饮料杯杯盖的组装装置的制作方法
1.本实用新型涉及饮料杯杯盖的组装装置。
背景技术:
2.申请号为201921117521.x的中国专利公开了一种带有加强筋条的饮料杯杯盖,加强筋条需要通过超声波焊接与杯盖顶壁的内表面一体连接,这就需要设计专门的组装装置,来组装和焊接加强筋条。
技术实现要素:
3.本实用新型的目的在于提供一种饮料杯杯盖的组装装置,其能将加强筋条安装在杯盖上,且将加强筋条和杯盖焊接在一起,组装出带有加强筋条的饮料杯杯盖。
4.为实现上述目的,本实用新型的技术方案是设计一种饮料杯杯盖的组装装置,包括:工作台、杯盖输送带、杯盖上料机械手、杯盖检查装置、料盘放置架、筋条存放盘、筋条上料机械手、筋条检查装置、超声波焊接装置、焊接检查装置、不料品剔除机械手、不料品收集箱、良品下料机械手以及良品输送带;
5.所述工作台上设有转台,转台上设有八个用于放置饮料杯杯盖的焊接治具,该八个焊接治具沿转台周向均布;工作台上还设有八个工位:杯盖上料工位,杯盖检查工位,筋条上料工位,筋条检查工位,焊接工位,焊接检查工位,不料品剔除工位,以及良品下料工位;该八个工位设于转台外围,且该八个工位沿转台周向等间隔依次排布;
6.所述杯盖输送带位于工作台外侧,且杯盖输送带与工作台的杯盖上料工位对接,杯盖输送带用于向工作台输送饮料杯杯盖;
7.所述杯盖上料机械手位于工作台外侧,且杯盖上料机械手靠近工作台的杯盖上料工位,杯盖上料机械手用于将杯盖输送带上的杯盖转移至到达杯盖上料工位的焊接治具上;
8.所述杯盖检查装置设于工作台上,且杯盖检查装置设于杯盖检查工位,杯盖检查装置用于对到达杯盖检查工位的焊接治具进行杯盖缺料检查;
9.所述料盘放置架位于工作台外侧,且料盘放置架靠近工作台的筋条上料工位;
10.所述筋条存放盘放置在料盘放置架上,筋条存放盘中排列存放有加强筋条;
11.所述筋条上料机械手位于工作台外侧,且筋条上料机械手靠近工作台的筋条上料工位,筋条上料机械手用于将筋条存放盘中加强筋条转移至到筋条上料工位的焊接治具上,使加强筋条安装在该焊接治具所承载的杯盖上;
12.所述筋条检查装置设于工作台上,且筋条检查装置设于筋条检查工位,筋条检查装置用于对到达筋条检查工位的焊接治具进行筋条缺料检查;
13.所述超声波焊接装置设于工作台上,且超声波焊接装置设于焊接工位,超声波焊接装置用于对到达焊接工位的焊接治具进行超声波焊接,使该焊接治具所承载的杯盖和加强筋条焊接在一起;
14.所述焊接检查装置设于工作台上,且焊接检查装置设于焊接检查工位,焊接检查装置用于对到达焊接检查工位的焊接治具进行焊接质量检查,判断该焊接治具所承载杯盖和加强筋条的焊接质量是否不良,且在判断出焊接质量不良时向外发送不良品确认信号;
15.所述不料品剔除机械手和不料品收集箱位于工作台外侧,且不料品剔除机械手和不料品收集箱靠近工作台的不料品剔除工位;不料品剔除机械手由不良品确认信号触发动作,将到达不料品剔除工位的焊接治具上的杯盖移入不料品收集箱;
16.所述良品下料机械手和良品输送带位于工作台外侧,良品输送带与工作台的良品下料工位对接,良品下料机械手靠近工作台的良品下料工位;良品下料机械手用于将到达良品下料工位的焊接治具上的杯盖移至良品输送带上;良品输送带用于向外输送完成焊接的饮料杯杯盖。
17.优选的,所述工作台上还设于杯盖缺料报警装置,杯盖缺料报警装置设于杯盖检查工位,且杯盖缺料报警装置由杯盖检查装置触发报警。
18.优选的,所述工作台上还设于筋条缺料报警装置,筋条缺料报警装置设于筋条检查工位,且筋条缺料报警装置由筋条检查装置触发报警。
19.优选的,所述良品输送带的末端设于良品收集箱。
20.优选的,所述转台配有驱动其转动的步进电机。
21.本实用新型的优点和有益效果在于:提供一种饮料杯杯盖的组装装置,其能将加强筋条安装在杯盖上,且将加强筋条和杯盖焊接在一起,组装出带有加强筋条的饮料杯杯盖。
22.本实用新型组装装置的工作过程如下:
23.步进电机驱动转台顺时针间歇转动,转台带动八个焊接治具间歇停留在八个工位处;
24.杯盖输送带向工作台输送待焊接加强筋条的杯盖;
25.杯盖上料机械手将杯盖输送带上的杯盖转移至到达杯盖上料工位的焊接治具上;
26.杯盖检查装置对到达杯盖检查工位的焊接治具进行杯盖缺料检查,且在检查出该焊接治具上缺少杯盖时,触发杯盖缺料报警装置报警;
27.筋条上料机械手将筋条存放盘中加强筋条转移至到筋条上料工位的焊接治具上,且使加强筋条安装在该焊接治具所承载的杯盖上;
28.筋条检查装置对到达筋条检查工位的焊接治具进行筋条缺料检查,且在检查出该焊接治具上缺少加强筋条时,触发筋条缺料报警装置报警;
29.超声波焊接装置对到达焊接工位的焊接治具进行超声波焊接,使该焊接治具所承载的杯盖和加强筋条焊接在一起;
30.焊接检查装置对到达焊接检查工位的焊接治具进行焊接质量检查,判断该焊接治具所承载杯盖和加强筋条的焊接质量是否不良,且在判断出焊接质量不良时向不料品剔除机械手发送不良品确认信号,触发不料品剔除机械手对下一个达到不料品剔除工位的焊接治具进行动作,将该焊接治具上的杯盖移入不料品收集箱;
31.良品下料机械手将到达良品下料工位的焊接治具上的杯盖移至良品输送带上;良品输送带将完成焊接的饮料杯杯盖送入良品收集箱。
附图说明
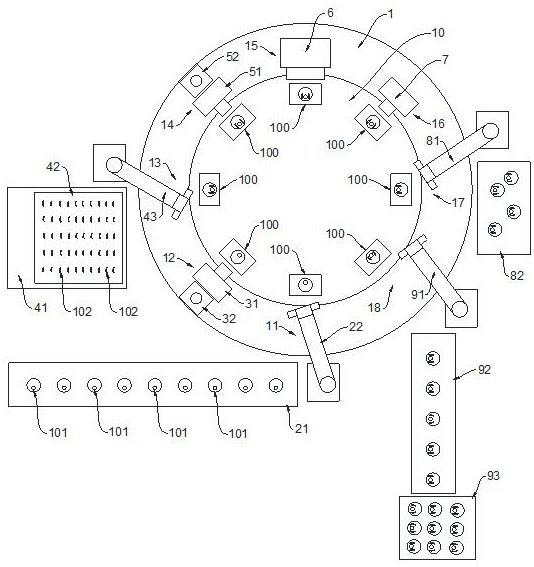
32.图1是本实用新型的示意图。
具体实施方式
33.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
34.本实用新型具体实施的技术方案是:
35.如图1所示,一种饮料杯杯盖的组装装置,包括:工作台1、杯盖输送带21、杯盖上料机械手22、杯盖检查装置31、料盘放置架41、筋条存放盘42、筋条上料机械手43、筋条检查装置51、超声波焊接装置6、焊接检查装置7、不料品剔除机械手81、不料品收集箱82、良品下料机械手91以及良品输送带92;
36.所述工作台1上设有转台10,转台10上设有八个用于放置饮料杯杯盖101的焊接治具100,该八个焊接治具100沿转台10周向均布;工作台1上还设有八个工位:杯盖101上料工位11,杯盖101检查工位12,筋条上料工位13,筋条检查工位14,焊接工位15,焊接检查工位16,不料品剔除工位17,以及良品下料工位18;该八个工位设于转台10外围,且该八个工位沿转台10周向等间隔依次排布;
37.所述杯盖输送带21位于工作台1外侧,且杯盖输送带21与工作台1的杯盖101上料工位11对接,杯盖输送带21用于向工作台1输送饮料杯杯盖101;
38.所述杯盖上料机械手22位于工作台1外侧,且杯盖上料机械手22靠近工作台1的杯盖101上料工位11,杯盖上料机械手22用于将杯盖输送带21上的杯盖101转移至到达杯盖101上料工位11的焊接治具100上;
39.所述杯盖检查装置31设于工作台1上,且杯盖检查装置31设于杯盖101检查工位12,杯盖检查装置31用于对到达杯盖101检查工位12的焊接治具100进行杯盖101缺料检查;
40.所述料盘放置架41位于工作台1外侧,且料盘放置架41靠近工作台1的筋条上料工位13;
41.所述筋条存放盘42放置在料盘放置架41上,筋条存放盘42中排列存放有加强筋条102;
42.所述筋条上料机械手43位于工作台1外侧,且筋条上料机械手43靠近工作台1的筋条上料工位13,筋条上料机械手43用于将筋条存放盘42中加强筋条102转移至到筋条上料工位13的焊接治具100上,使加强筋条102安装在该焊接治具100所承载的杯盖101上;
43.所述筋条检查装置51设于工作台1上,且筋条检查装置51设于筋条检查工位14,筋条检查装置51用于对到达筋条检查工位14的焊接治具100进行筋条缺料检查;
44.所述超声波焊接装置6设于工作台1上,且超声波焊接装置6设于焊接工位15,超声波焊接装置6用于对到达焊接工位15的焊接治具100进行超声波焊接,使该焊接治具100所承载的杯盖101和加强筋条102焊接在一起;
45.所述焊接检查装置7设于工作台1上,且焊接检查装置7设于焊接检查工位16,焊接检查装置7用于对到达焊接检查工位16的焊接治具100进行焊接质量检查,判断该焊接治具100所承载杯盖101和加强筋条102的焊接质量是否不良,且在判断出焊接质量不良时向外
发送不良品确认信号;
46.所述不料品剔除机械手81和不料品收集箱82位于工作台1外侧,且不料品剔除机械手81和不料品收集箱82靠近工作台1的不料品剔除工位17;不料品剔除机械手81由不良品确认信号触发动作,将到达不料品剔除工位17的焊接治具100上的杯盖101移入不料品收集箱82;
47.所述良品下料机械手91和良品输送带92位于工作台1外侧,良品输送带92与工作台1的良品下料工位18对接,良品下料机械手91靠近工作台1的良品下料工位18;良品下料机械手91用于将到达良品下料工位18的焊接治具100上的杯盖101移至良品输送带92上;良品输送带92用于向外输送完成焊接的饮料杯杯盖101。
48.所述工作台1上还设于杯盖缺料报警装置32,杯盖缺料报警装置32设于杯盖101检查工位12,且杯盖缺料报警装置32由杯盖检查装置31触发报警。
49.所述工作台1上还设于筋条缺料报警装置52,筋条缺料报警装置52设于筋条检查工位14,且筋条缺料报警装置52由筋条检查装置51触发报警。
50.所述良品输送带92的末端设于良品收集箱93。
51.所述转台10配有驱动其转动的步进电机(图中未示出步进电机)。
52.本实用新型组装装置的工作过程如下:
53.步进电机驱动转台10顺时针间歇转动,转台10带动八个焊接治具100间歇停留在八个工位处;
54.杯盖输送带21向工作台1输送待焊接加强筋条102的杯盖101;
55.杯盖上料机械手22将杯盖输送带21上的杯盖101转移至到达杯盖101上料工位11的焊接治具100上;
56.杯盖检查装置31对到达杯盖101检查工位12的焊接治具100进行杯盖101缺料检查,且在检查出该焊接治具100上缺少杯盖101时,触发杯盖缺料报警装置32报警;
57.筋条上料机械手43将筋条存放盘42中加强筋条102转移至到筋条上料工位13的焊接治具100上,且使加强筋条102安装在该焊接治具100所承载的杯盖101上;
58.筋条检查装置51对到达筋条检查工位14的焊接治具100进行筋条缺料检查,且在检查出该焊接治具100上缺少加强筋条102时,触发筋条缺料报警装置52报警;
59.超声波焊接装置6对到达焊接工位15的焊接治具100进行超声波焊接,使该焊接治具100所承载的杯盖101和加强筋条102焊接在一起;
60.焊接检查装置7对到达焊接检查工位16的焊接治具100进行焊接质量检查,判断该焊接治具100所承载杯盖101和加强筋条102的焊接质量是否不良,且在判断出焊接质量不良时向不料品剔除机械手81发送不良品确认信号,触发不料品剔除机械手81对下一个达到不料品剔除工位17的焊接治具100进行动作,将该焊接治具100上的杯盖101移入不料品收集箱82;
61.良品下料机械手91将到达良品下料工位18的焊接治具100上的杯盖101移至良品输送带92上;良品输送带92将完成焊接的饮料杯杯盖101送入良品收集箱93。
62.由上可知,本实用新型饮料杯杯盖的组装装置,其能将加强筋条102安装在杯盖101上,且将加强筋条102和杯盖101焊接在一起,组装出带有加强筋条102的饮料杯杯盖101。
63.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1