激光加工质量监测系统的制作方法
1.本实用新型涉及激光加工技术领域,尤其涉及一种激光加工质量监测方法、装置及设备、存储介质。
背景技术:
2.激光加工是指一种使用汇聚的激光束对材料进行加工的工艺。在激光加工时,需要使用汇聚的激光束,以达到能量集中从而实现切割的目的,同时,激光加工设备中的喷嘴可以辅助气体往割缝处快速喷出,可以有效地阻止熔渍等杂物往上反弹,进而可以保护聚焦镜。
3.在一些情况下,会对一块较大的工件进行加工,需要切割形成较多处的割缝。但是,在加工过程中,有可能会出现一些加工不良的情况,比如,在应当形成割缝之处未完全形成割缝,而是形成了槽,或者切割的端面不光滑等。因此,有必要对加工质量作出判断。
4.目前,通常是通过肉眼来观察工件来对激光加工质量作出判断,这种方式中,由于激光强度较大,肉眼无法近距离观察,所以只能等整块加工完成后,再通过眼睛观察来判断加工质量的好坏,此时加工已经完成了,如果有不良品,则整块工件都报废,造成较大的损失。
技术实现要素:
5.本实用新型提供一种激光加工质量监测系统,可用于实现自动检查激光加工质量,减少损失。
6.本实用新型的第一方面提供一种激光加工质量监测系统,包括:激光加工设备、声音采集设备以及上位机;
7.所述激光加工设备至少包括激光器、喷嘴以及气源;所述激光器用于发出光脉冲,所述光脉冲可穿过所述喷嘴对工件进行激光切割;所述气源用于提供所述喷嘴向工件被激光切割形成的割缝吹气的气体;
8.所述声音采集设备安装在所述激光加工设备上,用于针对所述激光加工设备采集声音信号;
9.所述上位机连接所述声音采集设备和所述激光加工设备,用于接收所述声音采集设备所采集的声音信号,所述声音信号用于确定所述激光加工设备的加工质量。
10.根据本实用新型的一个实施例,所述激光加工设备还包括激光切割头,所述激光切割头的激光入口连接所述激光器,所述激光切割头的激光出口连接所述喷嘴;
11.所述声音采集设备安装在所述激光切割头上。
12.根据本实用新型的一个实施例,所述声音采集设备包括至少两个麦克风,所述至少两个麦克风与所述喷嘴的气流出口的距离相同,所述至少两个麦克风与激光切割头的激光出口的距离相同。
13.根据本实用新型的一个实施例,所述声音采集设备包括四个麦克风,所述四个麦
克风相对于所述激光切割头的纵轴线中心对称地安装在所述激光切割头上。
14.根据本实用新型的一个实施例,所述激光切割头内设置有声音处理器;
15.所述声音处理器连接所述声音采集设备包含的所有麦克风,用于接收所述声音采集设备包含的所有麦克风采集的声音信号并将声音信号发送给所述上位机。
16.根据本实用新型的一个实施例,所述麦克风为硅麦。
17.根据本实用新型的一个实施例,还包括报警器,所述报警器与所述上位机连接;
18.所述上位机还用于在所述激光加工设备加工异常时控制所述报警器报警。
19.根据本实用新型的一个实施例,所述报警器包括声和/或光报警器。
20.根据本实用新型的一个实施例,所述气源为用于氧气、空气和或氮气的气瓶。
21.根据本实用新型的一个实施例,所述声音信号包括所述激光加工设备系统内部噪声、激光器发出的激光照射在工件上所产生的声音、和/或所述喷嘴输出的气流流经工件被激光切割形成的割缝时所产生的声音。
22.本实用新型具有以下有益效果:
23.本实用新型实施例中,通过在激光加工设备上设置声音采集设备,可以针对激光加工设备进行声音采集,采集到的声音信号可以涵盖激光加工设备中激光器的激光照射在工件上所产生的声音、喷嘴输出的气流流经工件的声音等,声音采集设备可向上位机发送采集的声音信号,以使上位机可基于声音信号确定激光加工设备是否加工异常,可自动检查激光加工质量,相比于肉眼观察来说可以更及时发现加工不良问题,减少工件的损失。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
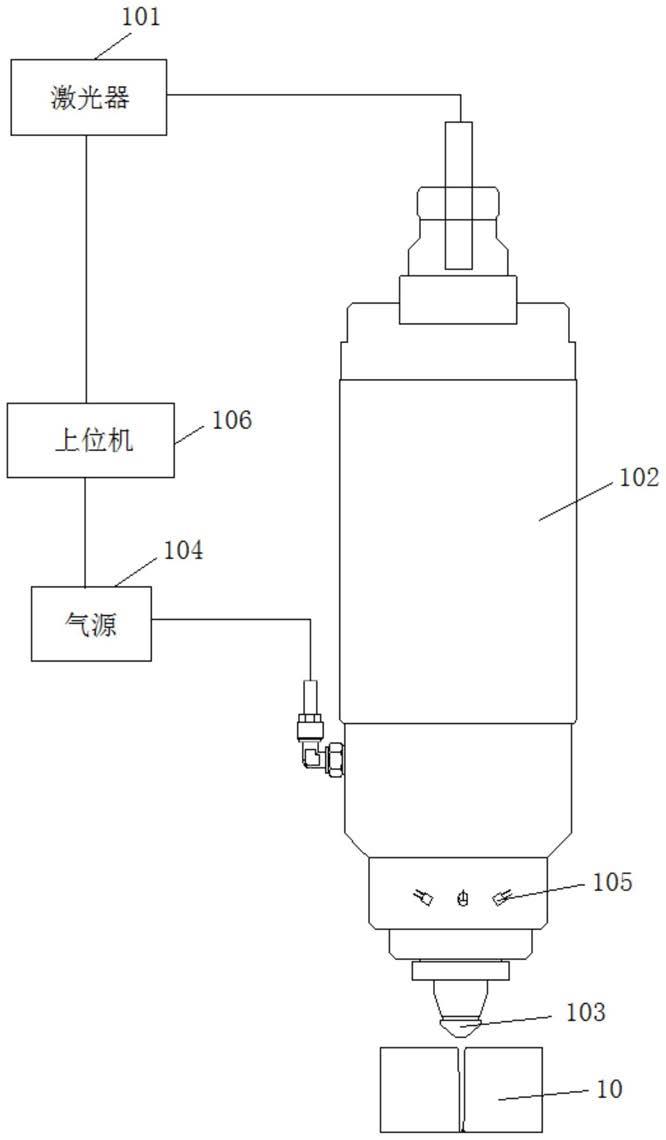
25.图1是本实用新型一实施例的激光加工质量监测系统的结构框图;
26.图2是本实用新型一实施例中上位机执行激光加工质量监测方法时的流程示意图;
27.图3是本实用新型一实施例的加工正常的示意图;
28.图4是本实用新型一实施例的加工异常的示意图;
29.图5是本实用新型一实施例的确定第四特征频率的流程示意图;
30.图6是本实用新型一实施例的四个麦克风与喷嘴的位置关系示意图。
具体实施方式
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.本实用新型的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应
该理解这样使用的数据在适当情况下可以互换,以便这里描述的本实用新型的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
33.下面以具体地实施例对本实用新型的技术方案进行详细说明。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
34.本实用新型提供一种激光加工质量监测系统,参看图1,该系统可以包括:激光加工设备、声音采集设备以及上位机106。
35.激光加工设备至少包括激光器101、喷嘴103以及气源104;激光器101用于发出光脉冲,光脉冲可穿过喷嘴103对工件进行激光切割;气源104用于提供喷嘴103向工件被激光切割形成的割缝吹气的气体。
36.声音采集设备安装在激光加工设备上,用于针对激光加工设备采集声音信号。这里的声音信号可以包括激光加工设备系统内部噪声、激光器101的激光照射在工件上所产生的声音、和/或喷嘴103输出的气流流经工件被激光切割形成的割缝时所产生的声音等。
37.可选的,激光加工设备还可以包括激光切割头102,激光器101可以连接激光切割头102,比如激光器101可以通过光纤连接激光切割头102,激光器101发出光脉冲之后可经由激光切割头102输出,激光切割头102可对准工件进行激光切割。
38.可选的,喷嘴103可以安装在激光切割头102的激光出口,即激光切割头102的激光出口对准喷组,激光切割头102输出的光脉冲可穿过该喷嘴103,对工件进行激光切割。
39.气源104可以向喷嘴103供气,喷嘴103可向工件上被激光切割形成的割缝吹气。可选的,激光切割头102的侧壁设有气源104接口,气源104可通过管路连接该气源104接口,从而气源104输出的气体可通过激光切割头102流向喷嘴103。这里的气源10为用于氧气、空气和或氮气的气瓶,比如可以为氧气瓶,气体比如可以为氧气,也可以为空气和/或氮气,当然具体不做限定,具体可根据加工材料确定,比如不锈钢加工材料可用压缩空气或者氮气,成本较低;碳钢加工材料可用氧气,可起到氧化还原的作用,放热有助于切割。
40.可选的,声音采集设备可以设置在激光切割头102上,从而可更近距离地采集到激光器101的激光照射在工件上所产生的声音、以及喷嘴103输出的气流流经工件被激光切割形成的割缝时所产生的声音。
41.上位机106连接声音采集设备和激光加工设备,用于接收声音采集设备所采集的声音信号,声音信号用于确定激光加工设备的加工质量。
42.由于加工良或不良时的声音信号有不同的频率,所以上位机106可以通过辨别声音信号的频率来确定激光加工设备的加工质量,比如在声音信号的频率与正常加工时的声音频率相差超过设定范围时,可以确定激光加工设备的加工异常,即激光加工设备加工不良,当然,此处只是举例。
43.激光加工设备加工正常时,被加工的工件被切透且断面光滑。加工不良的情况可以包括以下几种:
44.1、工件直接切不透;
45.2、切透之后底部有挂渣;
46.3、切透之后由于吹气不足导致融化的金属重新凝固,堆积在工件断面内部;
47.4、光路与材料不垂直导致的不同方向上有的能切透、有的切不透。
48.当然,激光加工设备加工不良的情况还可以有其他,在此不再一一列举。
49.无论是哪一种不良情况,相比于正常情况来说,声音信号都会有一定的不同,主要原因是气流流经不同深度、宽度、侧壁形状的割缝时,造成的声波共振频率不同。
50.本实用新型实施例中,通过在激光加工设备上设置声音采集设备,可以针对激光加工设备进行声音采集,采集到的声音信号可以涵盖激光加工设备中激光器101的激光照射在工件上所产生的声音、喷嘴103输出的气流流经工件的声音等,声音采集设备可向上位机106发送采集的声音信号,以使上位机106可基于声音信号确定激光加工设备是否加工异常,可自动检查激光加工质量,相比于肉眼观察来说可以更及时发现加工不良问题,减少工件的损失。
51.优选来说,上位机106可以执行如图2所示的激光加工质量监测方法,以更好地实现对激光加工质量的监测。该方法包括如下步骤:
52.s100:在激光加工设备对第一工件加工的过程中,控制声音采集设备针对所述激光加工设备进行声音信号的采集,并获取所述声音采集设备在每个监测周期采集的加工所形成的第一声音信号;
53.s200:从所述第一声音信号中提取所述第一声音信号的第一特征频率集;
54.s300:基于已确定的第一特征频率和第二特征频率,从所述第一特征频率集中获取出第三特征频率;所述第一特征频率为所述激光加工设备的系统内部噪声的特征频率,所述第二特征频率为所述激光加工设备中激光器发出的光脉冲的频率,所述第三特征频率用于表征在采集到所述第一声音信号的监测周期内所述激光加工设备中喷嘴输出的气流流经所述第一工件被激光切割形成的割缝时所产生的声音的特征频率;
55.s400:根据所述第三特征频率和已确定的第四特征频率确定所述激光加工设备当前对第一工件的加工是否异常,所述第四特征频率为所述激光加工设备对第二工件加工正常时喷嘴输出的气流流经第二工件被激光切割形成的割缝时所产生的声音的特征频率。
56.结合图1来说,本实用新型实施例的激光加工质量监测方法的执行主体为上位机106,进一步地可以为上位机106的处理器,其中,处理器可以为一个或多个,处理器可以为通用处理器或者专用处理器。
57.步骤s100中,在激光加工设备对第一工件10加工的过程中,控制声音采集设备针对激光加工设备进行声音信号的采集,并获取声音采集设备在每个监测周期采集的加工所形成的第一声音信号。
58.第一工件10可以是任一待加工的工件,在激光加工设备对第一工件10加工的过程中,通常都会发出一系列的声音,包括激光加工设备的系统内部噪声、激光器101发出的光脉冲照射到第一工件10上的声音、以及喷嘴103输出的气流流经第一工件10被切割形成的割缝时所产生的声音。
59.通过控制声音采集设备在此过程中对激光加工设备进行声音信号的采集,可以采集到这一系列的声音,上位机106可获得上述的声音信号。换言之,第一声音信号包含了上述的这一系列声音。
60.这里的加工是指,通过激光器101发出的光脉冲对第一工件10进行激光切割,同时
通过喷嘴103输出的气流对第一工件10被切割出的割缝进行吹气。上位机106可以控制激光器101发出光脉冲,同时控制气源104进行供气,以进行加工。一般来说,激光器101和气源104是同时开始工作以及同时停止工作的。
61.激光加工设备对第一工件10加工的过程可以是指,从激光器101开始发出光脉冲到激光器101停止发出光脉冲的这一段时间;或者,从气源104开始供气到气源104停止供气的这一段时间。
62.激光加工设备对第一工件10加工的过程的时长较长,比如为几秒、几十秒等,为了可以及时发现加工异常情况,本实施例中,将整个过程分成了多个监测周期,监测周期的时长比如可以为毫秒级别,比如10个毫秒。每个监测周期内,声音采集设备采集得到的第一声音信号都会发送给上位机106,以进行后续的步骤
63.步骤s200中,从第一声音信号中提取第一声音信号的第一特征频率集。
64.第一声音信号为时域信号,可以时频域转换的方式得到上述的第一特征频率集。优选来说,由于监测周期的时长较短,因而可以采用短时傅里叶变换(stft)的方式将第一声音信号转换为频域信号,以得到第一特征频率集。
65.该第一特征频率集可以以频谱的方式呈现,或者可以以频率集合的方式呈现。
66.第一特征频率集中包含了声音采集设备在激光加工过程中采集到的声音的频率,包括激光加工设备的系统内部噪声的特征频率、激光器101发出的光脉冲照射到第一工件10上的声音的频率、以及采集到第一声音信号的监测周期内激光加工设备中喷嘴103输出的气流流经第一工件10被激光切割形成的割缝时所产生的声音的特征频率。
67.步骤s300中,基于已确定的第一特征频率和第二特征频率,从第一特征频率集中获取出第三特征频率;第一特征频率为激光加工设备的系统内部噪声的特征频率,第二特征频率为激光加工设备中激光器101发出的光脉冲的频率,第三特征频率用于表征在采集到第一声音信号的监测周期内激光加工设备中喷嘴103输出的气流流经第一工件10被激光切割形成的割缝时所产生的声音的特征频率。
68.激光加工设备的系统内部噪声可以包括驱动器动作的声音、以及电噪声(包括各种线路或设备的电噪声)等。无论工件加工是好是坏,激光加工设备的系统内部噪声通常是不变的,相应的,激光加工设备的系统内部噪声的特征频率也是不变的。因此,可以预先确定好激光加工设备的系统内部噪声的特征频率,即第一特征频率。
69.可选的,第一特征频率通过以下方式确定:
70.在激光加工设备运行但不进行加工操作时,控制声音采集设备针对激光加工设备进行声音信号的采集,并获取声音采集设备在设定时长内采集的激光加工设备运行所形成的第二声音信号;
71.从第二声音信号中提取第二声音信号的特征频率,以得到第一特征频率。
72.激光加工设备运行但不进行加工操作是指,激光加工设备处于运行状态,但是激光器101和气源104不工作。在此情况下,可以采集到激光加工设备的系统内部噪声,第二声音信号可以表征激光加工设备的系统内部噪声。
73.第二声音信号为时域信号,可以采用傅里叶变换的方式将第二声音信号转换为频域信号,以得到第一特征频率。
74.可以理解,不同噪声的频率可以不同,因此,第一特征频率可以由多个不同频率组
成,只要可以涵盖激光加工设备的系统内部噪声的频率即可,具体不做限定。
75.激光器101发出的光脉冲照射到第一工件10上的声音的频率与激光器101发出的光脉冲的频率相同。因为激光器101出光时并不是一个连续的光,而是一个个光脉冲,而激光器101发出光脉冲的频率是由上位机106控制的,比如说可以通过上位机106控制激光器101发出频率为5000hz的激光,此时就是每秒会发出5000个光脉冲,这样的激光打在工件上会发出相同频率的声音,也就是5000hz频率的声音。无论工件加工是好是坏,激光器101发出的光脉冲的频率通常也是不变的,即使改变也是可预知的。因此,可以预先确定好激光器101发出的光脉冲照射到第一工件10上的声音的频率,也就是激光器101发出的光脉冲的频率,即第二特征频率。
76.然而,加工过程中,喷出输出的气流流经第一工件10的割缝的声音,则随加工的好坏而发生变化。
77.如图3所示,当加工正常时,整个过程中,由于喷嘴103高度(喷嘴103到加工零件的距离)几乎不变,吹气气压几乎不变,割缝宽度几乎不变,那么气流流过割缝产生的声音频率几乎不变(在小范围内变化)。
78.当加工不良时,喷嘴103上下抖动,穿过割缝的气体气压发生变化、割缝宽度发生变化,甚至严重时切不透(此时气体无法穿过),会造成声音信号的频率急剧变化。由于不良种类有很多,加工不良时声音信号的频率并不是一个很固定的值。如图4所示,气流穿过喷嘴103,但是由于加工不良,割缝没有割透,所以气流会向上返,此时的声音频率会与加工正常时的声音频率相差较大。
79.因此,基于喷嘴103输出的气流流经第一工件10被激光切割形成的割缝时所产生的声音的特征频率,可以确定加工质量。
80.无论加工是好是坏,激光加工设备的系统内部噪声、激光器101发出的光脉冲照射到工件上的声音始终存在,且频率始终不变或基本不变,因而可以预先确定好第一特征频率和第二特征频率基于第一特征频率和第二特征频率从第一特征频率集中获取出第三特征频率。
81.可选的,基于已确定的第一特征频率和第二特征频率,从第一特征频率集中获取出第三特征频率,可以包括以下步骤:
82.从第一特征频率集中滤除第一特征频率和第二特征频率;
83.将滤除所得的特征频率中占比最大的频率分量确定为第三特征频率。
84.从第一特征频率集中滤除第一特征频率和第二特征频率之后,可能还会有较多的特征频率,将其中占比最大的频率分量确定为第三特征频率。
85.以频谱的角度来解释比最大的频率分量,频谱的横坐标表示频率、纵坐标表示密度,第三特征频率即滤除所得的特征频率形成的频谱中,密度最大的频率分量。
86.步骤s400中,根据第三特征频率和已确定的第四特征频率确定激光加工设备当前对第一工件10的加工是否异常,第四特征频率为激光加工设备对第二工件加工正常时喷嘴103输出的气流流经第二工件被激光切割形成的割缝时所产生的声音的特征频率。
87.可选的,参看图5,第四特征频率通过以下方式确定:
88.t100:在激光加工设备对第二工件加工的过程中,控制声音采集设备针对所述激光加工设备进行声音信号的采集,并获取所述声音采集设备在过程中采集的第三声音信
号;
89.t200:当确定所述激光加工设备对第二工件加工正常时,从所述第三声音信号中提取所述第三声音信号的第二特征频率集;
90.t300:从所述第二特征频率集中滤除所述第一特征频率和第二特征频率;
91.t400:将滤除所得的特征频率中占比最大的频率分量确定为所述第四特征频率。
92.上述的步骤t100
‑
t400可以在步骤s100之前执行。
93.由于一个工件上可以有多处加工部位,所以第一工件10和第二工件可以是相同的工件、但两次加工的部位不同,或者第一工件10和第二工件为不同的工件。不同第二工件与第一工件10为不同工件时,第二工件与第一工件10的材质与厚度均相同。
94.在确定第四特征频率时,没有实时性的要求,因而不需要将加工过程分成多个监测周期,可以将声音采集设备在激光加工设备对第二工件加工的整个过程中采集的声音信号作为第三声音信号。
95.在加工完成时,如果激光加工设备对第二工件加工正常,则本次的第三声音信号符合预期,可以从第三声音信号中提取第三声音信号的第二特征频率集。
96.第三声音信号为时域信号,可以采用傅里叶变换将第三声音信号转换为频域信号,以得到第二特征频率集。
97.第二特征频率集包括激光加工设备的系统内部噪声的特征频率(也就是第一特征频率)、激光器101发出的光脉冲照射到第二工件上的声音的频率(由于光脉冲的频率不变,所以,这里的频率也就是第二特征频率)、以及在激光加工设备对第二工件加工过程中喷嘴103输出的气流流经第二工件被激光切割形成的割缝时所产生的声音的特征频率。
98.从第二特征频率集中滤除第一特征频率和第二特征频率之后,即可得到在激光加工设备对第二工件加工过程中喷嘴103输出的气流流经第二工件被激光切割形成的割缝时所产生的声音的特征频率,当然,可能还会有较多的特征频率,将其中占比最大的频率分量确定为第四特征频率。
99.已知加工正常时喷嘴103输出的气流流经工件的割缝时的声音频率,即第四特征频率,便可基于第四特征频率确定激光加工是否异常。
100.在一个实施例中,步骤s400中,根据第三特征频率和已确定的第四特征频率确定激光加工设备当前对第一工件10的加工是否异常,包括:
101.检查第三特征频率是否满足第一条件,第一条件为:第三特征频率小于等于第五特征频率、或大于等于第六特征频率,其中,第五特征频率为第一系数与第四特征频率的乘积,第六特征频率为第二系数与第四特征频率的乘积,第一系数小于1,第二系数大于1;
102.若是,则确定激光加工设备当前对第一工件10的加工异常。
103.举例来说,第三特征频率满足第一条件可以采用以下方式来表示:
104.f≤0.9f
n2
或1.1f
n2
≤f
105.其中,f表示第一特征频率,f
n2
表示第四特征频率,第一系数为0.9,第二系数为1.1。可以理解,上述第一条件只是举例,并不作为限制,还可以有一定的调整,只要在合理范围内即可。
106.本实施例中,若第三特征频率满足第一条件,即确定激光加工设备当前对第一工件10的加工异常;不满足,则激光加工设备当前对第一工件10的加工正常。
107.在另一个实施例中,步骤s400中,根据第三特征频率和已确定的第四特征频率确定激光加工设备当前对第一工件10的加工是否异常,包括:
108.检查第三特征频率是否满足第一条件,第一条件为:第三特征频率小于等于第五特征频率、或大于等于第六特征频率,其中,第五特征频率为第一系数与第四特征频率的乘积,第六特征频率为第二系数与第四特征频率的乘积,第一系数小于1,第二系数大于1;
109.若是,在当前已连续检查到n个监测周期内的第三特征频率满足第一条件时,n大于1,确定激光加工设备当前对第一工件10的加工异常。
110.上述实施例中,仅参考了一个监测周期内的情况,有可能会存在误差存在。因而,本实施例中,若第三特征频率满足第一条件,并不直接确定激光加工设备当前对第一工件10的加工异常,而是参考n个监测周期的情况,在当前已连续检查到n个监测周期内的第三特征频率满足第一条件时,再确定激光加工设备当前对第一工件10的加工异常,可以保证监测结果更为准确。
111.这里的n大于1,比如可以为100,当然此处只是举例,并不作为限制。
112.上述的实施例中,激光加工设备对第一工件10加工的过程被划分为多个监测周期,声音采集设备可以在每个监测周期对激光加工设备采集得到第一声音信号,从第一声音信号中提取出第一特征频率集之后,可先基于激光加工设备的系统内部噪声不变、以及激光加工设备中激光器101发出的光脉冲的频率不变的情况,从第一特征频率集中获取出在采集到第一声音信号的监测周期内激光加工设备中喷嘴103输出的气流流经第一工件10被激光切割形成的割缝时所产生的声音的特征频率(即第三特征频率),这个第三特征频率可以被认为是实时特征频率,实时性较高,基于该第三特征频率、以及激光加工设备对第二工件加工正常时喷嘴103输出的气流流经第二工件被激光切割形成的割缝时所产生的声音的特征频率(即第四特征频率)确定激光加工设备当前对第一工件10的加工是否异常,可以及时地监测出激光加工设备加工异常的情况,不需要等第一工件10全部加工完成之后再用肉眼检查,可以避免整块工件报废,减少损失。
113.在一个实施例中,激光加工质量监测系统还可以包括报警器(图中未示出),报警器与上位机106连接;上位机106还用于在激光加工设备加工异常时控制报警器报警。
114.可选的,在前述实施例中,确定激光加工设备当前对第一工件10的加工异常之后,激光加工质量监测方法进一步包括:发出报警信号,并控制激光加工设备停止加工。
115.上位机106的报警信号可以发送给报警器,报警器可以包括声和/或光报警器,通过报警器进行声和/或光报警。
116.在出现激光加工设备加工异常时,进行报警,可以通知工作人员及时赶过来检查加工情况;而控制激光加工设备停止加工,则可以及时止损,避免工件被继续加工。
117.在一个实施例中,声音采集设备包括:至少两个麦克风,至少两个麦克风位于喷嘴103上方、且与喷嘴103的气流出口的距离相同。
118.可选的,声音采集设备包含的麦克风可以设置在激光切割头102中。
119.可选的,在前述实施例中,激光加工质量监测方法进一步包括:
120.针对至少两个麦克风同步采集的声音信号,将声音信号中频率不同的成分滤除,至少两个麦克风的采集周期小于监测周期;
121.每个监测周期的第一声音信号为至少两个麦克风在该监测周期采集到的声音信
号被滤除频率不同的成分之后得到的声音信号。
122.上述的两个步骤是在每个采集周期都需执行的,每次声音采集设备包含的麦克风同步采集到声音信号之后,即将声音信号中频率不同的成分滤除。
123.举例来说,声音采集设备包含两个麦克风,分别为第一麦克风和第二麦克风,在某个采集周期,第一麦克风采集到频率为f1和f2的声音,而第二麦克风仅采集到频率为f1的声音,因而,将频率为f2的声音滤除,仅保留频率为f1的声音。
124.优选来说,如图6所示,声音采集设备包括四个麦克风,四个麦克风对称地设置在激光切割头102上,且位于喷嘴103上方。具体来说,四个麦克风以激光切割头102的纵轴线为中心地对称设置。如此,四个麦克风与激光切割头102的纵轴线的距离相同、且与喷嘴103的距离也相同。
125.声音采集设备在结构上使用四个中心对称放置的麦克风来采集声音信号,可以减小环境噪声对监测结果的影响,当外部环境发出噪声比如有人说话时,由于声音的传播需要时间,到达各个麦克风的时间不同,所以四个麦克风不会同时收到该声音,从而可以当做不同频率成分过滤掉。
126.激光切割头102内可以设置有声音处理器,声音处理器可以仅负责收集声音采集设备包括的麦克风采集的声音信号并发送给上位机106,其余处理可均由上位机106实现。
127.前述实施例中涉及的声音信号,可以均是在相应时间段内,由声音采集设备包含的麦克风采集到的声音信号被滤除不同频率成分后所得的声音信号。
128.可选的,麦克风为硅麦。硅麦可采集的声音频率范围在0
‑
20khz内,可采集范围更广,精度更高,有利于监测结果的准确性。
129.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1