一种汽车隔板的加工模具的制作方法
1.本实用新型涉及汽车隔板领域,尤其涉及模具领域。
背景技术:
2.在一些零件生产的时候,采用模具冲压成型的方式进行加工,这样在加工出来的零件的形状更统一,并且加工后的零件的误差会更小,同时也能适应于大量的加工生产;这样在进行安装时也能够更方便快速的安装上;特别是一些汽车零件的生产,采用这样的生产方式能有效的提高生产效率。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本实用新型提供一种汽车隔板的加工模具能有效的高效的加工出汽车隔板,并且能便于安装的效果。
4.技术方案:为实现上述目的,本实用新型的技术方案如下:
5.一种汽车隔板的加工模具,包括落料成型模;所述落料成型模包括下模板和上模板;所述下模板上设置有通过下垫板固定设置有成型凹模;所述上模板上通过上固定板固定设置有成型凸模;所述成型凸模对应嵌合于成型凹模设置;成型凹模和成型凸模配合对隔板加工成型。
6.进一步的,所述下模板和上模板同一侧边缘处设置有多个定位块;所述下垫板内设置氮气弹簧;所述成型凹模固设于氮气弹簧上;所述成型凹模一侧下垫板上设置有切断冲头;所述成型凸模一侧上固定板上设置有切断凹模镶件;所述切断冲头对应嵌设于切断凹模镶件内;对隔板紧切边。
7.进一步的,还包括切边冲孔模;所述切边冲孔模包括上冲模板和下冲模板;所述上冲模板上设置有空心垫板;所述空心垫板上通过上冲垫板固定设置有上冲固定板;所述上冲固定板上设置冲孔凹模;所述下冲模板上通过下冲垫板设置冲孔凹凸模;所述冲孔凹模与冲孔凹凸模对应嵌合设置;对隔板进行冲孔。
8.进一步的,所述冲孔凹凸模内通过卸料螺丝设置有顶出块;所述冲孔凹凸模上分别设置有第一槽孔冲头、和圆孔冲头和第二槽孔冲头;所述冲孔凹模内设置有冲头嵌件;所述第一槽孔冲头、和圆孔冲头和第二槽孔冲头对应于冲头嵌件内,便于加工冲孔。
9.进一步的,所述下冲垫板上冲孔凹凸模侧壁设置有废料切刀;所述废料切刀对应于冲孔凹模端面上;所述上冲模板上开设有导向槽;所述下冲模板上设置的导向部件对应嵌设于导向槽内;所述导向部件一侧上冲模板和下冲模板之间设置有限位柱;切除多余边料。
10.进一步的,还包括翻边翻孔模;所述翻边翻孔模包括对应下模板和对应上模板;所述对应下模板上叠设固定有多块下模垫板,且多块所述下模垫板之间夹设有下模固定板;顶上的所述下模垫板上固设下翻凹模;所述对应上模板上通过上模垫板固设有上模固定板;所述上模固定板上设置有上翻凸模;所述上翻凸模与下翻凹模对应嵌合设置。
11.进一步的,所述下翻凹模中心两侧分别设置有压料板;所述对应下模板上设置有下顶杆;所述下顶杆贯穿下模垫板和下模固定板固定于压料板上;所述上翻凸模中部设置有上顶块;所述对应上模板上设置有上顶杆;所述上顶杆贯穿上模垫板和上模固定板固定于上顶块上,所述压料板与上顶杆间错设置,进行翻孔翻边加工。
12.进一步的,所述上模固定板与下翻凹模边缘之间设置有顶销;所述对应下模板和对应上模板同一侧之间设置有导向柱;所述对应下模板和对应上模板相对导向柱另一侧设置有限位柱;便于定位导向进行翻边翻孔加工。
13.有益效果:本实用新型能更快速的加工出满足要求的汽车隔板零件;包括但不限于以下有益效果:
14.1)落料成型模在加工时,能直接切除原始料周的废料,这样就直接加工出初步的隔板的形状,减少加工工序,提高生产的效率;
15.2)进行切边冲孔加工时,废料切刀能相应的切掉加工孔周边的废料,这样在后续翻边翻孔加工时,能直接进行加工,提高效率,同时也避免了对于的废料对翻边翻孔加工的影响。
附图说明
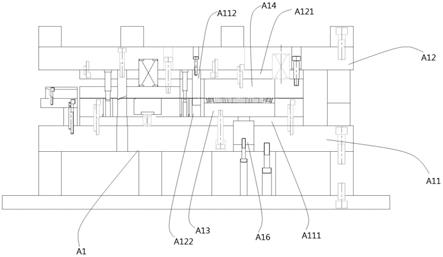
16.附图1为落料成型模结构图;
17.附图2为定位块结构图;
18.附图3为切边冲孔模结构图;
19.附图4为冲孔凹凸模结构图;
20.附图5为翻边翻孔结构图。
具体实施方式
21.下面结合附图对本实用新型作更进一步的说明。
22.如附图1
‑
5:一种汽车隔板的加工模具,包括落料成型模a1;所述落料成型模a1包括下模板a11和上模板a12;所述下模板a11上设置有通过下垫板a111固定设置有成型凹模a13;所述上模板a12上通过上固定板a121固定设置有成型凸模a14;所述成型凸模a14对应嵌合于成型凹模a13设置。成型凸模a14与成型凹模a13相互之间挤压冲压原始料,直接加工出成型的隔板,然后在进行冲孔以及翻边翻孔的加工,并且这样加工出来的隔板能便于安装,安装时具有良好的稳固性,保障安全。
23.所述下模板a11和上模板a12同一侧边缘处设置有多个定位块a15;所述下垫板a111内设置氮气弹簧a16;所述成型凹模a13固设于氮气弹簧a16上;所述成型凹模a13一侧下垫板a111上设置有切断冲头a112;所述成型凸模a14一侧上固定板a121上设置有切断凹模镶件a122;所述切断冲头a112对应嵌设于切断凹模镶件a122内。成型凹模a13和成型凹模a13对原始料进行加工时,切断冲头a112同步切掉原始料周边的废料,使能直接将加工出初步成型的隔板,减少工序。
24.还包括切边冲孔模a2;所述切边冲孔模a2包括上冲模板a21和下冲模板a22;所述上冲模板a21上设置有空心垫板a211;所述空心垫板a211上通过上冲垫板a212固定设置有上冲固定板a213;所述上冲固定板a213上设置冲孔凹模a23;所述下冲模板a22上通过下冲
垫板a221设置冲孔凹凸模a24;所述冲孔凹模a23与冲孔凹凸模a24对应嵌合设置;挤压冲压隔板,这样第一槽孔冲头a241、和圆孔冲头a242和第二槽孔冲头a243就能冲压出需要的圆孔和槽孔,并且能通过废料切刀a222切除对于的废料,提高加工效率。
25.所述冲孔凹凸模a24内通过卸料螺丝设置有顶出块a25;所述冲孔凹凸模a24上分别设置有第一槽孔冲头a241、和圆孔冲头a242和第二槽孔冲头a243;所述冲孔凹模a23内设置有冲头嵌件a231;所述第一槽孔冲头a241、和圆孔冲头a242和第二槽孔冲头a243对应于冲头嵌件a231内。第一槽孔冲头a241、和圆孔冲头a242和第二槽孔冲头a243对隔板进行冲压,能加工出圆孔和槽孔,之后隔板通过顶出块顶出,这样就完成了切边冲孔的加工,并且多个圆孔个槽孔同时进行加工效率快。
26.所述下冲垫板a221上冲孔凹凸模a24侧壁设置有废料切刀a222;所述废料切刀a222对应于冲孔凹模a23端面上;所述上冲模板a21上开设有导向槽a214;所述下冲模板a22上设置的导向部件a223对应嵌设于导向槽a214内;所述导向部件a223一侧上冲模板a21和下冲模板a22之间设置有限位柱a26;在进行圆孔和槽孔的加工过程中,废料切刀a222能同步进行对圆孔和槽孔周边对于的废料进行切除,这样同步减少工序,同时减少了对后续翻边翻孔加工的影响。
27.还包括翻边翻孔模a3;所述翻边翻孔模a3包括对应下模板a31和对应上模板a32;所述对应下模板a31上叠设固定有多块下模垫板a311,且多块所述下模垫板a311之间夹设有下模固定板a312;顶上的所述下模垫板a311上固设下翻凹模a33;所述对应上模板a32上通过上模垫板a321固设有上模固定板a322;所述上模固定板a322上设置有上翻凸模a34;所述上翻凸模a34与下翻凹模a33对应嵌合设置;然后冲压于隔板上圆孔和槽孔的位置,这样就能在指定位置加工出翻边翻孔;并且加工精度高,这样在安装后能具有良好的稳固性。
28.所述下翻凹模a33中心两侧分别设置有压料板a331;所述对应下模板a31上设置有下顶杆a313;所述下顶杆a313贯穿下模垫板a311和下模固定板a312固定于压料板a331上;所述上翻凸模a34中部设置有上顶块a341;所述对应上模板a32上设置有上顶杆a323;所述上顶杆a323贯穿上模垫板a321和上模固定板a322固定于上顶块a341上,所述压料板a331与上顶杆a323间错设置。在上翻凸模a34和下翻凹模a33配合进行加工时,上顶块a341与压料板a331配合进行翻边翻孔的加工,这样一次加工成型,能提高加工效率。
29.所述上模固定板a322与下翻凹模a33边缘之间设置有顶销a35;所述对应下模板a31和对应上模板a32同一侧之间设置有导向柱a36;所述对应下模板a31和对应上模板a32相对导向柱a36另一侧设置有限位柱a37。通过定销和导向柱的定位,能快速的定位,然后进行加工,并且限位柱能够有效的限制住嵌合加工的深度,这样能避免加工时容易造成隔板的过多挤压,减少对隔板的损坏。
30.上述描述是本实用新型的优选实施例,对于本领域普通技术人员而言,不脱离本实用新型的原理还可以做出若干改进和修饰,这些改进和修饰还视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1