一种超超临界锅炉受热面壁温施工装置的制作方法
1.本技术涉及火力发电设备技术领域,尤其涉及一种超超临界锅炉受热面壁温施工装置。
背景技术:
2.目前国内电力供应主要靠火力发电,大型火力发电机组锅炉高温受热面爆管是造成机组强迫停机的重要因素之一,而大多爆管都是由于管壁超温以及安装过程中措施不当引起的,因此准确把握高温受热面壁温分布情况与在安装过程中注意措施,才能对受热面的运行状态和锅炉的安全性正确判断。
3.由于科技进步和环保要求,近年来承建的电站都为大功率超临界机组,因此对锅炉水冷壁、过热器、再热器等管屏金属温度的检测要求更高,要能准确的测量锅炉管壁温度,热电偶的安装是个重要环节,通过多年的安装实践和总结经验,编制锅炉壁温安装施工工法,本工法在所安装的各大机组投产后运行中,对锅炉安全、节能、环保、经济运行都取得了很好的经济和社会效益,因此我们需要提出一种超超临界锅炉受热面壁温施工装置。
技术实现要素:
4.本实用新型的目的在于提供一种超超临界锅炉受热面壁温施工装置,具备能使隐蔽工程施工更合理、保证交叉作业的合理安排,确保施工安全、高效的优点,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种超超临界锅炉受热面壁温施工装置,包括集热块、热电偶、温度计、槽盒、保护套管和锅炉管子,所述集热块固定安装锅炉管子的表面,所述温度计插接于锅炉管子的内腔,所述热电偶固定安装于槽盒的内壁,所述保护套管套接于温度计的表面。
6.优选的,所述集热块采用不锈钢材料加工制成,所述集热块包箍固定于锅炉管子的表面。
7.优选的,所述集热块适用的锅炉管子直径主要有三种形式:直径在60mm以下、直径在200mm以下和直径在200mm以上。
8.优选的,所述锅炉管子壁厚为6.5mm,所述温度计插入孔需要开在锅炉管子管壁的中央。
9.优选的,所述保护套管的长度为500mm。
10.优选的,所述保护套管选用dn20~25管径,每根保护套管内穿1~3支温度计。
11.优选的,所述集热块焊接时应选用合适的焊材,一般碳钢用12cr1mov、15cr1mov,合金钢选用a312不锈钢焊条,不锈钢材质选用a302焊材,t91、92材质采用镍基焊材。
12.优选的,所述集热块在t91、92材质上安装时,在焊前对安装位置处的管子进行预热处理,预热温度需要达到300℃。
13.优选的,所述集热块与锅炉管子平行安装,如能满足集热块垂直安装的则选择垂
直安装。
14.优选的,所述热电偶采用双支铠状热电偶,分度为k、e分度,测温范围在0~600或800度,铠装偶丝长度为5、10、20、25米。
15.本技术实施例采用的上述至少一个技术方案能够达到以下有益效果:
16.本实用新型通过槽盒和保护套管的设置,槽盒在引出罩壳后要考虑温度元件的安装固定,适当增加槽盒宽度,按最短路径尽量集中原则,躲开人孔、检修孔、防爆门和窥视孔等区域,躲开温度变化大、振动大的区域,与高温管道、设备离开保温300mm的距离,为确保温度元件安装好不被交叉作业破坏,增加一段约500mm的保护套管引出保温层,因这部分温度计安装在水冷壁中间,必须在锅炉水压试验前完成,温度元件的插孔需要用胶带保护好避免垃圾堵塞。
附图说明
17.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
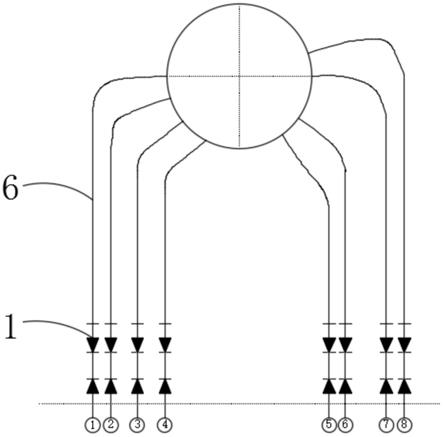
18.图1为本实用新型的结构示意图;
19.图2为本实用新型集热块安装示意图;
20.图3为本实用新型温度计安装示意图;
21.图4为本实用新型热电偶安装示意图;
22.图5为本实用新型锅炉管子热处理曲线示意图。
23.图中:1、集热块;2、热电偶;3、温度计;4、槽盒;5、保护套管;6、锅炉管子。
具体实施方式
24.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.以下结合附图,详细说明本技术各实施例提供的技术方案。
26.请参阅图1
‑
5,本实用新型提供一种技术方案:一种超超临界锅炉受热面壁温施工装置,包括集热块1、热电偶2、温度计3、槽盒4、保护套管5和锅炉管子6,集热块1固定安装锅炉管子6的表面,温度计3插接于锅炉管子6的内腔,热电偶2固定安装于槽盒4的内壁,保护套管5套接于温度计3的表面,集热块1一般采用不锈钢材料加工制成,集热块1适用的锅炉管子6直径主要有三种形式:直径在60mm以下、直径在200mm以下和直径在200mm以上,集热块1包箍固定于锅炉管子6的表面,要保证集热块1与金属母材的吻合,为更好的增加接触面积,保证测量的准确性,需要依据锅炉管子6直径大下选择合适的集热块1,在标记好的锅炉管子6上打磨清理,确认集热块1孔径符合要求才能安装,且间隙不能大于1mm,光滑无杂质后才能紧贴金属表面焊接;
27.锅炉管子6壁厚为6.5mm,温度计3插入孔需要开在锅炉管子6管壁的中央,一般水冷壁管子壁厚在6.5mm,温度计3插入孔需要开在管壁的中央,要保证位置准确才能确保管道的承压强度,采用专用定位打孔机开凿,或请厂家单独供货加工好的管段,这类壁温一般
选择直径2mm以下的测量元件,测温元件前端有固定用金属线,用于把温度计3固定在受热面的内壁上,因其固定用金属线极细,因此必须在机务安装条件具备时才能安装,炉膛内壁焊接时需要将多余的金属线剪掉;
28.保护套管5的长度为500mm,保护套管5选用dn20~25管径,每根保护套管5内穿1~3支温度计3,为确保温度元件安装好不被交叉作业破坏,应增加一段约500mm的保护套管5引出保温层,因这部分温度计安装在水冷壁中间,必须在锅炉水压试验前完成,温度元件的插孔需要用胶带保护好避免垃圾堵塞;
29.集热块1焊接时应选用合适的焊材,一般碳钢用12cr1mov、15cr1mov,合金钢选用a312不锈钢焊条,不锈钢材质选用a302焊材,t91、92材质采用镍基焊材,集热块1在t91、92材质上安装时,在焊前对安装位置处的管子进行预热处理,预热温度需要达到300℃,集热块1与锅炉管子6平行安装,如能满足集热块1垂直安装的则选择垂直安装;
30.热电偶2采用双支铠状热电偶,分度为k、e分度,测温范围在0~600或800度,铠装偶丝长度为5、10、20、25米,采用直径为4~6mm,根据检测点到引出高温罩壳的距离进行调整,在校对合格、挂好设备名称标牌后,方可安装;
31.锅炉壁温槽盒4安装时要考虑到锅炉设备热膨胀以及管到的晃动需要的空间,在锅炉与钢架设备自由移动的位置考虑其膨胀距离和高低对槽盒4进行软连接,增加制作膨胀节,安装槽盒4的大小应根据温度元件的数量决定,一般10支以下安装100
×
150、20支以下安装200
×
150、50支以下安装300
×
150、100支以下安装400
×
150,总的汇线槽盒4可以选择600
×
150,这样可以方便温度计接线盒的固定,所有在炉顶罩壳内的槽盒4组装连接片在4~5米处可以不安装固定螺丝,在连接处和汇线是都应留有膨胀活动以防止对温度元件的拉伤,槽盒4在引出罩壳后要考虑温度元件的安装固定,适当增加槽盒4宽度,按最短路径尽量集中原则,躲开人孔、检修孔、防爆门和窥视孔等区域,躲开温度变化大、振动大的区域,与高温管道、设备离开保温300mm的距离;
32.保护套管5一般选用dn20~25管径,一般,每根保护套管5内穿1~3支温度计,保护套管5每根弯头不能超过一个,如需两个以上,每个个弯头需要增加软连接,保护套管5一般可以采用电动弯管机冷弯,弯曲半径不小于管道直径的6倍,管子弯曲后不能有裂纹或显著的凹陷现象,弯曲部分的断面应呈圆形,其弯扁程度不应大于管子外径的10%,电缆保护套管5的管口应光滑无毛刺和尖锐棱角并胀成喇叭口,所有保护套管5只能和槽盒焊接,其他支撑采用包箍固定在吊杆上;
33.热电偶2安装时应对照图纸设计再次核对,在检测点与保护管之间应有膨胀弯,如有特殊的沉降的地方根据沉降数据留有足够的长度,并使用金属软管从槽盒的出口至保护管连接起来,保证温度元件不外露,温度元件的引出端敷设在槽盒内应整齐美观,留有伸缩余地,弯头处保证足够的弧度不应急弯,按照设备上的管屏序号顺序将元件接线盒安装在槽盒的外侧,保证整齐美观,便于检修维护,安装结束后应对温度元件的终端进行加热检查,确定有无差错;
34.前端i/o柜一般选择在检修平台或走道的边上等便于检修维护的地方,施工按照盘柜安装的标准进行,补偿导线敷设时应尽可能远离强电磁干扰区域,壁温电缆槽盒4内不敷设动力电缆,补偿导线一般为红色、黑色两芯,接线时红色接温度计3正极、黑色接负极,电缆头制作采用热缩套管,制作工艺与低压电缆相同,屏蔽层应在盘柜侧接至专用接点网。
35.工作原理:使用者在施工过程中,将集热块1安装于锅炉管子6的表面,此时集热块1与锅炉管子6应平行安装,如能满足集热块1垂直安装的尽量垂直安装,在标记好的管子上打磨清理,确认集热块1孔径符合要求才能安装,且间隙不能大于1mm,光滑无杂质后才能紧贴金属表面焊接,然后安装温度计3,温度计3插入孔需要开在锅炉管子6管壁的中央,一般水冷壁管子壁厚在6.5mm,温度计3插入孔需要开在管壁的中央,要保证位置准确才能确保管道的承压强度,采用专用定位打孔机开凿,或请厂家单独供货加工好的管段,这类壁温一般选择直径2mm以下的测量元件,测温元件前端有固定用金属线,用于把温度计3固定在受热面的内壁上,因其固定用金属线极细,因此必须在机务安装条件具备时才能安装,炉膛内壁焊接时需要将多余的金属线剪掉,之后进行保护套管5安装,为确保温度元件安装好不被交叉作业破坏,应增加一段约500mm的保护套管5引出保温层,因这部分温度计安装在水冷壁中间,必须在锅炉水压试验前完成,温度元件的插孔需要用胶带保护好避免垃圾堵塞。
36.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1