焊接线数据生成装置、焊接系统、焊接线数据生成方法及程序与流程
1.本发明涉及焊接线数据生成装置、焊接系统、焊接线数据生成方法及程序。
背景技术:
2.当今,在众多领域使用焊接机器人,焊接作业的自动化得到推进。由焊接机器人进行的焊接中,需要事先决定作为焊接对象的结构物整体的焊接通道(或焊接线),预先对焊接机器人进行设定。在专利文献1中记述有一项迅速使操作员选定焊接线的技术。
3.现有技术文献
4.专利文献
5.专利文献1:日本国特开2010-184278号公报
6.但是,为了由专利文献1所述的技术特定焊接线,需要操作员以手册操作指定各个面,手工作业花费劳力。另外,虽然自动进行焊接线特定的技术也有一定普及,但需要对各个面都进行一轮是否作为焊接线的判定处理,特定焊接线非常耗时。
技术实现要素:
7.本发明的目的在于,能够有效率且自动地特定由焊接机器人进行焊接的部位或其候选。
8.基于这一目的,作为一项发明,提供一种焊接线数据生成装置,是生成特定通过焊接机器人进行焊接的部位的焊接线数据的焊接线数据生成装置,其具有:记录部,其记录按照构件的配置名的组合类别表示可否由焊接机器人进行焊接的可否信息;提取部,其从焊接所制造的结构体的三维数据中,提取相邻的2个以上的构件的组合;生成部,如果与被提取的2个以上的构件的组合对应的配置名的组合为可焊接时,其生成特定在该组合所对应的2个以上的构件间进行焊接的部位的焊接线数据。
9.还有,在焊接线数据生成装置中,优选还具有配置名特定部,其基于构成三维数据的各构件的形状和构件与其他构件的位置关系中的双方或一方,对构成结构体的各构件的配置名进行特定。
10.这里的配置名特定部,将不需要通过焊接机器人进行焊接的构件作为非焊接构件进行特定,生成部在被提取的构件的组合的一方是非焊接构件时,可以将该组合从焊接对象中排除。
11.另外,配置名特定部,也可以基于构成三维数据的构件的面积,特定具有板状形状的构件的配置名。
12.还有,配置名特定所使用的构件的形状的信息中,也可以包含坡口形状的信息。
13.另外,配置名特定部,可以基于与配置名已特定的其他构件的位置关系,特定与其他构件相邻的构件的配置名。
14.另外,配置名特定部,作为被提取的2个构件间的位置关系,计算另一个构件相对于一个构件的倾斜角、旋转角、扭转角之中至少1个以上的值,在所计算出的值是阈值以上
时,将另一个构件作为非焊接构件进行特定,生成部在提取的相邻的构件的组合的一方是非焊接构件时,可以将该组合从焊接的对象中排除。
15.另外,这里的配置名特定部,可以使用学习了构件的形状和构件与其他构件的位置关系中的双方或一方与构件的配置名的关系的学习完成模型,特定构成结构体的各构件的配置名。
16.还有,生成部在提取的2个构件为可焊接时,可以进一步判定2个构件之间在相邻的部分有无坡口,在有坡口时,遵循坡口形状的信息生成所述焊接线数据。
17.另外,作为另一发明,提供一种焊接系统,其具有对构件彼此进行焊接的焊接机器人,和基于焊接线数据控制焊接机器人的动作的焊接控制装置,其中,具有:记录部,其记录按照构件的配置名的组合类别表示可否由焊接机器人进行焊接的可否信息;提取部,其从由焊接制造的结构体的三维数据中,提取相邻的2个以上的构件的组合;生成部,如果与被提取的2个以上的构件的组合对应的配置名的组合为可焊接时,其生成特定在该组合所对应的2个以上的构件间进行焊接的部位的焊接线数据。
18.此外,作为另一发明,提供一种焊接线数据生成方法,其是生成特定通过焊接机器人进行焊接的部位的焊接线数据的方法,其中,具有:从焊接所制造的结构体的三维数据中,提取相邻的2个以上的构件的组合的处理;通过参照预先准备的配置名的组合类别的可否信息,判定与被提取的2个以上的构件的组合对应的配置名的组合可否焊接的处理;在与提取的2个以上的构件的组合对应的配置名的组合为可焊接时,生成特定在该组合所对应的2个以上的构件间进行焊接的部位的所述焊接线数据的处理。
19.此外,作为另一发明,提供一种使计算机执行如下处理的程序,所述处理包括:从经由焊接制造的结构体的三维数据中,提取相邻的2个以上的构件的组合的处理;通过参照预先准备的配置名的组合类别的可否信息,判定与被提取的2个以上的构件的组合对应的配置名的组合可否焊接的处理;在与提取的2个以上的构件的组合对应的配置名的组合为可焊接时,生成特定在该组合所对应的2个以上的构件间进行焊接的部位的所述焊接线数据的处理。
20.根据本发明,能够有效率且自动地特定由焊接机器人进行焊接的部位或其候选。
附图说明
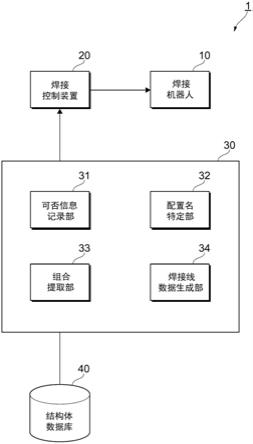
21.图1是表示本实施方式的焊接系统的构成例的图。
22.图2是说明倾斜、旋转,扭转等的位置关系的图。
23.图3是说明结构体与作为其构成要素的构件的图。
24.图4是表示可否信息记录部所记录的可否焊接信息的结构例的图。
25.图5是表示判定为有坡口的构件间的关系的例子的图。
26.图6是表示判定为无坡口的构件间的关系的例子的图。
27.图7是说明由焊接线数据生成装置执行的处理操作的流程图。
28.图8是表示接受候选焊接线的修正的画面的一例的图。
具体实施方式
29.以下,参照附图,说明本发明的焊接电源、焊接系统、焊接电源的控制方法及程序
的实施方式的例子。还有,各图是为了说明本发明而拟定,本发明的实施方式不受图示的内容限制。
30.<系统的整体构成>
31.图1是表示本实施方式的焊接系统1的构成例的图。
32.图1所示的焊接系统1,具有:对于作为焊接对象的构件彼此进行焊接的焊接机器人10;控制焊接机器人10的动作的焊接控制装置20;将提供焊接位置的焊接线数据提供给焊接控制装置20的焊接线数据生成装置30;存储三维数据的结构体数据库40,所述三维数据记载了构成通过焊接制造的结构体的各构件的形状和构件间的位置关系等。
33.焊接机器人10,根据用途有各种各样的种类。例如有钢筋焊接所使用的钢筋焊接机器人、建筑零件焊接机器人、桥梁焊接机器人、台车零件焊接机器人、叉式升降车零件焊接机器人、面向船舶领域的焊接机器人。
34.在本实施方式中,作为焊接机器人10,假设为钢筋焊接机器人。
35.焊接控制装置20,例如由计算机构成,控制1台或多台的焊接机器人10的动作。
36.计算机由如下等构成:运行控制程序的运算部;存储引导程序等的非易失性半导体存储器;运行控制程序的易失性半导体存储器;存储焊接线数据的硬盘装置,该数据指定从焊接机器人10收集的动作参数和焊接的部位。
37.作为计算机的焊接控制装置20上,还连接有键盘和触摸屏等的输入装置、显示焊接进行相关信息的显示装置。
38.本实施方式的焊接线数据,是指处于相邻关系的2个以上的构件之中,对其进行焊接的部位(焊接线)进行规定的数据的集合。
39.在相邻关系中存在如下关系,例如某个构件与其他构件相接触的关系,某个构件与其他构件之间有间隙的关系,其他构件咬入某个构件的关系等。本实施方式的情况下,所谓间隙,是指可以由焊接对构件进行连接的预定距离以下的空间。
40.焊接线数据生成装置30,例如也可由计算机构成。这里的计算机,由如下构成:运行应用程序的运算部;存储引导程序等的非易失性半导体存储器;运行应用程序的易失性半导体存储器;记录包括应用程序和焊接线数据在内的数据的硬盘装置;输入装置;显示装置等。
41.本实施方式的硬盘装置中,还记录有按照构件的配置名的组合类别表示可否焊接的信息(以下称为“可否焊接信息”)。在本实施方式中,将硬盘装置之中记录有可否焊接信息的区域部分称为可否信息记录部31。可否信息记录部31是记录部的一例。
42.在本实施方式中,作为应用程序等的记录装置,例示的是硬盘装置,但也可以是在半导体存储器和其他记录介质上读写数据的装置。另外,硬盘装置可以是内置于焊接线数据生成装置30的装置,也可以是外接的装置。
43.图1中,将焊接控制装置20和焊接线数据生成装置30分别作为独立的装置绘制,但焊接控制装置20中也可以包含焊接线数据生成装置30的部分或全部功能。
44.本实施方式的情况下,焊接线数据生成装置30,通过通信线或网络连接于焊接控制装置20。这里的网络,例如是lan(local area network)或互联网(包括云网络)。
45.不过,焊接线数据生成装置30的作用,是生成焊接所需要的焊接线数据,焊接线数据生成装置30与焊接控制装置20的连接并非必须。例如焊接线数据生成装置30和焊接控制
装置20未由通信线等连接时,焊接线数据生成装置30所生成的焊接线数据,使用移动式的记录介质写入焊接控制装置20即可。
46.焊接线数据生成装置30,通过由运算部运行应用程序,实现有效率且自动地特定焊接线或候选焊接线的功能。图1中,焊接线数据生成装置30执行的功能之中,作为有效率且自动地特定焊接线或候选焊接线这一功能的单元,表示配置名特定部32、组合提取部33、焊接线数据生成部34这3个。
47.在本实施方式中,因为设定的是未对三维cad(computer
‑
aided design)数据上的各构件赋予配置名的情况,所以准备了配置名特定部32。通过设置配置名特定部32,即使未对各构件赋予配置名时,也可以使用组合提取部33和焊接线数据生成部34来特定焊接线或候选焊接线。还有,如果对于三维cad数据(以下也称为“三维数据”)上的各构件已赋予配置名的情况下,则不需要配置名特定部32,或停止所设置的配置名特定部32的运行。
48.配置名特定部32,从记录于结构体数据库40中的三维数据中,读取构成结构体的各构件的形状和构件间的位置关系等相关信息,是自动特定构成结构体的各构件的配置名的功能部。用于特定配置名的手法,也可以根据结构体而有所不同。
49.本实施方式的情况下,配置名特定部32,首先,对于面积等形状上有特征的构件特定配置名,接着,基于与特定了配置名的构件相对的位置关系等,特定其他构件的配置名。还有,在配置名中,可预先给出对应的构件应该满足的条件。
50.本实施方式的情况下,作为不满足预定条件的构件的配置名,使用“其他”。不需要焊接的构件(以下称为“非焊接构件”)也分类到“其他”。
51.配置名特定部32,作为2个构件间的位置关系,也使用另一个构件相对于一个构件的倾斜角、旋转角、扭转角之中至少1个以上的值。本实施方式中的配置名特定部32,基于三维数据计算出的倾斜角、旋转角、扭转角的值为阈值以上时,将另一个构件分类为非焊接构件。通过在位置关系中包含倾斜角等信息,配置名的特定精度变高。
52.在本实施方式中,将面积相对大的这一方的构件作为“一个构件”,将面积相对小的这一方的构件作为“另一个构件”。通过客观地使用可比较的面积,构件间的位置关系变得明确,各构件的配置名的特定精度变高。另外,在已特定过配置名的构件与还未特定配置名的构件的关系中,将已特定过配置名的构件作为“一个构件”,将未特定配置名的构件作为“另一个构件”。如果一方的配置名特定,则另一个构件的配置名的特定精度变高。
53.图2是说明倾斜、旋转、扭转等的位置关系的图。
54.图2中例示的是,相对于面积最大的平板状的构件a与面积第二大的平板状的构件b所规定的结构物,构件c~g的位置关系。还有,构件a之中最大的面平行于xz面,构件b之中最大的面平行于xy面。即,构件a与构件b相互垂直。另外,构件b以在x轴向延长的方式安装于构件a上。
55.图中,构件c表示没倾斜也没旋转的位置关系。图2的情况下,构件c之最大的面,平行于yz面。因此,构件c与构件a和构件b双方垂直。
56.构件d是绕其最大面的法线轴(在此为x轴)旋转的位置关系。该位置关系称为“扭转”。
57.构件e是绕着与构件a相接的边(在此为z轴)旋转的位置关系。这种情况下,构件e只与构件b垂直。该位置关系称为“倾斜”。
58.构件f是绕着与构件b相接的边(在此为y轴)旋转的位置关系。这种情况下,构件f只与构件a垂直。该位置关系称为“旋转”。
59.构件g是包括倾斜和旋转这双方的位置关系。
60.还有,在各构件的配置名的特定中,也可以使用由深度学习等方法学习的学习完成模型。这里的学习完成模型,可以是学习构件的形状和构件之间的位置关系与配置名的关系的通用的模型,也可以是按用途类别学习构件的形状和构件之间的位置关系与配置名的关系的专用的模型。
61.使用学习完成模型时,配置名特定部32,向学习完成模型提供制造的结构体所对应的三维数据,得到各构件的配置名。
62.还有,在学习完成模型生成时,可以使之学习构件的形状与配置名的关系,也可以使之学习构件之间的位置关系与配置名的关系。
63.使用学习完成模型时,也可以将操作员等对于输出结果的评价结果作为报酬(所谓的q值)给出,以便对学习完成模型加以修正。
64.通过利用学习完成模型,能够有效率地特定各构件的配置名。
65.回到图1的说明。
66.组合提取部33,是从记录在结构体数据库40的三维数据中,读取构成结构体的构件间的位置关系,将处于相邻关系的2个以上的构件的组合自动提取出来的功能部。这里的组合提取部33,是提取部的一例。
67.例如给出图2所示的结构体的三维数据时,组合提取部33,提取构件a和构件b和构件c的组合、构件a和构件b和构件d的组合、构件a和构件b和构件e的组合、构件a和构件b和构件f的组合、构件a和构件b和构件g的组合。但是,任何组合所计算出的倾斜角、旋转角、扭转角的各值均低于阈值。
68.图2的情况下,构件d在x轴的方向上位于构件c的旁边。因此,构件c与构件d的组合,广义上讲,可以视为相邻关系。
69.在本实施方式中,构件彼此之间的距离超过预定的最小距离时,该构件的组合从相邻的2个以上的构件的组合中排除。
70.这里的最小距离,相当于前述的可以由焊接进行构件连接的预定距离以下。
71.例如构件为平板状时,最小距离可以根据最大面的面积和厚度,针对每个构件规定,也可以将可焊接的距离作为基准统一规定。
72.根据以上的条件,构件c和构件d,从处于相邻关系的2个以上的构件的组合中排除。
73.焊接线数据生成部34,是执行如下功能的功能部:分别对于由组合提取部33提取的2个以上的构件的组合,判定构成组合的各构件的配置名的组合是否注册为可焊接的功能;为可焊接时,特定在该组合所对应的2个以上的构件间进行焊接的部位,并作为焊接线数据输出的功能。
74.在此,在是否可焊接的判定中,可使用记录在可否信息记录部31的信息。还有,这里的焊接线数据生成部34是生成部的一例。
75.图3是说明结构体和作为构成要件的构件的图。
76.图3所示的结构体具有在yz平面中对于i字型配置的h形钢安装有多个构件的结
构。还有,图中的“构件1”~“构件7”及“其他”,表示本实施方式中的各构件的名称(即构件名)。
77.图3的情况下,h形钢由“构件1”、“构件3”和“构件4”这3个平板部构成。在本实施方式中,不仅是h形钢由3个平板状的构件通过焊接制造的情况,通过轧制整体制造时,区分各部分也称为“构件1”、“构件3”和“构件4”。
[0078]“构件2”、“构件6”、“构件7”是用于防止h形钢变形的加强件的名称。“构件5”是安装于h型构件端部的构件的名称,用于与未图示的构件的结合。
[0079]
还有,“其他”是不能作为“构件1”~“构件7”特定的构件的集合名。相当于前述的“非焊接构件”的构件也包含在“其他”中。
[0080]
图4是表示记录在可否信息记录部31(参照图1)的焊接的可否信息的结构例的图。
[0081]
可否焊接的信息具有对于每个不同构件的组合记录有表示可否由焊接机器人10(参照图1)进行焊接等的信息的结构。
[0082]
图4的情况下,表示可否等的信息,是可焊接(图中的
○
)和不可焊接(图中的
×
)这2个。
[0083]
图4所示的“构件1”~“构件7”及“其他”,对应图3的“构件1”~“构件7”及“其他”。
[0084]
构件1的情况下,可焊接的构件名,是“构件5”和“构件6”这2个。
[0085]
回到图1的说明。
[0086]
焊接线数据生成部34具有如下功能:判定构成由组合提取部33提取的各个组合的构件名的组合中,是否包含可焊接(图4中为
○
)的组合。这里的判定,以2个构件间的关系为单位。
[0087]
例如被提取的1个组合由3个构件构成时,焊接线数据生成部34,将作为判定对象的1个组合分解成2个构件的组合,分别对于分解后所得到的多个组合,判定是否可焊接。
[0088]
在此,被提取的构件的组合的一方是非焊接构件(即“其他”)时,该组合从焊接的对象排除。通过事先排除不进行焊接的部位,能够有效率地特定焊接线或候选焊接线。
[0089]
包含可焊接的构件名的组合时,焊接线数据生成部34,基于三维数据,特定多个构件相互接触的部位或构件间的间隙低于可以焊接的距离的部位,作为焊接线或候选焊接线注册。
[0090]
还有,可焊接的组合的一个构件的一部分有坡口时,焊接线数据生成部34,依据坡口形状的信息特定作为候选焊接线的部位。本实施方式中,设有坡口的部位特定为焊接线或候选焊接线。
[0091]
因此,在本实施方式的焊接线数据生成部34中,设有判定有无坡口的功能。
[0092]
图5是表示判定为有坡口的构件间的关系的示例图。图6是表示判定为无坡口的构件间的关系的示例图。
[0093]
图5中显示了3个被视为有坡口的例子。
[0094]
构件k的情况是,与构件j相邻的整个面被加工成斜面。这种情况下,构件j与构件k的斜面形成的角度成为坡口角度。另外,在构件k之中,坡口深度由x轴向上的斜面的长度赋予。
[0095]
构件l的情况是,与构件j相邻的一部分面被加工成斜面,其余的面与构件j相接。这种情况下,构件j与构件l的斜面部分形成的角度成为坡口角度。另外,坡口深度在构件l
之中,由x轴向上的斜面部分的长度赋予。
[0096]
构件m是与构件l相同的形状,但与构件l之间形成有间隙。这种情况下,构件m的斜面部分的延长线与构件j形成的角度成为坡口角度。另外,在构件m之中,坡口深度由x轴向上的斜面部分的长度赋予。
[0097]
还有,坡口的形状,不限于图5所示的形状,也可以是k形、i形、v形、j形、x形、u形、双面j形、双面u形等。
[0098]
图6中,显示3个被视为无坡口的例子。
[0099]
因为构件n与构件j的关系被称为t形接头,所以矩形形状的构件n和构件j形成t字。这种情况下,判定为构件n没有坡口。
[0100]
构件o和构件j的关系被称为自然坡口,因此以矩形形状的构件o的角接触构件j。构件o与构件j之间,在xz面形成有三角形的间隙,但这是因安装的关系而产生的,不作为坡口对待。
[0101]
构件p与构件j的关系被称为全坡口。构件p与构件k(参照图5)为相同形状,但整个斜面与构件j的表面相接,因此与构件n相同不作为的坡口对待。通过利用坡口的有无,配置名的特定精度自不必说,而且还能够提高作为焊接线或候选焊接线的部位的特定精度。
[0102]
<焊接线数据生成装置的处理操作>
[0103]
图7是说明由焊接线数据生成装置30(参照图1)执行的处理操作的流程图。图7所示的步骤,是焊接线数据生成方法的一例。还有,图中的符号s表示步骤。
[0104]
首先,焊接线数据生成装置30,从结构体数据库40(参照图1)获取通过焊接进行制造的结构体的三维数据(步骤1)。作为获取对象的三维数据,例如操作员通过未图示的操作画面指定。
[0105]
其次,焊接线数据生成装置30,提取所有相邻关系的2个以上的构件的组合(步骤2)。该处理操作在组合提取部33(参照图1)执行。
[0106]
若从三维数据进行的提取完毕,则焊接线数据生成装置30,从提取的所有组合之中选择未处理的1个组合(步骤3)。
[0107]
接着,焊接线数据生成装置30,对于构成被选择的组合的多个构件的配置名进行特定(步骤4)。构成结构体的各位置的构件的配置名,由配置名特定部32(参照图1)特定。
[0108]
若构成被选择的组合的构件的配置名得到特定,则焊接线数据生成装置30,通过与可否焊接的信息对照,判定是否包含可焊接的组合(步骤5)。该处理操作,在焊接线数据生成部34(参照图1)执行。
[0109]
在步骤5中得到肯定结果时,焊接线数据生成装置30,在可焊接的构件间特定焊接的部位(步骤6),注册为候选焊接线(步骤7)。
[0110]
其后,焊接线数据生成装置30,判定有没有未处理的组合(步骤8)。
[0111]
还有,在步骤5中得到否定结果时,焊接线数据生成装置30,不执行步骤6和7,而执行步骤8的判定。
[0112]
步骤8中得到否定结果期间,焊接线数据生成装置30,返回到步骤3,对于重新选择的1个组合,执行前述的一系列处理。
[0113]
若在步骤8中得到肯定结果,则焊接线数据生成装置30,判定是否需要确认候选(步骤9)。该判定处理并非必须,但在本实施方式中,能够选择操作员是否确认自动注册的
候选焊接线。
[0114]
在步骤9中得到肯定结果时(即,不需要确认时),焊接线数据生成装置30,作为焊接线数据,输出自动注册的所有候选焊接线(步骤11)。
[0115]
另一方面,在步骤9中得到否定结果时(即,操作员进行确认时),焊接线数据生成装置30接受候选焊接线的修正(步骤10)。
[0116]
图8是表示在图7的步骤10中接受可利用的候选焊接线的修正的画面100的一例的图。
[0117]
图8所示的画面100包括:表示与结构体对应的三维模型的确认画面110;表示候选焊接线的一览表的候选栏120;将光标121所指定的候选作为焊接线加以确定时进行操作的确定按钮130;将光标121所指定的候选从焊接线排除时进行操作的排除按钮140;将候选中不包含的部位作为焊接线追加时使用的新加按钮150;修正作业结束时进行操作的结束按钮160。
[0118]
图8所示的确认画面110中,表示图3所示的结构体。图8所示的确认画面110中,由焊接线数据生成装置30特定的配置名,由带有来自对应构件的指引线表示。
[0119]
另外,在确认画面110中,由光标121指定的候选对应的部位,以操作员可理解的方式表示。在图8的例子中,由光标121指定的“候选2”所对应的结构体上的部位变更为强调表示。这里的强调表示,可以使用例如以粗线表示,以高亮度表示,以预先设定的颜色表示,以指引线表示,以其组合表示。
[0120]
还有,焊接线中包含未包含在候选中的部位时,操作员例如操作新加按钮150而生成新的档案后,在确认画面110上指定追加的部位。
[0121]
自动注册的候选焊接线有误时,由光标121指定错误的候选后,操作排除按钮140即可。
[0122]
若操作结束按钮160,则焊接线数据生成装置30过渡到步骤11,将修正后的候选焊接线的集合作为焊接线数据输出。
[0123]
<其他实施方式>
[0124]
以上,对于本发明的实施方式进行了说明,但本发明的技术范围不限定于上述实施方式所述的范围。对于上述的实施方式加以各种变更或改良的,也包含在本发明的技术范围内,这根据专利要求的范围可知。
[0125]
例如在前述的实施方式中,将有无坡口的信息用于焊接线或作为候选焊接线的部位的特定,但也可以用于构成结构体的构件的配置名的特定。
[0126]
另外,在前述的实施方式中,能够由焊接线数据生成部34(参照图1)选择是否修正注册的候选焊接线,但焊接线数据生成部34,也可以不具有选择是否修正的功能。这种情况下,焊接线数据生成部34特定的部位直接作为焊接线。
[0127]
还有,本技术基于2019年2月26日申请的日本专利申请(特愿2019-032635),其内容在此作为参考编入。
[0128]
符号说明
[0129]1…
焊接系统、10
…
焊接机器人、20
…
焊接控制装置、30
…
焊接线数据生成装置、31
…
可否信息记录部、32
…
配置名特定部、33
…
组合提取部、34
…
焊接线数据生成部、40
…
结构体数据库
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1