仪表板铣削压紧定位装置的制作方法
1.本实用新型涉及汽车内饰制造设备领域,具体而言,涉及一种仪表板铣削压紧定位装置。
背景技术:
2.汽车的仪表板是汽车内饰最大的零部件,其具备汽车的多种功能外还兼顾美观和舒适性。目前,搪塑发泡仪表板已经成为乘用车仪表板的设计主流。
3.如图1和图2所示,搪塑发泡仪表板采用三层构造,表面是软质搪塑表皮1、中间是发泡层2、底层是注塑骨架3。仪表板发泡完成之后需要将工艺边以及设计的装配孔形状铣削出来,从而在后工序用于仪表板上的手件卡接装配。
4.铣削过程中,铣削机器人首先在仪表板型面沿法向在发泡层上铣出盲孔4,然后在盲孔4处的注塑骨架3上铣削出装配孔5。而仪表板整体为塑料件,不可避免会有翘曲变形。现有的设备工装只能将仪表板横向和纵向位置精确定位,保证盲孔4和装配孔5的位置精确;但对仪表板法向的翘曲变形无法约束,从而使仪表板盲孔4处的注塑骨架3与工装型面的贴合度不稳定。铣削机器人的铣刀6的高低位置由机器人程序根据工装坐标系基准设定,盲孔4处的注塑骨架3偏上铣刀6会铣伤甚至铣穿注塑骨架3,注塑骨架偏下铣刀6铣不到注塑骨架3表面导致发泡层2残留,影响仪表板装配孔的加工质量甚至将仪表板报废。
技术实现要素:
5.本实用新型的主要目的在于提供一种仪表板铣削压紧定位装置,以至少解决现有技术中仪表板在铣削装配孔的过程中其法向的翘曲变形无法约束,进而导致铣刀铣伤甚至铣穿注塑骨架或者铣不到注塑骨架表面导致发泡层残留的问题。
6.为了实现上述目的,本实用新型提供了一种仪表板铣削压紧定位装置,包括:驱动机构,固定设置在定位工装的底座上;摆臂,绕预设轴线可摆动地设置在驱动机构上;压紧机构,设置在摆臂上以随摆臂摆动,压紧机构与放置在定位工装上的仪表板相对;其中,驱动机构用于通过摆臂驱动压紧机构摆动,压紧机构具有绕预设轴线摆动的第一位置和第二位置,压紧机构摆动至第一位置时,压紧机构将仪表板的预设部位压紧以使仪表板的待铣削部位与定位工装的定位型面相互贴合;压紧机构摆动至第二位置时,压紧机构与仪表板相互分离。
7.进一步地,驱动机构为回转油缸;摆臂的第一端与回转油缸的输出转轴连接,摆臂的第二端与压紧机构连接。
8.进一步地,压紧机构包括:连接柄,连接柄的第一端与摆臂的第二端连接;压框,固定设置在连接柄的第二端;其中,压紧机构摆动至第一位置时,压框将仪表板的预设部位压紧以使仪表板的待铣削部位与定位工装的定位型面相互贴合。
9.进一步地,压框朝向仪表板的表面的型面结构与仪表板的预设部位的型面结构相匹配。
10.进一步地,仪表板上具有多个装配孔预留位;压紧机构摆动至第一位置时,压框位于多个装配孔预留位之间且压框的外边轮框与多个装配孔预留位邻接。
11.进一步地,压框的中心具有镂空结构。
12.进一步地,连接柄的第一端通过连接螺栓与摆臂的第二端可拆卸地连接。
13.应用本实用新型技术方案的仪表板铣削压紧定位装置,包括驱动机构、摆臂以及压紧机构,驱动机构固定设置在定位工装的底座上;摆臂绕预设轴线可摆动地设置在驱动机构上;压紧机构设置在摆臂上以随摆臂摆动,压紧机构与放置在定位工装上的仪表板相对;驱动机构用于通过摆臂驱动压紧机构摆动,压紧机构具有绕预设轴线摆动的第一位置和第二位置,压紧机构摆动至第一位置时,压紧机构将仪表板的预设部位压紧以使仪表板的待铣削部位与定位工装的定位型面相互贴合;压紧机构摆动至第二位置时,压紧机构与仪表板相互分离。从而在搪塑发泡仪表板进行装配孔铣削时,能够将仪表板的待铣削的部位压紧以使仪表板的待铣削部位与定位工装的定位型面相互贴合,进而消除仪表板法向的翘曲变形,保证铣刀在铣削时始终贴着仪表板的注塑骨架的上表面稳定铣削,不会铣穿注塑骨架或者离注塑骨架太远导致发泡层残留,保证仪表板装配孔的加工质量。
附图说明
14.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
15.图1是现有的搪塑发泡仪表板装配孔铣削作业过程中将注塑骨架铣穿的状态示意图;
16.图2是现有的搪塑发泡仪表板装配孔铣削作业过程中铣不到注塑骨架的状态示意图;
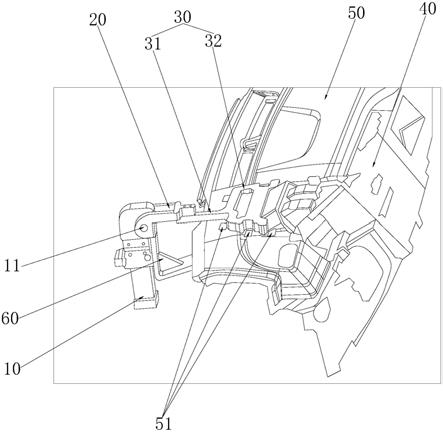
17.图3是根据本实用新型实施例可选的一种仪表板铣削压紧定位装置的非工作状态结构示意图;
18.图4是根据本实用新型实施例可选的一种仪表板铣削压紧定位装置的工作状态结构示意图;以及
19.图5是根据本实用新型实施例可选的一种仪表板铣削压紧定位装置的压紧机构将仪表板压紧的状态示意图。
20.其中,上述附图包括以下附图标记:
21.1、搪塑表皮、2、发泡层;3、注塑骨架;4、盲孔;5、装配孔;6、铣刀;10、驱动机构;11、输出转轴;20、摆臂;30、压紧机构;31、连接柄;32、压框;40、定位工装;50、仪表板;51、装配孔预留位;60、连接座。
具体实施方式
22.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
23.根据本实用新型实施例的仪表板铣削压紧定位装置,如图3至图5所示,包括驱动机构10、摆臂20以及压紧机构30,驱动机构10固定设置在定位工装40的底座上;摆臂20绕预
设轴线可摆动地设置在驱动机构10上;压紧机构30设置在摆臂20上以随摆臂20摆动,压紧机构30与放置在定位工装40上的仪表板50相对;驱动机构10用于通过摆臂20驱动压紧机构30摆动,压紧机构30具有绕预设轴线摆动的第一位置和第二位置,压紧机构30摆动至第一位置时,压紧机构30将仪表板50的预设部位压紧以使仪表板50的待铣削部位与定位工装40的定位型面相互贴合;压紧机构30摆动至第二位置时,压紧机构30与仪表板50相互分离。从而在搪塑发泡仪表板进行装配孔铣削时,能够将仪表板50的待铣削部位压紧以使仪表板50的待铣削部位与定位工装40的定位型面相互贴合,进而消除仪表板50法向的翘曲变形,保证铣刀在铣削时始终贴着仪表板50的注塑骨架的上表面稳定铣削,不会铣穿注塑骨架或者离注塑骨架太远导致发泡层残留,保证仪表板50装配孔的加工质量。
24.具体实施时,驱动机构10为回转油缸;回转油缸沿竖直方向设置,回转油缸的侧壁通过连接座60与定位工装40的底座固定连接,回转油缸将活塞的直线往复运动转换为输出转轴11的回转运动。摆臂20为叉形结构,摆臂20的第一端形成两个分叉的连接臂,两个连接臂的端部与回转油缸的输出转轴11的两端对应固定连接;摆臂20的第二端与压紧机构30连接从而带动压紧机构30往复摆动。
25.进一步地,压紧机构30包括连接柄31和压框32,连接柄31的第一端与摆臂20的第二端连接;压框32固定设置在连接柄31的第二端;压紧机构30摆动至第一位置时,压框32将仪表板50的预设部位压紧以使仪表板50的待铣削部位与定位工装40的定位型面相互贴合。
26.具体地,压框32朝向仪表板50的表面的型面结构与仪表板50的对应部位的型面结构相匹配,从而在压紧仪表板50时能够与仪表板50的上表面相互贴合,进而在压紧后使仪表板50与定位工装40的定位型面相互贴合。仪表板50上具有多个装配孔预留位51,压紧机构30摆动至第一位置时,压框32位于多个装配孔预留位51之间且压框32的外边轮框与多个装配孔预留位51邻接,从而保证将各个装配孔预留位51附近的仪表板50压紧与定位工装40的定位型面相互贴合,保证铣削机器人的铣刀在铣削装配孔时,铣刀始终贴着仪表板50的注塑骨架的上表面稳定铣削,既不会铣尚或铣穿注塑骨架,也不会导致发泡层残留。在实际应用时,定位工装40的定位型面上与各个装配孔预留位51对应的位置设置有支撑块,支撑块的型面结构与仪表板50底面的型面结构匹配,且该支撑块略高于工装的其他支撑块0.1mm,压框32压在仪表板50的表面将仪表板50紧紧地压在支撑块上,从而保证仪表板50在该位置的法向定位精度,保证铣刀在铣削时始终贴着仪表板50的注塑骨架的上表面稳定铣削。
27.进一步地,压框32的中心具有镂空结构,可以有效减轻压框32的重量,节省制造材料,同时也可以使压框32的回转运动更加灵活。
28.可选地,压紧机构30的连接柄31通过连接螺栓与摆臂20的第二端可拆卸地连接,从而能够根据仪表板50的具体型号选择不同的压紧机构30,不同型号的仪表板50的型面结构以及装配孔的开设位置均不相同,相应地,不同型号的压紧机构30的压框32的型面结构和外边轮廓也不相同;针对不同型号的仪表板50选择不同型号的压紧机构30能够保证压紧过程中使仪表板50与定位工装40的定位型面完全贴合,保证铣刀的铣削精度。
29.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1