一种斜齿轮加工定位装置的制作方法
1.本实用新型属于斜齿轮加工技术领域,具体地说涉及一种斜齿轮加工定位装置。
背景技术:
2.齿轮是机械传动中最为常见的一种零部件,同时,齿轮的种类很多,其中,斜齿轮在工作过程中传动平稳,冲击、振动和噪声较小,在高速重载场合使用广泛,斜齿轮相比于直齿轮而言,斜齿轮的啮合线是斜线,加工难,存在轴向力,但是平稳性好、振动小。
3.斜齿轮的内孔键槽对齿面齿槽中心有较高的位置度要求,目前,一般采用划线对内孔键槽进行加工,通过目测斜齿轮划线位置在加工设备的正上方后,进行拉削加工,费时费力,同时,划线精度范围一般为0.2
‑
0.5mm,加工后的斜齿轮不能保证图纸要求,容易出现超出图纸要求的现象,不能满足斜齿轮的设计要求。
技术实现要素:
4.针对现有技术的种种不足,为了解决上述问题,现提出一种斜齿轮加工定位装置,以避免加工过程中通过目测造成的误差,并且减少加工过程中目测判断斜齿轮刻线的时间,提高了加工精确度,缩短了加工时间,从而提高了加工效率。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种斜齿轮加工定位装置,包括:
7.模体,其左端面为竖直面,其右端面为第一斜面,其顶面为第二斜面,且左端面与加工设备的安装孔连接;
8.位于模体右端面的定位轴,其嵌入斜齿轮的内孔中,且定位轴的轴线与模体的右端面相垂直;
9.和定位组件,其通过安装座设于模体顶面,所述定位组件的末端嵌入斜齿轮的齿槽内且所述齿槽为定位齿槽,所述定位组件平行于模体的右端面。
10.进一步,所述定位轴的形状与斜齿轮内孔的形状适配。
11.进一步,所述模体的第二斜面与水平面的夹角记为α1,所述模体的第一斜面与竖直面的夹角记为α2,所述定位轴与水平面的夹角为α3,且α1=α2=α3。
12.进一步,所述斜齿轮内孔的锥度为α0,则α0=2α1=2α2=2α3,以保证内孔键槽(即待加工部位)的槽底平行于水平面,有利于斜齿轮的加工,并能保证图纸技术要求。
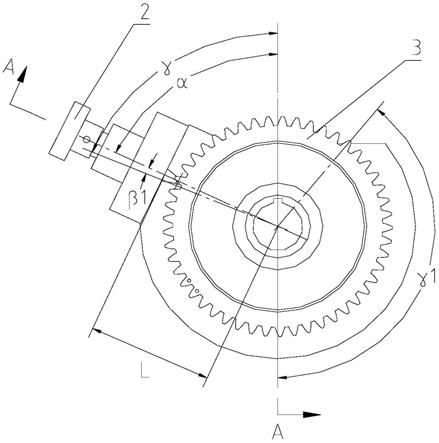
13.进一步,设定定位组件的中轴线与内孔键槽中心的夹角为α,则α=γ
‑
β1,其中,γ为定位齿槽与内孔键槽中心的角度,β1为斜齿轮的螺旋角投影在斜齿轮右端面的角度。
14.进一步,设定斜齿轮γ=(360/z)
×
n
‑
(180
‑
γ1)的齿数为z,图纸标注角度为γ1(即对斜齿轮成品的技术要求),则,其中,n表示根据图纸标注角度所在位置逆时针跨越的齿数,以确定定位组件所处的定位齿槽的位置,也就是说,根据斜齿轮图纸设计转换并确定定位齿槽。
15.进一步,设定定位组件位于斜齿轮的定位位置距离斜齿轮大外圆的轴向距离为
h1,斜齿轮分度圆的直径为d,把斜齿轮投影到其右端面,在斜齿轮右端面上,β1的对边为l1,因此,l1近似视为分度圆上的弧长,由l1=h1/tanβ1得到:
16.β1=l1×
180/[[d/2]
×
π]。
[0017]
进一步,设定定位组件与第一斜面的距离为h,则h=h0+h1,其中,h0表示斜齿轮的左端面距离其大外圆左端面的长度,且h0为斜齿轮图纸标注尺寸,h1表示定位组件位于斜齿轮的定位位置距离斜齿轮大外圆的轴向距离。
[0018]
进一步,设定第二斜面与定位轴中心的长度为l,以确定安装座的位置,则l=d/2+l,其中,d/2表示斜齿轮分度圆半径,l表示定位组件的末端位于定位齿槽的位置距离斜齿轮分度圆的长度。
[0019]
进一步,所述定位组件包括通过连接销连接的把手和活动顶针,其中,定位组件的中轴线即为活动顶针的中轴线,所述活动顶针靠近把手的一端设有定位销,其另一端设为球状并作为定位端(即定位组件的末端),所述安装座的内部开设安装槽,且安装槽内设有弹簧,所述活动顶针的定位端贯穿弹簧并延伸至安装槽的外侧,所述定位销抵在安装槽的另一侧。
[0020]
本实用新型的有益效果是:
[0021]
定位准确,避免加工过程中通过目测造成的误差,并且减少加工过程中目测判断斜齿轮刻线的时间,提高了加工精确度,缩短了加工时间,从而提高了加工效率,省时省力。
附图说明
[0022]
图1是本实用新型的整体结构示意图;
[0023]
图2是图1中a
‑
a剖面示意图;
[0024]
图3是斜齿轮螺旋角的换算示意图;
[0025]
图4是斜齿轮的纵向剖面示意图;
[0026]
图5是定位组件的结构示意图。
[0027]
附图中:1
‑
模体、2
‑
定位组件、3
‑
斜齿轮、4
‑
定位轴、5
‑
安装座、6
‑
把手、7
‑
活动顶针、8
‑
连接销、9
‑
定位销、10
‑
弹簧、11
‑
安装槽、12
‑
加工设备。
具体实施方式
[0028]
为了使本领域的人员更好地理解本实用新型的技术方案,下面结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本技术保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本实用新型创造。
[0029]
实施例一:
[0030]
如图1、图2和图5所示,一种斜齿轮加工定位装置,包括模体1、定位轴4和定位组件2。其中,模体1的左端面为竖直面,其右端面为第一斜面,其顶面为第二斜面,且左端面与加工设备12的安装孔连接。定位轴4位于模体1的右端面,定位轴4嵌入斜齿轮3的内孔中,且定位轴4的轴线与模体1的右端面相垂直,也就是说,斜齿轮3通过定位轴4安装于模体1上。定位组件2通过安装座5设于模体1的顶面,所述定位组件2的末端嵌入斜齿轮3的齿槽内且所
述齿槽为定位齿槽,所述定位组件2平行于模体1的右端面,也就是说,定位组件2对斜齿轮3起到定位作用,避免斜齿轮3在加工过程中出现晃动,提高加工精度。
[0031]
具体的,所述定位组件2包括通过连接销8连接的把手6和活动顶针7,即把手6和活动顶针7集成为一体。所述活动顶针7靠近把手6的一端设有定位销9,其另一端设为球状并作为定位端(即定位组件的末端),所述安装座5的内部开设安装槽11,且安装槽11内设有弹簧10,所述活动顶针7的定位端贯穿弹簧10并延伸至安装槽11的外侧,所述定位销9抵在安装槽11的另一侧。使用时,首先,通过把手6拉动活动顶针7,促使弹簧10处于压缩状态,此时,定位销9远离安装槽11,然后,确定定位齿槽的位置,最后,松动活动顶针7,在弹簧10的弹力作用下,活动顶针7复位,且定位销9抵在安装槽11的外侧。
[0032]
如图1至图4所示,所述定位轴4的形状与斜齿轮内孔的形状适配,所述模体1的第二斜面与水平面的夹角记为α1,所述模体1的第一斜面与竖直面的夹角记为α2,所述定位轴4与水平面的夹角为α3,且α1=α2=α3。所述斜齿轮内孔的锥度为α0,则α0=2α1=2α2=2α3,以保证内孔键槽(即待加工部位)的槽底平行于水平面,有利于斜齿轮3的加工,并能保证图纸技术要求。
[0033]
同时,设定定位组件2的中轴线与内孔键槽中心的夹角为α,则α=γ
‑
β1,其中,γ为定位齿槽与内孔键槽中心的角度,β1为斜齿轮3的螺旋角投影在斜齿轮右端面的角度。设定斜齿轮3的齿数为z,图纸标注角度为γ1(即对斜齿轮成品的技术要求),则γ=(360/z)
×
n
‑
(180
‑
γ1),其中,n表示根据图纸标注角度所在位置逆时针跨越的齿数,以确定定位组件2所处的定位齿槽的位置。设定定位组件2位于斜齿轮3的定位位置距离斜齿轮大外圆的轴向距离为h1,斜齿轮分度圆的直径为d,把斜齿轮3投影到其右端面,在斜齿轮右端面上,β1的对边为l1,因此,l1近似视为分度圆上的弧长,由l1=h1/tanβ1得到:β1=l1×
180/[[d/2]
×
π]。
[0034]
此外,设定定位组件2与第一斜面的距离为h,则h=h0+h1,其中,h0表示斜齿轮3的左端面距离其大外圆左端面的长度,且h0为斜齿轮图纸标注尺寸,h1表示定位组件2位于斜齿轮3的定位位置距离斜齿轮大外圆的轴向距离。设定第二斜面与定位轴4中心的长度为l,以确定安装座5的位置,则l=d/2+l,其中,d/2表示斜齿轮分度圆半径,l表示定位组件2的末端位于定位齿槽的位置距离斜齿轮分度圆的长度。
[0035]
综上所述,根据斜齿轮3的图纸要求,通过计算转化成定位装置的尺寸,进一步确定定位齿槽的位置,保证加工后的斜齿轮3满足图纸要求,并且减少加工时间。
[0036]
实施例二:
[0037]
本实施例与实施例一相同的部分不再赘述,不同的是:
[0038]
α1为5
°
42
′
38
″
,γ1为140
°
47
′
,z为49个(齿数),n=14.5个(跨齿数),γ为67
°
18
′
50
″
,d为126.821mm,β1为2
°
40
′6″
,α为64
°
38
′
44
″
,h0为21mm,h1为16mm,h为37mm,l为73mm。同时,加工后的斜齿轮完全符合图纸要求。
[0039]
以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1