冲压装置的制作方法
1.本技术涉及产品冲压技术领域,尤其涉及一种冲压装置。
背景技术:
2.现有的冲压装置中,对产品进行冲压时,需要将冲压下来的料件通过落料孔排出装置。但是在冲压的过程中,落料孔中的料件会经常随着冲头的上移而从落料孔的上端出料,大大的降低了装置的冲压效率,且可能会损坏装置。为了解决此问题,常用的方式是在冲头上设置吹气结构同时在落料孔的底端设置吸料结构,以对了解进行吹气及吸附,使其从落料孔的下端排出。但采用该种方式不仅大大的增加了装置的成本,且吹气结构和吸料结构的噪音大,降低了人工的工作环境质量。
技术实现要素:
3.有鉴于此,有必要提供一种冲压装置,旨在能够无需设置吹气结构和吸料结构便可使得料件从落料孔的下端排出。
4.本技术的实施例提供一种冲压装置,用于冲压产品,所述冲压装置包括承载机构,用于承载所述产品,所述承载机构设有落料孔,所述落料孔用于通过所述产品冲压后的料件,所述落料孔具有垂直于所述冲压方向的第一截面、第二截面和第三截面,所述第三截面和所述第二截面位于所述第一截面的两侧,所述第一截面的面积小于所述第二截面的面积,且所述第一截面的面积小于所述第三截面的面积。
5.在至少一个实施例中,所述落料孔包括落料入口,所述第三截面位于所述落料入口和所述第一截面之间,自所述第一截面向所述第三截面,所述落料孔具有第一斜度,所述第一斜度的范围为大于或等于0.05
°
且小于或等于0.2
°
。
6.在至少一个实施例中,所述落料孔包括落料出口,所述第二截面位于所述第一截面和所述落料出口之间,自所述第一截面向所述第二截面,所述落料孔具有第二斜度,所述第二斜度的范围为大于或等于0.3
°
,且小于或等于1
°
。
7.在至少一个实施例中,所述承载机构包括承载板,所述承载板包括第一本体和落料块,所述第一本体上设有第一通孔,所述落料块设于所述第一通孔处,且所述落料块具有所述落料孔。
8.在至少一个实施例中,所述冲压装置还包括驱动机构、下压机构和冲头,所述驱动机构连接所述下压机构,用于驱动所述下压机构,所述冲头设于所述下压机构上,所述冲头的冲压方向指向所述落料孔。
9.在至少一个实施例中,所述承载机构包括驱动组件,所述驱动组件用于移栽所述产品。
10.在至少一个实施例中,所述下压机构包括导向板,所述导向板上设有第二通孔,所述冲头可在所述第二通孔内移动,所述第二通孔用于给所述冲头导向。
11.在至少一个实施例中,所述承载机构还包括第一模座和第一定位柱,所述下压机
构还包括第二模座,所述第一定位柱的两端分别固定于所述第一模座和所述第二模座。
12.在至少一个实施例中,所述下压机构还包括第二定位柱,所述第二定位柱的一端固定于所述第二模座,另一端固定于所述承载板。
13.在至少一个实施例中,所述下压机构还包括弹性件,所述弹性件的两端分别固定于所述第二模座和所述导向板。
14.本技术的提供的冲压装置通过将所述落料孔设置为不同孔径的大小,使得在冲压时先将料件进行卡固,再次推动料件时,料件就会从所述落料孔中排出。该冲压装置结构简单,无需额外的辅助设备,操作便捷,进而能够提升产品的冲压效率。
附图说明
15.图1为本技术实施例中的冲压装置的立体示意图。
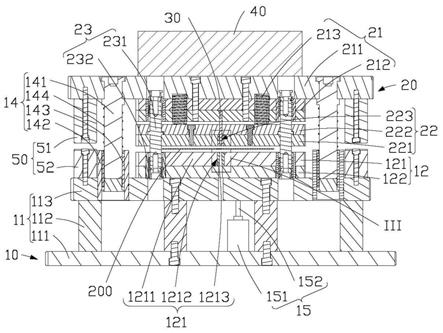
16.图2为图1所示的冲压装置沿a
‑
a方向的剖视示意图。
17.图3为图2所示的冲压装置中iii部分的局部放大图。
18.图4为图2所示的冲压装置冲压产品时的剖视示意图。
19.主要元件符号说明
20.冲压装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
21.承载机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
22.第一模座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
23.第一固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
24.垫块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
25.第二固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
113
26.承载板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
27.第一承载部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
28.第一本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1211
29.第一通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1212
30.落料块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1213
31.第二承载部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122
32.落料孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
33.落料入口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131
34.落料出口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
132
35.第一截面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133
36.第二截面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
134
37.第三截面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
135
38.第一斜度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
136
39.第二斜度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
137
40.第一定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
41.第一定位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
141
42.第一定位套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
142
43.衬套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
143
44.第一弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
144
45.驱动组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
46.第一驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
151
47.支撑件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
152
48.下压机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
49.第二模座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
50.第三固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
51.垫板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212
52.第二弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
213
53.导向板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
54.第一导向部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221
55.第二导向部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222
56.第二通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
223
57.第二定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
58.第二定位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
231
59.第二定位套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232
60.冲头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
61.驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
62.限位机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
63.限位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
64.限位套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
65.产品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
66.料件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
具体实施方式
67.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
68.需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“顶”、“底”、“上”、“下”、“左”、“右”、“前”、“后”、以及类似的表述只是为了说明的目的。
69.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
70.本技术的实施例提供一种冲压装置,用于冲压产品,所述冲压装置包括承载机构,用于承载所述产品,所述承载机构设有落料孔,所述落料孔用于通过所述产品冲压后的料件,所述落料孔具有垂直于所述冲压方向的第一截面、第二截面和第三截面,所述第三截面和所述第二截面位于所述第一截面的两侧,所述第一截面的面积小于所述第二截面的面积,且所述第一截面的面积小于所述第三截面的面积。
71.通过采用上述的冲压装置,所述落料孔中设置不同的截面,从而表明落料孔的孔径不同,产品在进行冲压时,料件能够被卡固于落料孔中,其不会随冲压的结构从落料孔的上端排出,进一步下压料件,料件从落料孔的下端被排出。采用该冲压装置,无需因料件的排出设置其他结构,从而简化了冲压装置的结构,降低了冲压装置的成本,同时,因料件不会从落料孔的上端排出,无需人工对料件进行处理,提升了冲压装置的冲压效率。
72.请参阅图1和图2,提供一种冲压装置100,用于冲压产品200,为更好的描述各个结构,将结合x、y、z坐标轴对该装置进行描述,其中,坐标轴两两垂直设置。所述冲压装置100包括承载机构10、下压机构20、冲头30和驱动机构40,沿z轴方向,所述产品200设于所述承载机构10上,所述下压机构20设于所述承载机构10的上端。所述冲头30设于所述下压机构20上,且所述冲头30的冲压方向自所述下压机构20朝向所述承载机构10,即所述冲压方向为沿z轴向下的方向。所述驱动机构40连接所述下压机构20,用以驱动所述下压机构20朝向所述承载机构10移动,从而能够带动所述冲头30向所述产品200移动并对所述产品200进行冲压。
73.请参阅图2和图3,具体的,所述承载机构10包括第一模座11、设有落料孔13的承载板12和第一定位组件14,所述承载板12设于所述第一模座11上,所述第一定位组件14的一端固定于所述第一模座11上,另一端固定于所述下压机构20上。所述第一模座11用以承载及固定所述承载板12和所述第一定位组件14,所述承载板12用以承载所述产品200,所述第一定位组件14用以在所述第一模座11和所述下压机构20之间进行导向定位的作用。
74.所述第一模座11包括第一固定板111、垫块112和第二固定板113,沿z轴方向,所述第二固定板113位于所述第一固定板111的上端,所述垫块112位于所述第一固定板111和所述第二固定板113之间,用以支撑所述第二固定板113。所述第一固定板111、所述垫块112和所述二固定板采用紧固件,如螺丝进行固定,从而形成一个整体的模座结构,用以支撑所述承载机构10。
75.所述承载板12包括第一承载部121和第二承载部122,沿z轴方向,所述第一承载部121设于所述第二承载部122的上端,所述第二承载部122位于所述第二固定板113的上端。在一实施例中,所述第一承载部121和所述第二承载部122为板体结构。可以理解的是,在其他实施例中,所述第一承载部121和所述第二承载部122还可替换为块状结构,以适用不同的产品200。
76.进一步地,所述第一承载部121包括第一本体1211和落料块1213,所述第一本体1211上设有第一通孔1212,所述落料块1213设于所述第一通孔1212处,且所述落料孔13具有所述落料孔13。可以理解的是,在一实施例中,所述第一承载部121和所述第二承载部122可为一体成型结构,所述落料块1213可同时位于所述第一承载板12和所述第二承载板12上,进而在所述落料块1213上形成有贯穿所述承载板12的落料孔13。
77.所述落料孔13贯穿所述承载板12和所述第二固定板113,使得所述落料孔13为上下贯通的通孔,从而使得在产品200上冲压下的料件300能够从落料孔13的下端排出,所述落料孔13的下端为沿z轴方向下端的位置。
78.所述落料孔13包括落料入口131和落料出口132,在所述落料入口131和所述落料出口132之间,所述落料孔13具有垂直于所述冲压方向的第一截面133、第二截面134和第三截面135。所述第三截面135和所述第二截面134位于所述第一截面133的两侧,进一步地,所
述第三截面135位于所述落料入口131和所述第一截面133之间,所述第二截面134位于所述第一截面133和所述落料出口132之间,所述第一截面133的面积小于所述二截面的面积,且所述第一截面133的面积小于所述第三截面135的面积。从而在冲压所述产品200时,所述冲头30冲压产品200上的料件300至第一截面133处附近时,料件300与所述落料孔13在第一截面133处处于过盈配合的状态,从而使得该位置处的落料孔13能够卡固所述料件300。
79.自所述第一截面133向所述第三截面135,所述落料孔13具有第一斜度136,所述第一斜度136的范围为大于或等于0.05
°
且小于或等于0.2
°
。所述第一截面133和所述第三截面135的边缘的连线与所述第一截面133的边缘垂直于所述第三截面135的直线之间的夹角为所述落料孔13第一斜度136的角度,从而使得料件300能够顺利从所述落料入口131经第三截面135处移动至所述第一截面133处。在一具体实施例中,所述第一斜度136为0.2
°
。可以理解的是,在其他实施例中,所述第一斜度136还可替换为其他角度。
80.自所述第一截面133向所述第二截面134,所述落料孔13具有第二斜度137,所述第二斜度137的范围为大于或等于0.3
°
,且小于或等于1
°
。所述第一截面133和所述第二截面134的边缘的连线与所述第一截面133的边缘垂直于所述第二截面134的直线之间的夹角为所述落料孔13的第二斜度137的角度,从而使得料件300能够从所述落料入口131的第一截面133处移动至所述第二截面134处,以能够顺利的从所述落料孔13的落料出口132处移出。在一具体实施例中,所述第二斜度137为1
°
。可以理解的是,在其他实施例中,所述第二斜度137还可替换为其他角度。
81.所述第一定位组件14包括第一定位柱141和第一定位套142,所述第一定位套142嵌入所述第一固定板111中,所述第一定位柱141的一端可移动地设于所述第一定位套142中,另一端固定于所述下压机构20上。所述第一定位柱141与所述第一定位套142连接的端部套设有衬套143,且所述第一定位柱141的表面套设有第一弹性件144,进一步地,所述第一弹性件144为弹簧。所述第一弹性件144的两端分别抵持于所述第一定位柱141和所述衬套143上,以向所述衬套143提供一定的抵持力,使得所述衬套143始终位于所述第一定位柱141的端部。在所述第一定位柱141和所述第一定位套142进行连接时,使得所述衬套143先进入所述第一定位套142中,且二者之间设有黄油,以使得所述第一定位柱141和所述第一定位套142的对接能够更加顺畅。
82.在一实施例中,所述承载机构10还包括驱动组件15,所述驱动组件15包括第一驱动件151和支撑件152,所述支撑件152连接所述第一驱动件151。所述第一驱动件151设于所述第一模座11,所述支撑件152贯穿所述第二固定板113和所述承载板12,在所述产品200冲压完成后,所述第一驱动件151驱动所述支撑件152抵持所述产品200,用以移栽所述产品200,使得所述产品200能够被取出。
83.进一步地,所述第一驱动件151为气缸,所述支撑件152为支撑杆。可以理解的是,所述第一驱动件151和所述支撑件152的结构不限于此,如所述第一驱动件151还可替换为电机,所述支撑件152也可替换为支撑块。
84.请参阅图2,所述下压机构20包括第二模座21、导向板22和第二定位组件23,所述导向板22设于所述第二模座21上且所述导向板22朝向所述承载机构10。所述第二定位组件23的一端可移动地设于所述第二模座21上,另一端固定于所述承载板12上。所述第二模座21用以固定所述导向板22和所述第二定位组件23,所述导向板22用以对所述冲头30进行导
向,所述第二定位组件23用以在所述第一模座11和所述第二模座21之间进行导向定位作用。
85.所述第二模座21包括第三固定板211、垫板212和第二弹性件213,沿z轴方向,所述垫板212固定于所述第三固定板211朝向所述承载机构10的一侧,且二者通过紧固件,如螺丝或螺钉等进行固定。所述第二弹性件213的一端固定于所述第三固定板211上,另一端固定于所述导向板22上。进一步地,所述第二弹性件213为弹簧。
86.所述导向板22包括第一导向部221和第二导向部222,沿z轴方向,所述第一导向部221设于所述第二导向部222的下端,所述第二弹性件213的一端固定于所述第二导向部222上,所述第二导向部222与所述垫板212之间存在预定的间隙,以使得所述第二弹性件213能够存在一定的空间被压缩。所述第一导向部221和所述第二导向部222通过紧固件,如螺丝或螺钉等进行固定,且所述第一导向部221和所述第二导向部222为板体结构。可以理解的是,在其他实施例中,所述第一导向部221和所述第二导向部222还可替换为块状结构,用以对不同所述冲头30进行导向。
87.所述第一导向部221和所述第二导向部222上分别设有第二通孔223,且所述第一导向部221和所述第二导向部222上的第二通孔223的轴心相同。所述第二固定板113上第二通孔223的直径略微大于所述第一导向板22靠近所述承载机构10处的部分所述第二通孔223的直径,以有效避免出现所述冲头30无法有效复位的情况。进一步地,所述第二通孔223为导向孔,用以对所述冲头30进行导向。
88.所述第二定位组件23包括第二定位柱231和第二定位套232,所述第二定位柱231的一端可移动地设于所述第三固定板211和所述垫板212上,另一端与所述第二定位套232固定,所述第二定位套232设于所述承载板12内。所述第二定位组件23和所述第一定位组件14相配合,共同对所述承载机构10和所述下压机构20之间进行导向和定位,确保能够正确的对产品200进行冲压。
89.请参阅图2和图3,所述冲头30用于对设于所述承载板12上的产品200进行冲压,且所述冲头30的冲压方向指向所述落料孔13,以使从所述产品200上冲压下的料件300能够从所述落料孔13中排出。具体的,所述冲头30的一端固定于垫板212上,另一端可移动地设于所述第二通孔223内,且能够伸出所述第二通孔223并深入至所述落料孔13中以对所述产品200进行冲压。
90.请参阅图2,所述驱动机构40设于所述第三固定板211上,用以对所述第二模座21进行驱动,从而使得所述第二模座21带动所述导向板22向所述承载机构10移动,进而带动所述冲头30向所述落料孔13移动。在一实施例中,所述驱动机构40为气缸,可以理解的是,在其他实施例中,所述驱动机构40还可替换为电机。
91.请参阅图2,所述冲压装置100还包括限位机构50,所述限位机构50包括限位柱51和与所述限位柱51相适配的限位套52,所述限位柱51设于所述第三固定板211上,所述限位套52设于所述第二固定板113上,在所述下压机构20朝向所述承载机构10移动时,通过所述限位柱51和所述限位套52实现所述下压机构20和所述承载机构10支架的定位作用。
92.可以理解的是,在其他实施方式中,所述限位柱51和所述限位套52的位置可以进行互换。
93.请参阅图2和图4,所述冲压装置100对所述产品200的冲压过程如下:
94.所述驱动机构40驱动所述下压机构20从最高点开始向所述承载机构10运动,此时,所述承载机构10和所述下压机构20之间还未接触。
95.当所述第一导向部221接触到位于所述承载机构10上的产品200时,所述第一导向部221继续下移,直至所述产品200与所述第一承载部121紧密贴合时,所述第一导向部221停止运动。所述驱动机构40继续下移,从而带动所述第二模座21继续向下移动。所述第二弹性件213开始被压缩,所述第一导向部221受到所述弹性件的压力,从而压紧所述产品200。经过一定量的下压,所述冲头30接触到所述产品200。所述驱动机构40继续带动所述第二模座21下移,在所述第一导向部221贴合至所述第一承载部121上时,所述冲头30完全伸入所述落料孔13中,完成对所述产品200的冲压。
96.所述产品200经过所述冲头30的第一次冲压时,所述产品200上被冲压下来的料件300卡固于所述落料孔13的大致第一截面133处。此时,所述驱动机构40开始带动所述第二模座21上移,由于不再有外力的下压,在所述第二弹性件213的作用下,因所述第二弹性件213自身的弹性回复力,驱使所述第三固定板211上移,从而带动所述冲头30上移,使得所述冲头30脱离所述落料孔13,所述驱动机构40带动所述第二模座21复位。
97.重复上述的冲压步骤,使得所述冲头30进一步抵推位于所述落料孔13中的料件300,使得卡固于所述第一截面133处的所述料件300能够移动至所述第二截面134处,并从所述落料孔13处落下。所述驱动机构40再次带动所述第二模座21复位。
98.在对所述产品200进行完成冲压后,所述驱动组件15沿z轴方向向上顶推所述产品200,使得所述产品200脱离所述第一承载部121便于取下。
99.对下一所述产品200进行冲压,重复上述步骤即可。
100.综上所述,本技术实施例中提供冲压装置100通过将所述落料孔13设置为不同孔径的大小,使得在冲压时能够先对料件300进行卡固,待再次冲压时,料件300即可落料。设置该种落料孔13,无需在所述冲压装置100上设置其他的部件来辅助落料,从而使得所述冲压装置100的整体结构更加简单,也降低了冲压装置的成本。
101.另外,本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术公开的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1