代至少3台冲床,无需加工制备规格繁多的冲孔模具,一张热水器外壳采用冲孔操作至少需要3套冲孔模具,不同的热水器产品外壳冲孔规格不同,产品的规格越多,需要配套的冲孔模具越多,而采用激光割孔后,无需制备数量繁多的模具,也节省了更换模具的时间,提高了工作效率。
附图说明
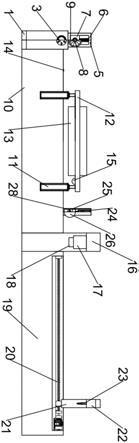
25.图1为本实用新型所述热水器外壳加工生产线的主视结构示意图。
26.图2为本实用新型所述热水器外壳加工生产线的侧视结构示意图。
27.图3为本实用新型所述热水器外壳加工生产线的俯视结构示意图。
28.图中:1
‑
凹型上料支架;2
‑
上料驱动机;3
‑
上料液压卡盘;4
‑
变频器;5
‑
限位凹型块;6
‑
挤压弹簧柱;7
‑
挤压轴承块;8
‑
挤压轴;9
‑
挤压滚筒;10
‑
丝印台;11
‑
升降液压推杆;12
‑
丝印板;13
‑
丝印器;14
‑
感应器;15
‑
uv灯管;16
‑
冲孔支架;17
‑
冲孔水平丝杠模组;18
‑
冲孔机;19
‑
割孔台;20
‑
激光丝杠模组;21
‑
凹型移动激光支架;22
‑
水平激光丝杠模组;23
‑
激光切割器;24
‑
多段式液压推杆;25
‑
凹型挤压运输支架;26
‑
挤压运输滚筒;27
‑
挤压运输驱
动机;28
‑
升降挤压运输支架。
具体实施方式
29.下面结合附图对本实用新型进行具体描述,如图1
‑
3所示,热水器外壳加工处理方法,包括以下操作步骤:步骤s1、定量下料;步骤s2、图案印刷;步骤s3、冲孔;步骤s4、割孔;步骤s5、下料;步骤s1:通过将彩钢板卷料固定在放料结构上;步骤s2:通过将彩钢板卷料运输到丝印结构下方,钢板暂停移动,进行丝印操作,丝印完毕,钢板继续往前移动;步骤s3:通过将丝印后的彩钢板卷料运输到达冲孔结构内,钢板暂停移动,进行冲孔操作;步骤s4:将彩钢板卷料继续往前移动,达到割孔结构底端,割孔结构按照设定的割孔程序进行割孔操作;步骤s5:将割孔后的彩钢板卷料进行切割钢板切断,完成外壳钢板料的制备;所述步骤s1放料结构转速根据丝印结构的送料速度控制放料的速度;所述步骤s4割孔,该孔为平孔,利用割孔结构割孔,避免了利用冲床需配置数量繁多的模具问题,节省操作空间和更换模具造成的时间浪费;所述放料结构包含有:凹型上料支架1、上料驱动机2、一对结构相同的上料液压卡盘3、变频器4、限位凹型块5、一对结构相同的挤压弹簧柱6、一对结构相同的挤压轴承块7、挤压轴8以及挤压滚筒9;一对所述上料液压卡盘3通过轴承安装于凹型上料支架1上,所述变频器4安装于上料液压卡盘3上,所述上料驱动机2驱动端安装于变频器4上,所述限位凹型块5安装于凹型上料支架1上,所述限位凹型块5上开设有一对结构相同的升降槽,一对所述挤压轴承块7分别活动安置于一对所述升降槽内,一对所述挤压弹簧柱6分别安装于一对所述升降槽内,且一对所述挤压弹簧柱6另一端分别连接于一对所述挤压轴承块7上,所述挤压轴8安装于一对所述挤压轴承块7上,所述挤压滚筒9安装于挤压轴8上;所述丝印结构包含有:丝印台10、两对结构相同的升降液压推杆11、丝印板12、丝印器13、感应器14、uv灯管15以及运输组件;所述丝印台10连接于凹型上料支架1上,两对所述升降液压推杆11两两平行安装于丝印台10上,所述丝印板12安装于两对所述升降液压推杆11推动端上,所述丝印器13安装于丝印板12上,所述感应器14安装于丝印台10上,所述uv灯管15安装于丝印板12上,所述运输组件安装于丝印台10上;所述冲孔结构包含有:冲孔支架16、冲孔水平丝杠模组17以及冲孔机18;所述冲孔支架16连接于丝印台10上,所述冲孔水平丝杠模组17安装于冲孔支架16上,所述冲孔机18安装于冲孔水平丝杠模组17移动端上;所述割孔结构包含有:割孔台19、一对结构相同的激光丝杠模组20、凹型移动激光支架21、水平激光丝杠模组22以及激光切割器23;所述割孔台19安装于冲孔支架16上,一对所述激光丝杠模组20水平平行安装于割孔台19上,所述凹型移动激光支架21安装于一对所述激光丝杠模组20移动端上,所述水平激光丝杠模组22安装于凹型移动激光支架21上,所述激光切割器23安装于水平激光丝杠模组22移动端上;所述运输组件包含有:一对结构相同的升降挤压运输支架28、一对结构相同的多段式液压推杆24、凹型挤压运输支架25、挤压运输滚筒26以及挤压运输驱动机27;一对所述升降挤压运输支架28安装于丝印台10上,一对所述升降挤压运输支架28开设有一对结构相同的运输升降挤压口,一对所述多段式液压推杆24分别安装于一对所述运输升降挤压口内,所述凹型挤压运输支架25安装于一对所述多段式液压推杆24推动端上,所述挤压运输滚筒26通过轴承安装于凹型挤压运输支架25上,所述挤压运输驱动机27安装于凹型挤压运输支架25上,且所述挤压运输驱动机27驱动端连接于挤压运输滚筒26上;所述冲孔支架16上设置有ccd定位摄像头;所述凹型移动激光支架21上设
置有红外测距仪。
30.本实施方案的特点为,包括:步骤s1、定量下料;步骤s2、图案印刷;步骤s3、冲孔;步骤s4、割孔;步骤s5、下料;步骤s1:通过将彩钢板卷料固定在放料结构上;步骤s2:通过将彩钢板卷料运输到丝印结构下方,钢板暂停移动,进行丝印操作,丝印完毕,钢板继续往前移动;步骤s3:通过将丝印后的彩钢板卷料运输到达冲孔结构内,钢板暂停移动,进行冲孔操作;步骤s4:将彩钢板卷料继续往前移动,达到割孔结构底端,割孔结构按照设定的割孔程序进行割孔操作;步骤s5:将割孔后的彩钢板卷料进行切割钢板切断,完成外壳钢板料的制备;本流水线将各加工设备进行组合,加工过程中无需人工转运材料和物料暂存,节省人工,工作效率得到极大提高。用激光切割机取代冲床,一台激光切割机取代至少3台冲床,无需加工制备规格繁多的冲孔模具,一张热水器外壳采用冲孔操作至少需要3套冲孔模具,不同的热水器产品外壳冲孔规格不同,产品的规格越多,需要配套的冲孔模具越多,而采用激光割孔后,无需制备数量繁多的模具,也节省了更换模具的时间,提高了工作效率。
31.通过本领域人员,将本案中所有电气件与其适配的电源通过导线进行连接,并且应该根据实际情况,选择合适的控制器,以满足控制需求,具体连接以及控制顺序,应参考下述工作原理中,各电气件之间先后工作顺序完成电性连接,其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,不在对电气控制做说明。
32.实施例:通过将彩钢板卷料通过凹型上料支架1上一对上料液压卡盘3收缩夹紧固定,通过上料驱动机2运行,带动上料液压卡盘3以及其上的彩钢板卷料,同时通过限位凹型块5上的一对升降槽内的一对挤压弹簧柱6分别推动其上的一对挤压轴承块7,通过一对挤压轴承块7推动其上的挤压轴8,通过挤压轴8带动其上的挤压滚筒9,从而达到挤压滚筒9随时推动一对上料液压卡盘3上的彩钢板卷料,分别通过一对升降挤压运输支架28上运输升降挤压口内的多段式液压推杆24运行,推动推动端上的凹型挤压运输支架25,通过凹型挤压运输支架25上的挤压运输驱动机27运行,带动挤压运输驱动机27驱动端上的挤压运输滚筒26转动,同时通过挤压运输滚筒26挤压转动带动彩钢板原料运输,通过丝印台10上的感应器14感应彩钢板的运输情况,从而控制上料驱动机2以及挤压运输驱动机27的停止,之后通过控制两对升降液压推杆11带动丝印板12升降,通过丝印板12上的丝印器13对彩钢板进行丝印,丝印完后,通过感应器14控制上料驱动机2以及挤压运输驱动机27的运行,uv灯管15将丝印图案进行光照射固化,将丝印后的彩钢板运输到冲孔结构下方,同时将未加工的彩钢板运行到丝印结构内,通过冲孔支架16上的冲孔水平丝杠模组17运行,带动冲孔水平丝杠模组17驱动端上的冲孔机18运行,通过冲孔机18对丝印后的彩钢板进行冲孔,之后通过将冲孔后彩钢板运输割孔台19下方,通过一对激光丝杠模组20运行,带动一对激光丝杠模组20驱动端上的凹型移动激光支架21上的ccd定位摄像头进行定位,通过凹型移动激光支架21上的水平激光丝杠模组22运行,带动移动端上的激光切割器23移动,通过一对激光丝杠模组20与水平激光丝杠模组22的配合,从而达到将激光切割器23在水平方向上360对移动。
33.作为优选方案,更进一步的,所述放料结构包含有:凹型上料支架1、上料驱动机2、一对结构相同的上料液压卡盘3、变频器4、限位凹型块5、一对结构相同的挤压弹簧柱6、一对结构相同的挤压轴承块7、挤压轴8以及挤压滚筒9;
34.一对所述上料液压卡盘3通过轴承安装于凹型上料支架1上,所述变频器4安装于
上料液压卡盘3上,所述上料驱动机2驱动端安装于变频器4上,所述限位凹型块5安装于凹型上料支架1上,所述限位凹型块5上开设有一对结构相同的升降槽,一对所述挤压轴承块7分别活动安置于一对所述升降槽内,一对所述挤压弹簧柱6分别安装于一对所述升降槽内,且一对所述挤压弹簧柱6另一端分别连接于一对所述挤压轴承块7上,所述挤压轴8安装于一对所述挤压轴承块7上,所述挤压滚筒9安装于挤压轴8上。
35.作为优选方案,更进一步的,所述丝印结构包含有:丝印台10、两对结构相同的升降液压推杆11、丝印板12、丝印器13、感应器14、uv灯管15以及运输组件;
36.所述丝印台10连接于凹型上料支架1上,两对所述升降液压推杆11两两平行安装于丝印台10上,所述丝印板12安装于两对所述升降液压推杆11推动端上,所述丝印器13安装于丝印板12上,所述感应器14安装于丝印台10上,所述uv灯管15安装于丝印板12上,所述运输组件安装于丝印台10上。
37.作为优选方案,更进一步的,所述冲孔结构包含有:冲孔支架16、冲孔水平丝杠模组17以及冲孔机18;
38.所述冲孔支架16连接于丝印台10上,所述冲孔水平丝杠模组17安装于冲孔支架16上,所述冲孔机18安装于冲孔水平丝杠模组17移动端上。
39.作为优选方案,更进一步的,所述割孔结构包含有:割孔台19、一对结构相同的激光丝杠模组20、凹型移动激光支架21、水平激光丝杠模组22以及激光切割器23;
40.所述割孔台19安装于冲孔支架16上,一对所述激光丝杠模组20水平平行安装于割孔台19上,所述凹型移动激光支架21安装于一对所述激光丝杠模组20移动端上,所述水平激光丝杠模组22安装于凹型移动激光支架21上,所述激光切割器23安装于水平激光丝杠模组22移动端上。
41.作为优选方案,更进一步的,所述运输组件包含有:一对结构相同的升降挤压运输支架28、一对结构相同的多段式液压推杆24、凹型挤压运输支架25、挤压运输滚筒26以及挤压运输驱动机27;
42.一对所述升降挤压运输支架28安装于丝印台10上,一对所述升降挤压运输支架28开设有一对结构相同的运输升降挤压口,一对所述多段式液压推杆24分别安装于一对所述运输升降挤压口内,所述凹型挤压运输支架25安装于一对所述多段式液压推杆24推动端上,所述挤压运输滚筒26通过轴承安装于凹型挤压运输支架25上,所述挤压运输驱动机27安装于凹型挤压运输支架25上,且所述挤压运输驱动机27驱动端连接于挤压运输滚筒26上。
43.作为优选方案,更进一步的,所述冲孔支架16上设置有ccd定位摄像头。
44.作为优选方案,更进一步的,所述凹型移动激光支架21上设置有红外测距仪。
45.上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1