一种可同时多点加热的焊前预热器的制作方法
1.本实用新型属于焊接处理设备技术领域,具体涉及一种可同时多点加热的焊前预热器。
背景技术:
2.焊前预热就是焊前将焊件局部和整体进行适当加热的工艺措施。其目的是减小焊接接头的冷却速度,避免产生淬硬组织和减小焊接应力与变形,它是防止产生焊接裂纹的有效方法。火焰加热是焊前预热的主要方法之一,对于焊接性差、厚度大的钢板,一般接头拘束大,焊接导热率高,并采用普通的非低氢型焊接材料进行焊接,应焊前预热。焊前预热焊接增加了能源消耗,因此在允许条件下,都应采用低温预热焊接,应采用表面接触式温度计在待焊区域两侧30~50mm范围内测量温度。为保持焊件温度,预热时需要持续进行,消耗的人工劳动力和燃气资源都比较大,且由于操作难度的限制,时常导致预热区域的受热温度不均匀,影响焊接质量。因此,需要一种新型技术方案解决此类问题。
3.设计一种可同时多点加热的焊前预热器,保持住焊接区域温度,降低气体消耗,提高施工工效。
技术实现要素:
4.针对上述现有技术中的不足,本实用新型提供了一种可同时多点加热的焊前预热器,以实现焊前预热的节能化与高效化。
5.本实用新型通过以下技术方案实施:一种可同时多点加热的焊前预热器,包括主管、至少一个预热器、至少一个软管、至少一个安装架、至少一个弹簧、支管、手柄。其中,所述主管呈一端封闭的空心管体,其管身上以线性阵列方式设有多个所述预热器,预热器出口端内壁设有弧面,预热器的内腔均通过所述软管与主管内腔连通,预热器整体通过铰接形式安装于所述安装架之上,安装架固定于所述主管之上;每个预热器的外壳均连接于至少一个所述弹簧的一端,弹簧的另一端与安装架连接;主管的另一端未封闭口与所述支管连接,支管连接于储有可燃气体的可燃气源;同时,主管侧壁之上还设有手柄;当可燃气体通过上述连接流入预热器内腔时,利用预热器出口端弧面对气流造成的附壁效应将可燃气体引导至弧面一侧,并在附近区域进行点火,进而对预热器造成单向冲击力,以单向冲击力作为弹簧所连接弹性系统进行自由振动的激励源,使预热器在输出加热火焰的同时进行往复式摆动。
6.进一步的,所述预热器包括转壳、喷嘴、隔板,其中,所述转壳呈中空壳体,并以铰接形式安装于所述安装架的固定轴上,转壳的一端通过所述软管与所述主管连接,另一端与所述喷嘴连接,喷嘴的端头呈扁平喇叭状开口,其端头两侧设有弧形内壁的导流板,所述隔板通过支架安装于喷嘴内腔的中央。
7.进一步的,所述预热器、所述软管、所述安装架与所述弹簧所组成的整体以等距阵列方式在所述主管管身布置方向上设有多个,其等距阵列的设计间距可确保任意一个预热
器喷射火焰可满足相邻预热器喷射可燃气所需闪点的条件。
8.进一步的,所述弹簧与所述预热器所组成的弹性系统进行自由振动时,预热器摆动的末端线速度大于可燃气体从预热器末端喷射而出的流速。
9.进一步的,所述支管连接可燃气源所储有的可燃气体为丙烷或乙炔。
10.进一步的,所述弹簧为拉伸弹簧,每一个所述喷嘴外壳的两侧各连接于一个所述弹簧的端头。
11.进一步的,所述转壳与所述固定轴为材质相同的金属材料制成,转壳与所述软管之间装有阻火器,所述阻火器可通过其内腔多个狭窄通道形成的器壁效应对喷嘴内腔的火焰传播实施阻隔。
12.进一步的,所述导流板内壁之上任意一处弧线的曲线偏角处于0~95
°
的范围之内。
13.进一步的,在所述导流板延伸至所述喷嘴端口处的位置上,与其弧形内壁相切的切线与水平面的夹角处于
±
20
°
范围之内。
14.进一步的,所述隔板超出所述喷嘴端面的一段与其整段长度的比值处于1:3~1:6的范围之内。
15.本实用新型的有益效果是:
16.1.本实用新型通过从预热器喷出可燃气体,点燃后形成加热火焰,同时利用端口导流板的附壁效应引导可燃气体的初始流动,以预热器端口内腔的两侧弧面对初始气流进行吸附并令其朝向两侧喷射,从而使任意一侧点火形成的单向爆燃波作为弹簧所处弹性系统的激励源,使预热器在喷射加热火苗的同时沿固定轴作往复式摆动,从而对工件形成线性区域的均匀加热,并通过多个等距线性设置的预热器同时摆动,以自动线性加热模式对大型工件实施高效率、高精度、高均匀度焊前预热措施,克服了现有的点加热技术操作繁琐、温度不均、浪费物料的缺点,同时有效节省了人工劳动力、降低燃气消耗量,并以此完成高质量的预热工艺与焊接工艺,具有较好的经济与实用价值。
17.2.本实用新型驱使预热器摆动的机构属于无需电力辅助的纯机械式结构,且设置于其壳体之外,摆动系统独立于气路系统而设置,并以软管为喷嘴提供摆动状态的柔韧性,再以阻火器连接、铰接同材质等设计提供保障,最大程度地抑制回火、静电因素,具有较高的操作安全性,同时操作方便、成本低廉、易于制造实施,并可在焊前预热之外的其他领域实施加热或表面处理作业,具有较高的适用性,是一种值得推广的新型装置。
附图说明
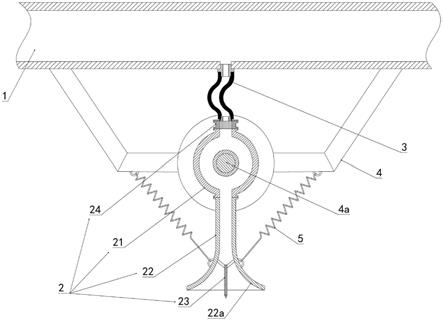
18.图1为本实用新型的整体结构示意图;
19.图2为本实用新型中预热器的局部装配示意图;
20.图3为本实用新型中预热器的轴测图;
21.图4为本实用新型的点火状态示意图;
22.图5为本实用新型的摆动状态示意图。
23.图中:1-主管,2-预热器,21-转壳,22-喷嘴,22a-导流板,23-隔板,24-阻火器,3-软管,4-安装架,4a-固定轴,5-弹簧,6-支管,7-手柄。
具体实施方式
24.下面结合说明书附图及实施例,对本实用新型作进一步的详细描述。
25.实施例1
26.如图1-3所示,一种可同时多点加热的焊前预热器,包括主管1、四个预热器2、四个软管3、四个安装架4、八个弹簧5、支管6、手柄7。其中,所述主管1呈一端封闭的空心管体,其管身上以线性阵列方式等距设有四个所述预热器2,预热器2包括转壳21、喷嘴22、隔板23、阻火器24,其中,所述转壳21呈中空壳体,并以以铰接形式安装于所述安装架4上相同金属材质的固定轴4a上,转壳21的一端通过所述软管3与所述主管1连接,另一端与所述喷嘴22连接,喷嘴22的端头呈扁平喇叭状开口,其端头两侧设有弧形内壁的导流板22a,所述导流板22a于图2所示内壁弧线的曲线偏角为75
°
,且导流板22a于端口处的内壁切线与水平面夹角为15
°
,所述隔板23通过支架安装于喷嘴22内腔二个导流板22a的中央,隔板23超出喷嘴22端面的一段与其整段长度的比值为1:4;转壳21与软管3之间装有所述阻火器24,阻火器24可通过其内腔多个狭窄通道形成的器壁效应对喷嘴22内腔的火焰传播实施阻隔;所述弹簧5为拉伸弹簧5,每一个喷嘴22外壳的两侧各连接于一个所述弹簧5的端头,弹簧5的另一端与安装架4连接,安装架4焊接固定于主管1之上;主管1的另一端未封闭口与所述支管6连接,支管6连接于储有成分为丙烷的可燃气源;同时,主管1侧壁之上还设有手柄7。
27.本实施例的具体实施步骤如下:
28.步骤一:开启支管6所连接的可燃气源开关,使丙烷气体以一定压力进入主管1内腔,当丙烷可燃气通过软管3、阻火器24的连接流入预热器2的喷嘴22内腔时,如图4所示,利用导流板22a内壁弧面对初始气流造成的附壁效应,对向下喷射的部分丙烷可燃气进行吸附并使其偏移原本的喷射方向,从而引导初始气流使其顺着左、右两侧导流板22a的内壁弧面进行流动,由于将导流板22a内壁弧线的曲线偏角设计为75
°
,可有效防止弧面曲率过大,进而确保附壁效应的顺利进行;此时在图4所示的a点区域进行点火,将集中于左侧(方向依图4)导流板22a附近的丙烷气流点燃,在燃烧反应还未进入隔板23右侧区域的一瞬间,以左侧爆燃波造成的单向冲击力瞬间推动隔板23与整个预热器2,使预热器2以固定轴4a为轴心向右摆动,并作为二个弹簧5所连接弹性系统进行自由振动的激励源,使预热器2在输出喷射火苗的同时按一定频率进行往复式摆动。
29.步骤二:当按步骤一操作点燃预热器2使其持续燃烧时,由于喷嘴22中央也有部分丙烷气体喷出,且隔板23超出喷嘴22端面的一段与其整段长度的比值为1:4,使左侧导流板22a的燃烧反应可跨越隔板23从喷嘴22之外传递至隔板23右侧,进而在预热器2向右摆动的同时使整个喷嘴22内腔持续输出加热火焰,如图5所示,当右侧(方向依图5)导流板22a因其附壁效应使右侧气流轨迹向右偏移时,由于此时导流板22a本身随着喷嘴22向右摆动,使右侧气流相对于右侧导流板22a的流速减慢,当预热器2、弹簧5所组成弹性系统的结构设计可确保喷嘴22摆动速度大于丙烷气体从喷嘴22喷射而出的流速时,右侧气流将会相对于右侧导流板22a静止甚至相对性地向左运动,使右侧导流板22a对右侧气流造成的附壁效应大为减弱,进而因右侧偏移气流造成的单向爆燃波冲击力减小;同理可得,左侧导流板22a与左侧气流的接触更为充分,使左侧导流板22a的附壁效益得到增益,从而令左侧气流及爆燃波造成的反向推力大于右侧,使整个预热器2在右摆状态下还会受到朝向右侧的冲击合力,当右摆状态运动到极限,左侧弹簧5开始收缩并驱使预热器2向左摆动时,同理可使预热器2在
左摆状态下受到朝向左侧的冲击合力,以此维持预热器2左右摆动的持续运行,利用燃气本身为预热器2的持续摆动提供维持动力。
30.步骤三:如图1所示,当按步骤一、步骤二所示点燃最左侧的预热器2并使其持续摆动时,在其摆动至右侧极限时,其输出火苗将会引燃右侧相邻预热器2导流板22a的左偏气流,进而按步骤一、步骤二同理驱动相邻预热器2输出加热火焰并进行持续性摆动,同理可得,操作者只需点燃一侧的预热器2,可使主管1上的四个预热器2全部触发喷焰、摆动动作,而后手提把手并对准大型工件,以四个预热器2的持续摆动输出均匀化的线性加热火焰,以此对大型工件实施焊前预热作业,并以此均匀预热状态实施焊接作业,得到高质量的焊接产品;当操作者手持把手横向移动时,线性加热火焰随着主管1的横向移动还可变为片区式扫描加热,从而对大型工件的整片区域实施快速预热,满足多种情况下的焊接要求。
31.实施例2
32.本实施例与实施例1的区别在于预热器2、软管3、安装架4的数量均为一个,弹簧5的数量仅为二个,支管6所连接可燃气源所储有的可燃气体为乙炔。如图2所示,与实施例1同理点燃并启动预热器2的摆动、喷焰状态,由于预热器2的数量仅设置一个,主管1的设计长度较短,操作者可单手握持把手对小型工件或复杂环境的局部区域实施线性预热作业,或手持把手以垂直于主管1管身的方向进行移动,对难以安装的小型工件实施焊前预热或表面处理作业。
33.实施例3
34.本实施例与实施例1的区别在于:将本实用新型的整体装置安装于具有往复直线运动功能的运动支架上,与实施例1同理点燃并启动四个预热器2的摆动、喷焰状态,当启动运动支架的驱动装置令主管1沿垂直于其管身的方向作往复式直线运动时,使四个预热器2在摆动喷焰状态下还会随着主管1进行往复式直线运动,在喷射火焰同时进行往复摆动与往复直线移动的交错运动下对一个方形区域产生极其均匀化的加热效果,以此实施高质量的焊前预热或表面热处理作业。
35.以上所述仅为本实用新型的较佳实施例,并非对本实用新型作出形式上的限定,对于本领域内的技术人员,利用本实用新型权利要求书的特征而作出的各种等同替换,均应落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1