一种双工位火焰钎焊机的制作方法
1.本实用新型涉及一种火焰钎焊机,尤其涉及一种双工位火焰钎焊机。
背景技术:
2.本实用新型的双工位火焰钎焊机主要用于大型空调多路分路器的焊接,现有技术的火焰钎焊机大多为单工位焊接,焊件的组装和焊接在一个工位上进行,而大型焊件的组装复杂,需要组装多个工件,组装时间长,因此导致焊接工作效率低。
技术实现要素:
3.本实用新型提供了一系列结构,能够很好的克服上述现有技术中存在的技术问题。具体的,本实用新型提供了一种双工位火焰钎焊机,包括工作台,所述工作台设置有组装工位和焊接工位,所述组装工位包括工作台台面上方工件固定夹具、输送装置和位于工作台下方的升降装置,所述焊接工位包括工作台台面上方的喷火器、喷火器调节装置和位于工作台下方的升降装置。焊接和组装分别在两个工位上进行,同时进行组装和焊接工作,组装和焊接工位之间通过输送装置运送工件,大大提高了焊接工作效率。
4.优选的,所述喷火器和喷火器调节装置设有两组,对称设置于焊接工位工作台台面上方左右两侧,所述喷火器调节装置包括机械手臂、运动轨道和控制电机。
5.优选的,所述喷火器安装在机械手臂上,所述机械手臂安装在运动导轨上,所述机械手臂在控制电机控制下在运动导轨上往复运动。
6.优选的,所述控制电机设置为步进电机。
7.优选的,所述输送装置水平导轨和水平推进气缸。
8.优选的,所述升降装置包括竖直导轨和升降气缸。
9.与现有技术相比,本实用新型的有益效果在于:通过设置组装工位和焊接工位将焊接工作中的组装和焊接步骤在两个工位上分开进行,同时利用升降装置和运送装置实现工件的循环运送,提供整个焊接工作的工作效率;同时,采用机械手臂和步进电机控制喷火器的焊接位置和移动焊接过程,焊接效果好,焊接成功率高。
附图说明
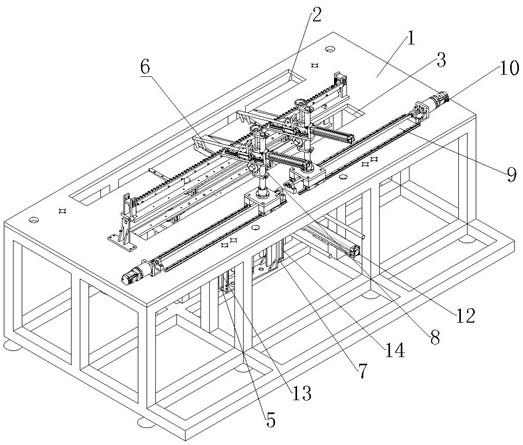
10.图1为本实用新型实施例的立体结构示意图。
11.图2为本实用新型实施例的俯视图。
具体实施方式
12.为了使阅读者能够更好的理解本实用新型之设计宗旨,特提供下述具体实施例,以使得阅读者能够形象的理解本实用新型所涉及到结构、结构组成、作用原理和技术效果。但应当注意,下述各实施例并非是对本实用新型技术方案的限定,本领域技术人员在对各实施例进行分析和理解的同时,可结合现有知识对本实用新型提供的技术方案做一系列变
形与等效替换,该变形与等效替换而得的新的技术方案亦被本实用新型囊括在内。
13.由于本实用新型无法对实施例进行穷举,因此一些优选的技术特征和优选的技术方案可以进行合理的相互替换或组合,由此而得的新的技术方案亦被囊括在本实用新型之中。
14.阅读者应该明白,在阅读者通过阅读实施例内容和理解本实用新型宗旨之后,根据提供的实施方案所做出的一系列变形、等效替换、特征元素之糅合等,均应理解为被囊括在本实用新型的精神之内。
15.为了使阅读者更好的理解本实用新型宗旨,特例举最具代表性的实例进行说明。阅读者在阅读时应当具备本领域内的一般技术知识,以方便准确的理解中所包括的逻辑关系。
16.阅读者应当特别注意的,具体实施方案所对应的附图以为辅助理解的形式存在,能够方便阅读者通过理解具体形象化的下位概念以充分理解本实用新型所涉及的技术理念之抽象化的上位概念。在对本实用新型的整体理解和与其他除本实用新型所提供的技术方案之外的技术方案进行比对时,不应当以附图之表象作为唯一参考依据,还应在理解了本实用新型理念之后,依照附图或不依照附图做出的一系列变形、等效替换、特征元素之糅合、非必要技术特征元素之删减重组、现有技术中常见的非必要技术特征元素之合理增加重组等,均应理解为被囊括在本实用新型的精神之内。
17.如图1
‑
2所示,一种双工位火焰钎焊机,包括工作台1,所述工作台1设置有组装工位2和焊接工位3,所述组装工位2包括工作台台面上方工件固定夹具4、输送装置和位于工作台下方的升降装置5,所述焊接工位3包括工作台台面上方的喷火器6、喷火器调节装置和位于工作台下方的升降装置7。焊接和组装分别在两个工位上进行,同时进行组装和焊接工作,组装和焊接工位之间通过输送装置运送工件,大大提高了焊接工作效率。
18.所述喷火器6和喷火器调节装置设有两组,对称设置于焊接工位工作台1台面上方左右两侧,所述喷火器6调节装置包括机械手臂8、运动轨道9和控制电机10。所述喷火器6安装在机械手臂8上,所述机械手臂8安装在运动导轨9上,所述机械手臂8在控制电机10控制下在运动导轨9上往复运动。所述控制电机10设置为步进电机。
19.所述输送装置包括将工件在组装工位和焊接工位之间水平运动的水平导轨11和推进气缸12。所述升降装置5包括竖直导轨13和升降气缸14。焊接工件在组装工位上组装完成后通过输送装置运送到焊接工位,焊接工位上完成焊接后通过升降装置和工作台底部的推进气缸再运送回安装工位冷却卸装,完成整个焊接过程,工件在组装工位和焊接工位之间完成一次循环运动后完成焊接,整个运动过程和焊接过程均采用数字化控制,大大提高了工作效率和焊接成功率。
技术特征:
1.一种双工位火焰钎焊机,其特征在于:包括工作台,所述工作台设置有组装工位和焊接工位,所述组装工位包括工作台台面上方工件固定夹具、输送装置和位于工作台下方的升降装置,所述焊接工位包括工作台台面上方的喷火器、喷火器调节装置和位于工作台下方的升降装置。2.根据权利要求1所述的双工位火焰钎焊机,其特征在于,所述喷火器和喷火器调节装置设有两组,对称设置于焊接工位工作台台面上方左右两侧,所述喷火器调节装置包括机械手臂、运动轨道和控制电机。3.根据权利要求2所述的双工位火焰钎焊机,其特征在于,所述喷火器安装在机械手臂上,所述机械手臂安装在运动导轨上,所述机械手臂在控制电机控制下在运动导轨上往复运动。4.根据权利要求3所述的双工位火焰钎焊机,其特征在于,所述控制电机设置为步进电机。5.根据权利要求1所述的双工位火焰钎焊机,其特征在于,所述输送装置包括将水平导轨和水平推进气缸。6.根据权利要求5所述的双工位火焰钎焊机,其特征在于,所述升降装置包括竖直导轨和升降气缸。
技术总结
本实用新型提供了一种双工位火焰钎焊机,包括工作台,所述工作台设置有组装工位和焊接工位,所述组装工位包括工作台台面上方工件固定夹具、输送装置和位于工作台下方的升降装置,所述焊接工位包括工作台台面上方的喷火器、喷火器调节装置和位于工作台下方的升降装置。焊接和组装分别在两个工位上进行,同时进行组装和焊接工作,组装和焊接工位之间通过输送装置运送工件,大大提高了焊接工作效率。大大提高了焊接工作效率。大大提高了焊接工作效率。
技术研发人员:钟杰 刘丰
受保护的技术使用者:浙江焕杰智能科技有限公司
技术研发日:2020.12.10
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1