具有自动接料装置的模具的制作方法
1.本实用新型涉及一种具有自动接料装置的模具。
背景技术:
2.在冲床、液压机、气压机、锻压机工作过程中均涉及到接料步骤,人工进行接料效率低,并且危险性高,工伤易发。对于大产量的冷冲工程模具,无法满足高效率生产的需求。对于热锻压模具,不仅效率低,并且因为温度高,操作时间会比较长,相应电费、加热燃料的成本也会升高。另外使用人工接料,对应的人工成本也高。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术提供一种低成本、高效率的具有自动接料装置的模具。
4.本实用新型解决上述技术问题所采用的技术方案为:一种具有自动接料装置的模具,包括模具本体,所述模具本体包括上模和下模,其特征在于:还包括设置在模具本体下料侧且与模具本体的上模和下模分别连接的接料装置,所述接料装置包括料斗和摆动机构,所述料斗转动连接在摆动机构上,所述摆动机构与上模转动连接,摆动机构与下模固定连接,所述摆动机构能够随着上模的开模动作而带动料斗的前端伸入在上模和下模之间,所述摆动机构能够随着上模的合模动作而带动料斗退出至模具本体外侧。
5.为了不影响料斗的接料操作,所述摆动机构设置在料斗侧壁外。
6.可选择地,所述料斗至少一侧的侧壁外设置有所述摆动机构。
7.结构简单地,所述摆动机构包括与料斗延伸方向平行设置的第一杆体,以及分别转动连接在第一杆体两端的第二杆体、第三杆体;所述第二杆体和第三杆体相平行,并且第二杆体距离模具本体的距离小于第三杆体距离模具本体的距离,第二杆体、第三杆体的下端与料斗的后部转动连接;
8.所述第一杆体通过撑杆组件固定连接在下模上,所述第二杆体通过摆杆连接在上模上,并且摆杆的两端分别与第二杆体、上模转动连接。
9.为了更好的为料斗提供摆动空间,所述撑杆组件包括水平连接在下模下料侧的第一撑杆以及固定连接在第一撑杆外端的第二撑杆,所述第二撑杆自下而上逐渐向外倾斜,所述第一杆体的中部与第二撑杆的上端固定连接。
10.优选地,所述第二杆体和第三杆体贴靠料斗的侧壁设置,所述第一杆体、第一撑杆位于第二杆体和第三杆体的外侧,所述第二撑杆位于第一杆体、第一撑杆的外侧。
11.优选地,所述摆杆连接在第二杆体上部的位置。
12.与现有技术相比,本实用新型的优点在于:本实用新型中的具有自动接料装置的模具设置了与模具本体联动的接料装置,该接料装置中用于接料的料斗连接在与上模联动的摆动机构上,如此随着上模的开合动作带动料斗摆动,具体地,摆动机构能够随着上模的开模动作而带动料斗的前端伸入在上模和下模之间,能够随着上模的合模动作而带动料斗
退出至模具本体外侧。该具有自动接料装置的模具无需额外设置动力源,结构更加简单,也节省了动力源的成本,工作时,由于能够自动接料,大大提高了工作效率。另外无需通过人工操作即能自动完成模具中的下料动作,节省了人工成本,避免了人工操作的危险性。该具有自动接料装置的模具可以在各种冷冲模具、热锻压模具中应用。
附图说明
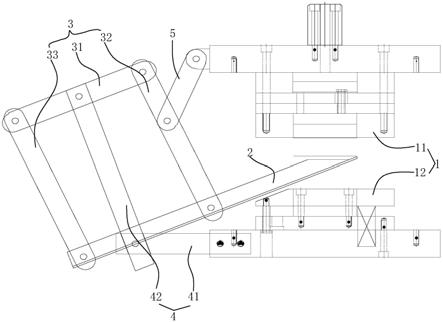
13.图1为本实用新型实施例中具有自动接料装置的模具非接料状态下的主视图。
14.图2为图1的俯视图。
15.图3为本实用新型实施例中具有自动接料装置的模具接料状态下的主视图。
16.图4为图3的俯视图。
具体实施方式
17.以下结合附图实施例对本实用新型作进一步详细描述。
18.如图1至图4所示,本实施例中的具有自动接料装置的模具,包括模具本体1和接料装置。其中模具本体1包括上模11和下模12,接料装置与模具本体1的上模11和下模12分别连接,且设置在模具本体1的下料侧,该接料装置具体包括料斗2和摆动机构3。
19.其中料斗2采用与模具本体1性匹配的料斗2,该料斗2的尺寸满足实现模具本体 1中料件的接料。料斗2转动连接在摆动机构3上,摆动机构3与上模11转动连接,摆动机构3与下模12固定连接,摆动机构3能够随着上模11的开模动作而带动料斗2的前端伸入在上模11和下模12之间,摆动机构3能够随着上模11的合模动作而带动料斗2退出至模具本体1外侧。料斗2的自身的延伸方向与料斗2相对于模具本体1的进出方向相一致,并且料斗2的两侧通常向上翻折设置有侧壁,料斗2的侧壁能够有效避免放置在料斗2上的料件掉落。
20.为了避免摆动机构3在工作过程中发生碰触料斗2上放置的料件等意外情况,本实施例中的摆动机构3设置在料斗2侧壁外侧,如此摆动机构3的动作不会影响到料斗2 上放置的料件,保证了接料安全。根据需要可以在料斗2的一侧设置该摆动机构3,也可以在料斗2的两侧均设置该摆动机构3。当摆动机构3的强度足够时,可以选择仅在料斗2的一侧设置该摆动机构3,减少该具有自动接料装置的模具的成本。当对料斗2 的平衡性要求较高时,则可以选择在料斗2的两侧均设置该摆动机构3。
21.本实施例中的摆动机构3包括与料斗2延伸方向平行设置的第一杆体31,以及分别转动连接在第一杆体31两端的第二杆体32、第三杆体33。第二杆体32和第三杆体33 相平行,并且第二杆体32距离模具本体1的距离小于第三杆体33距离模具本体1的距离,第二杆体32、第三杆体33的下端与料斗2的后部转动连接。
22.第一杆体31通过撑杆组件4固定连接在下模12上,第二杆体32通过摆杆5连接在上模11上,并且摆杆5的两端分别与第二杆体32、上模11转动连接。撑杆组件4 包括水平连接在下模12下料侧的第一撑杆41以及固定连接在第一撑杆41外端的第二撑杆42,第二撑杆42自下而上逐渐向外倾斜,第一杆体31的中部与第二撑杆42的上端固定连接。由于第二撑杆42向外倾斜,则为料斗2在模具本体1外提供了足够的摆动空间,使得料斗2前部的接料部分长度足够长,保证料斗2移动至上模11和下模12 之间时,料斗2前部的接料部分长度足以满足接到料件。
23.方便连接装配地,本实施例中的第二杆体32和第三杆体33贴靠料斗2的侧壁设置,第一杆体31、第一撑杆41位于第二杆体32和第三杆体33的外侧,第二撑杆42位于第一杆体31、第一撑杆41的外侧。摆杆5连接在第二杆体32上部的位置以方便第二杆体 32与第一杆体31、摆杆5的连接位置分开,保证了连接强度,也保证了摆动机构3的稳定性。
24.该具有自动接料装置的模具的工作过程为:当模具本体1中上模11向下模12移动而进行合模动作时,在撑杆组件4的作用下,第一杆体31位置保持固定不变,上模11 带动摆杆5下移,由于第一杆体31位置保持固定不变,则白盖会推动第二杆体32、第三杆体33的下端向远离模具本体1的方向移动,进而带动料斗2移动至模具本体1外。
25.当模具本体1中的上模11相对于下模12上移而进行开模动作时,在撑杆组件4的作用下,第一杆体31位置仍然保持固定不变,上模11带动摆杆5中与上模11连接的一端上移,由于第一杆体31位置不动,则摆杆5会拉动第二杆体32、第三杆体33向靠近模具本体1的方向摆动,进而带动料斗2伸入至上模11和下模12之间,通过摆杆5 具体长度的设置,可以在上模11完全开模时,使得料斗2前部的接料部分恰好移动接料处,进而完成接料。重复前述的合模动作,进而实现料斗2上料件的输出。
26.本实用新型中的具有自动接料装置的模具设置了与模具本体1联动的接料装置,该接料装置中用于接料的料斗2连接在与上模11联动的摆动机构3上,如此随着上模11 的开合动作带动料斗2摆动,具体地,摆动机构3能够随着上模11的开模动作而带动料斗2的前端伸入在上模11和下模12之间,能够随着上模11的合模动作而带动料斗2 退出至模具本体1外侧。该具有自动接料装置的模具无需额外设置动力源,结构更加简单,也节省了动力源的成本,工作时,由于能够自动接料,大大提高了工作效率。另外无需通过人工操作即能自动完成模具中的下料动作,节省了人工成本,避免了人工操作的危险性。该具有自动接料装置的模具可以应用在各种冷冲模具、热锻压模具中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1