一种压丝机构、焊接压紧装置及串焊机的制作方法
1.本技术涉及太阳能电池制造技术领域,尤其涉及一种压丝机构、焊接压紧装置及串焊机。
背景技术:
2.太阳能源作为一种清洁能源,越来越受到人们的喜爱,太阳能电池作为战略性新兴能源产业,由于其安全、少污染和可再生性能,近年来备受各国的重视和推崇,并在太阳能电池生产工艺上提出了更高的要求。
3.目前常规太阳能电池通常由多片太阳能电池片拼接形成电池串,电池串作为太阳能电池的组成部件,其由电池片串焊机将太阳能电池片连接而成的。在一种较为常见的实现中,可以通过焊带将电池片焊接连接成电池串,焊接是太阳能组件生产的关键工序,焊接的好坏不仅关乎组件的电性能。
4.目前异质结电池串在焊接时焊带压覆采用压针结构,压针机构压覆焊带,因机构体积大使焊接区域内热量遮挡而不能均匀分布,热量均匀性受阻挡,导致焊接过程中存在中间焊接正常而周边虚焊,或者周边焊接正常而中间过焊,温度控制性均匀性较差,严重影响批量焊接的质量问题。
技术实现要素:
5.有鉴于此,本技术实施例提供一种压丝机构、焊接压紧装置及串焊机,至少部分解决现有技术中存在的问题。
6.第一方面,本技术提供了一种压丝机构,所述压丝机构包括框架,所述框架中至少一相对侧的边框设置有穿孔固定座,所述穿孔固定座间隔开设有固定孔,相对侧穿孔固定座的所述固定孔之间连接有压丝。
7.根据本技术实施例的一种具体实现方式,所述穿孔固定座在垂直于其轴线方向的截面形状为l形,且所述l形的水平台朝向所述框架的外侧,
8.根据本技术实施例的一种具体实现方式,所述固定孔均匀的设置于所述穿孔固定座的l形水平台的上表面和侧表面,且所述上表面和侧表面的固定孔一一对应。
9.根据本技术实施例的一种具体实现方式,所述压丝与所述固定孔可拆卸连接,所述压丝穿过所述上表面的固定孔,并通过在所述侧表面的固定孔内设置固定件将所述压丝固定。
10.根据本技术实施例的一种具体实现方式,所述框架为矩形框架。
11.根据本技术实施例的一种具体实现方式,所述压丝为钢丝,所述钢丝的直径为毫米级。
12.第二方面,本技术提供了一种焊接压紧装置,所述焊接压紧装置包括如第一方面任一实施例所述的压丝机构,所述焊接压紧装置还包括固定架,所述固定架的相对着的两边框分别穿过所述穿孔固定座将所述压丝机构固定安装在所述固定架上。
13.根据本技术实施例的一种具体实现方式,所述固定架连接有动力装置,所述动力装置带动所述固定架上下运动。
14.第三方面,本技术还提供了一种串焊机,所述串焊机包括焊接输送装置和第二方面任一实施例所述的焊接压紧装置,所述焊接输送装置包括输送带和位于所述输送带下方以支撑所述输送带的支撑架,所述输送装置用于输送电池片和焊带。
15.根据本技术实施例的一种具体实现方式,所述压丝与所述焊接输送装置的传输方向垂直。
16.有益效果
17.根据本实用新型实施例提供的压丝机构,将串焊机中的压针机构中的压针和弹簧替换为压线,在焊接时可采用较细的压丝压覆焊带,减少了因压针机构遮挡造成的光强损失,减少在焊接区域内对温度循环的影响,极大地提高了温度均匀性,提高了焊接质量。
附图说明
18.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
19.图1为根据本实用新型一实施例的串焊机的俯视图;
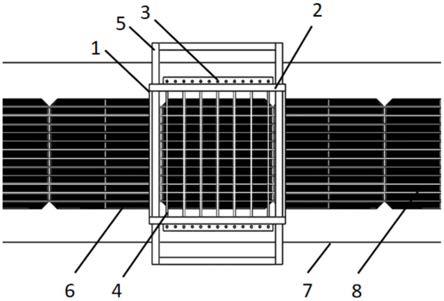
20.图2为根据本实用新型一实施例的串焊机的截面图。
21.图中:1、框架;2、穿孔固定座;3、固定孔;4、压丝;5、固定架;6、电池片;7、输送带;8、焊带。
具体实施方式
22.下面结合附图对本技术实施例进行详细描述。
23.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
24.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
25.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘
制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
26.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
27.下面结合附图1
‑
2说明本实用新型的压丝机构、焊接压紧装置及串焊机,在图2中,与图1相同的附图标记表示相同的部件。
28.第一方面,本技术实施例提供了一种压丝机构,包括框架1,所述框架1上其中一相对着的两个边框为穿孔固定座2,所述两个穿孔固定座2之间连接有压丝4,所述压丝4的两端分别通过固定孔3与所述穿孔固定座2连接,所述固定孔3设置于所述穿孔固定座2上。
29.在本实施例中,所述固定孔3均匀的设置于所述穿孔固定座2的l形水平台的上表面和侧表面,所述上表面和侧表面的固定孔3一一对应,且相对应的固定孔3之间是相互连通的。
30.进一步的,所述压丝4通过所述固定孔3进行可拆卸的连接,所述压丝4的端部穿过所述上表面的固定孔3,通过在所述侧表面的固定孔3内设置有固定连接件将所述压丝4固定,优选的,所述固定连接件可为螺钉或螺栓等。
31.所述压丝4用于在电池片6焊接时压覆焊带8,所述压丝4垂直于所述焊带8,所述压丝4在所述框架1内处于拉直状态,并具有一定的弹性,因此在焊接时可以更好地压覆所述焊带8。
32.进一步的,所述压丝4与固定孔3之间为可调节连接,以保证压丝4的拉直状态,本技术中并不对所述压丝4的调节方式进行限定,只要能够保证在安装就位的情况下,所述压丝4与所述固定孔3之间可实现压丝4的松紧调节即可。
33.在另一个实施例中,所述压丝4的粗细可调,当在焊接时,所述压丝4可采用较细的丝线压覆所述焊带8,与现有技术中常用的压针机构相比,在进行焊接时,所述压丝机构由于较细的压丝4遮挡光的面积少于所述压针机构遮挡光的面积,因而减少了为焊接提供热源的红外灯管的光强损失,提高温度均匀性,从而可提高焊接质量。
34.需要说明的是,所述压丝4的数量为若干个,并间隔的铺设于所述框架1内,在具体焊接过程中,可依据对所述焊带8压覆效果,自由添加或减少压丝的数量,因此,在设计穿孔固定座2的所述固定孔3时,可适当增加孔的数量,在使用时,可更加方便的对所述压丝4进行增减。
35.进一步的,为了对所述焊带8的压覆效果更加均匀,所述压丝4垂直于所述穿孔固定座2,且所述压丝4相互平行的均匀的铺设在所述框架1内。
36.优选的,所述穿孔固定座2中的其中一个在垂直于其轴线方向的截面形状为l形,且所述l形的水平台朝向所述框架1的外侧,所述穿孔固定座2中的另一个与其呈对称设置。
37.根据本技术实施例的一种具体实现方式,所述固定孔3位于所述穿孔固定座2的l形的水平台上。进一步的,所述压丝4位于所述穿孔固定座2的底部,并与所述l形的水平台相连接,所述压丝4穿入所述固定孔3进行可拆卸固定,一个所述固定孔3固定一个所述压丝4的一端,所述固定孔3间隔的设置在所述l形的水平台上。
38.根据本技术实施例的一种具体实现方式,所述框架为矩形框架。
39.根据本技术实施例的一种具体实现方式,所述压丝4为钢丝,所述钢丝的直径为毫
米级。所述钢丝可设置为较细的,在满足压覆所述焊带8的条件下尽量细,可减少在焊接过程中对红外灯管的光强的遮挡,增加在焊接区域温度的循环,提高焊接质量。
40.第二方面,本技术实施例还提供一种焊接压紧装置,所述焊接压紧装置包括如前述第一方面任一实施例所述的压丝机构,所述焊接压紧装置还包括固定架5,所述固定架5的相对着的两边框分别穿过所述穿孔固定座2将所述压丝机构固定安装在所述固定架5上。
41.在本实施例中,所述固定架5为矩形结构,所述压丝机构的框架1为正方形结构,所述固定架5的长边长度大于所述框架1的边长,所述固定架5的短边长度小于所述框架1的边长,所述固定架5的两个所述长边垂直穿过所述框架1上的穿孔固定座2,以将所述框架1套设在所述固定架5上。
42.进一步的,所述固定架5连接有动力装置,所述动力装置带动所述固定架5上下运动,实现对所述焊带8的压覆和抬起。
43.第三方面,本技术实施例还提供一种串焊机,所述串焊机包括焊接输送装置和前述第二方面任一实施例所述的焊接压紧装置,所述焊接输送装置包括输送带7和位于所述输送带7下方以支撑所述输送带7的支撑架,所述输送装置用于输送电池片6和焊带8。
44.需要说明的是,在本发明实施例中除了设置有输送带7之外,通常还设置有与输送带7配套的滚轮以及驱动电机等配套结构。
45.进一步的,所述压丝4与所述焊接输送装置的传输方向垂直。
46.需要说明的是,在本发明实施例中所述串焊机中设有除了本技术提供的装置外,还应包括供料装置,焊接装置,检测和定位装置,转移装置和收集装置等,以实现电池片的完整的焊接过程。
47.本实用新型提供的实施例,针对在焊接电池片时采用压针机构而导致的焊接不均匀的问题,发明了一种压丝机构,本技术的压丝机构结构简单,使用灵活方便,实现了温度的良好循环,提高了焊接质量。
48.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1