焊料合金、焊膏、焊球、焊料预制件、焊接接头、车载电子电路、ECU电子电路、车载电子电路装置和ECU电子电路装置的制作方法
焊料合金、焊膏、焊球、焊料预制件、焊接接头、车载电子电路、ecu电子电路、车载电子电路装置和ecu电子电路装置
技术领域
1.本发明涉及一种焊料合金、焊膏、焊球、焊料预制件、焊接接头、车载电子电路、ecu电子电路、车载电子电路装置和ecu电子电路装置。
背景技术:
2.在汽车中,搭载有在印刷基板上焊接了电子部件的电子电路(以下,称为车载电子电路)。车载电子电路被用于对发动机、动力转向、制动器等进行电控制的设备,成为对汽车的行驶非常重要的保安部件。特别是,为了提高燃料经济性而利用计算机控制车的电子电路的被称为ecu(engine control unit)的车载电子电路必须能够在长时间内没有故障且在稳定的状态下工作。该ecu一般多设置在发动机附近,作为使用环境,成为相当苛刻的条件。
3.设置有这样的车载电子电路的发动机附近在发动机旋转时成为125℃以上的非常高的温度。另一方面,在停止发动机的旋转时,外界气体温度例如在北美或西伯利亚等寒冷地区在冬季为
‑
40℃以下的低温。因此,车载电子电路因发动机的反复运转和发动机停止而暴露于
‑
40℃以下~+125℃以上的热循环中。
4.车载电子电路若长时间放置在这样温度大幅变化的环境中,则电子部件和印刷基板分别引起热膨胀、收缩。但是,电子部件的线热膨胀系数与印刷基板的线热膨胀系数之差较大,在上述环境下的使用中,在将电子部件与印刷基板接合的焊接部(以下,称为“焊接接头”)产生一定的热位移,因此,由于温度变化而反复施加应力。于是,在焊接接头上施加应力,最终导致焊接接合部的接合界面等断裂。在电子电路中,即使焊接接头没有完全断裂,在99%以下的裂纹率下在焊接接合部也会产生裂纹,由此,即使电导通,电路的电阻值也会上升,从而也会发生误动作。在焊接接头上产生裂纹,车载电子电路、特别是ecu发生误动作,很可能导致与人命相关的重大的汽车事故。这样,对于车载电子电路、特别是ecu来说,温度循环特性特别重要,要求所能想到的苛刻的温度条件。
5.作为能够耐受这样苛刻的温度条件的焊料合金,专利文献1中公开了一种车载用无铅焊料等,其特征在于,由ag:2.8~4质量%、bi:1.5~6质量%、cu:0.8~1.2质量%、以总量计为0.005~0.05质量%的选自ni、fe和co中的至少一种、余量sn构成。
6.另外,在专利文献2中,作为可使用温度为150℃以上的焊料合金,还公开了一种焊料物质,其含有除了作为主要成分的sn以外还含有10重量%以下的ag、10重量%以下的bi、10重量%以下的sb和3重量%以下的cu而成的合金,合金还含有1.0重量%以下的ni。
7.现有技术文件
8.专利文献
9.专利文献1:wo2009/011341a
10.专利文献2:日本发明专利公开公报特开2006
‑
524572号
技术实现要素:
11.本发明要解决的问题
12.如在混合动力汽车和电动汽车的普及中所看到的那样,汽车中的机械部件向电子部件的转移在不断发展,伴随于此,即使在尺寸有富余的汽车用的电子电路中也要求小型化。对于以往在回流焊接之后通过流动焊接进行焊接的车载电子电路,近年来使用通过焊膏在两面均进行表面安装的两面回流板。由于这样的车载用电子电路的高密度化,在苛刻的环境下,出现新的裂纹模式的不良情况,即不仅出现以往的sn晶界、异相间的裂纹,而且裂纹传播到sn相晶粒内。
13.然而,专利文献1公开了在苛刻环境下寿命长的焊料合金,但由于汽车是作为运输工具使用的产品,因此很少静置于一处,多在道路等使用。在这样的道路使用时,由于路况恶劣,车载电子电路装置上始终施加有振动,另外,常发生登上路缘石或与前面的车碰撞等来自外部的力施加在车载电子电路装置上的情况。如果车辆的碰撞也是大事故,则大多将车载电子电路装置一起更换,但在单纯的接触事故中,大多仅通过车辆的外装的更换就足够,对于车载电子电路装置,不仅要耐受苛刻的环境,还必须耐受来自外部的力。
14.另外,专利文献2所记载的焊料合金从专利文献1所记载的焊料合金中除去co并含有sb,但各构成元素的含量的范围远宽于专利文献1所记载的焊料合金的含量的范围。并且,专利文献2所记载的焊料合金以能够在高温下使用为目的,并且构成元素与专利文献1所记载的焊料合金不同。因此,在专利文献2所记载的含量的全部范围内,能否与专利文献1所记载的焊料合金同样地耐受苛刻的环境是值得怀疑的。为了显示良好的温度循环特性,需要对合金组成进行再研究。
15.此外,在电子部件向基板的接合、组装中,使用了焊膏的焊接在成本方面和可靠性方面是有利的。焊膏在基板上的涂敷例如通过使用了金属掩模的丝网印刷来进行。为了确保焊膏的印刷性,焊膏的粘度需要是适当的。在此,当增加活性剂的含量以提高焊膏的润湿性或使用高活性的活性剂时,焊膏的粘度随着时间的推移而增加。因此,在现有的焊料合金中无法实现除了热循环特性以外还同时满足用于焊膏时的增粘抑制效果,需要进一步研究。
16.本发明要解决的课题在于提供一种焊料合金,其不仅能够长期耐受低温为
‑
40℃、高温为125℃这样苛刻的温度循环特性,而且对于登上路缘石或与前面的车碰撞等中产生的来自外部的力也能够长期耐受,进而还能够抑制焊膏的粘度的经时变化。除此之外,本发明所要解决的课题还在于,提供使用了上述焊料合金的焊膏、焊球、焊料预制件、由它们形成的焊接接头以及具备该焊接接头的车载电子电路、ecu电子电路、车载电子电路装置和ecu电子电路装置。
17.解决问题的手段
18.本发明人等得到了如下见解:为了耐受长期的温度循环后的来自外部的力,添加固溶于sn相的元素来制作固溶强化型的合金是有效的见解,为了制作固溶析出强化型的合金,sb为最佳的元素的见解,以及sb向sn基质中的添加形成微细的snsb金属间化合物,还表现出析出分散强化的效果的见解。
19.本发明的焊料合金的冶金学组织上的特征在于,焊料合金由在sn基质中固溶有sb的组织构成。该组织例如在125℃的高温下呈现sb稳定固溶的状态,但随着温度降低,sb相
对于sn基质逐渐以过饱和状态固溶,而且,例如在
‑
40℃的低温下,作为snsb金属间化合物析出sb。
20.本发明的焊料合金在暴露于温度循环后也形成微细的sb的析出物,不产生化合物的粗大化这样的组织劣化的理由考虑如下。
21.通过回流焊接接合的焊料合金,低温模拟寒冷地区,高温模拟发动机室,实施
‑
40℃~+125℃的温度循环试验。在本发明的焊料合金中,反复进行如下工序:所含有的sb在例如125℃这样的高温状态下再固溶于sn基体中,在例如
‑
40℃这样的低温状态下析出snsb金属间化合物。因此,snsb金属间化合物的粗大化停止,在实施温度循环试验中,由于暂时粗大化的snsb金属化合物也在高温侧再溶解于sn基体中,因此形成微细的snsb金属间化合物,维持析出分散强化型的合金焊料。
22.然而,当sb含量例如为8质量%这样超过5.3质量%时,温度循环试验初期的snsb化合物的粒径不微细,另外,液相线温度上升,因此即使在高温侧sb也不会再溶解,维持了原来的snsb的晶粒。因此,即使在上述温度循环下反复使用,也不会形成微细的snsb金属间化合物。
23.此外,如果sb含量超过5.3质量%,则焊料合金的液相线温度上升,因此如果不使回流加热的温度上升,则无法进行焊接。这样,当提高回流条件时,印刷基板表面的cu在焊料中熔融,cu6sn5等sncu的金属间化合物层容易在与印刷基板的焊接部形成得较厚,印刷基板和焊接接头容易被破坏。
24.在本发明中,规定量的sb在焊料合金的sn基体中以snsb这样的化合物的形式成为微细的析出物。本发明的焊料合金即使将
‑
40~+125℃的温度循环重复近3000次,也能够在sn基体中维持snsb金属间化合物的微细析出物的状态。由此,snsb的析出物阻碍容易在电子部件与焊接接头的界面产生的裂纹。
25.此外,在bi含量为1.5~7质量%的情况下,bi与sb置换,因此能够协同地发挥sb带来的上述效果,但鉴于上述合金组织,认为两者密切相关。详细调查了两元素的含量,结果也得到了根据sb含量存在bi含量的适当范围的见解。
26.此外,本发明人等尝试了在如上所述具有优异的温度循环特性的sn
‑
ag
‑
cu
‑
bi
‑
sb
‑
ni焊料合金中,从各种元素之中特意微量添加as。已知在sn含量多的焊料合金中,如上所述形成sno2膜,另外,由于含有as的焊料合金通常润湿性变差,因此,避免在焊料合金中添加as。但是,出乎意料地,含有规定量的as的sn
‑
ag
‑
cu
‑
bi
‑
sb
‑
ni
‑
as焊料合金维持了优异的润湿性,除了上述见解之外,通过在焊料合金的表面形成as浓化层,可以得到优异的增粘抑制效果,基于该见解,从而完成了本发明。
27.如上所述,各构成元素的含量即使在一种构成元素的含量不满足的情况下,也不能同时发挥优异的温度循环特性和增粘抑制效果,而在如本发明那样分别同时满足本发明的范围的情况下,才能同时发挥这些效果。这是在本发明的焊料合金中首次得到的见解。
28.从这些见解得到的本发明如下所述。
29.(1)一种焊料合金,其特征在于,该焊料合金以质量%计含有ag:1~4%、cu:0.5~1.0%、bi:1.5~5.5%和sb:1.0~5.3%或bi:超过5.5%且7.0%以下和sb:2.0~5.3%、ni:0.01~0.2%、as:0.0040~0.0250%、余量sn,且具有as浓化层,as浓化层的存在是通过以下的判定基准确认的,as浓化层是从焊料合金的最表面起至以sio2换算的深度计2
×
d1
(nm)为止的区域,as浓化层的sio2换算的厚度为0.5~8.0nm,
30.(判定基准)
31.在5.0mm
×
5.0mm大小的样品中,选定任意的700μm
×
300μm的区域,进行并用了离子溅射的xps分析;对每个样品选定一个区域,对三个样品分别各进行一次、合计进行三次分析;在全部三次分析中均s1>s2时,判断为形成有as浓化层,
32.其中,
33.s1:在xps分析的图中,在sio2换算的深度为0~2
×
d1(nm)的区域中的as的检测强度的积分值
34.s2:在xps分析的图中,在sio2换算的深度为2
×
d1~4
×
d1(nm)的区域中的as的检测强度的积分值
35.d1:在xps分析的图中,在比o原子的检测强度成为最大的sio2换算的深度(do
·
max(nm))更深的部分中,o原子的检测强度成为最大检测强度(do
·
max处的强度)的1/2的强度的最初的sio2换算的深度(nm)。
36.(2)根据上述(1)所述的无铅焊料合金,其中,所述焊料合金以质量%计还含有in:0.2%以下。
37.(3)根据上述(1)或上述(2)所述的焊料合金,所述焊料合金以质量%计还含有co:0.1%以下。
38.(4)一种焊膏,该焊膏含有焊料粉末和助焊剂,所述焊料粉末含有上述(1)~(3)中任意一项所述的焊料合金。
39.(5)一种焊球,该焊球含有上述(1)~(3)中任意一项所述的焊料合金。
40.(6)一种焊料预制件,该焊料预制件含有上述(1)~(3)中任意一项所述的焊料合金。
41.(7)一种焊接接头,其特征在于,该焊接接头由上述(1)~(3)中任意一项所述的焊料合金形成。
42.(8)一种车载电子电路,其特征在于,该车载电子电路具有上述(1)~(3)中任意一项所述的焊料合金。
43.(9)一种ecu电子电路,其特征在于,该ecu电子电路具有上述(1)~(3)中任意一项所述的焊料合金。
44.(10)一种车载电子电路装置,其特征在于,该车载电子电路装置具备上述(8)所述的车载电子电路。
45.(11)一种ecu电子电路装置,其特征在于,该ecu电子电路装置具备上述(9)所述的ecu电子电路。
46.在本发明中,“车载”是指搭载于汽车,具体而言,是指即使反复暴露于苛刻的使用环境即
‑
40℃至125℃的温度环境中使用,也能够确保规定的特性,能够搭载于汽车。更具体地说,即使在这样的温度环境下也能够耐3000次循环的热循环试验,且即使在该条件下对评价来自外部的力的剪切试验也具有耐性。
附图说明
47.图1是表示裂纹率的计算方法的示意图。
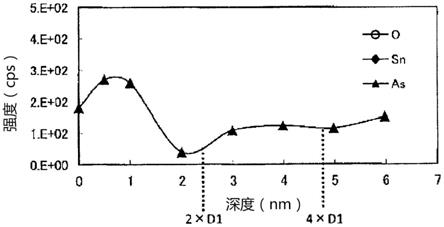
48.图2是焊球表面的xps分析的图。
49.图3是焊球表面的xps分析的图。
50.图4是焊球表面的xps分析的图。
具体实施方式
51.以下更详细地说明本发明。在以下的说明中,只要没有特别指定,与焊料合金组成相关的“%”为“质量%”。
52.1.焊料合金
53.(1)ag:1~4%
54.ag可以实现提高焊料合金的润湿性的效果,并且可以使ag3sn的金属间化合物的网状化合物在焊料基质中析出,从而形成析出分散强化型的合金,实现温度循环特性的提高。
55.在本发明的焊料合金中,当ag含量小于1%时,无法实现焊料合金的润湿性的提高,另外,ag3sn的析出量变少,金属间化合物的网络无法变得牢固。ag含量的下限为1%以上,优选为2%以上,更优选为3.3%以上。另外,ag含量比4%大时,焊料合金的液相线温度上升,不发生本发明中添加的sb的再熔融,阻碍snsb的微细化的效果。ag含量的上限为4%以下,优选为3.5%以下。
56.(2)cu:0.5~1.0%
57.cu能够防止cu对cu焊盘的侵蚀,并且能够使焊料合金的基质中析出微细的cu6sn5的化合物而提高温度循环特性。
58.cu含量小于0.5%时,不能表现出防止cu对cu焊盘的侵蚀。cu含量的下限为0.5%以上,优选为0.65%以上。另一方面,cu含量超过1.0%时,cu6sn5的金属间化合物也大量析出于接合界面,因此因振动等的裂纹的生长变快。cu含量的上限为1%以下,优选为0.75%以下。
59.(3)bi:1.5~5.5%和sb:1.0~5.3%或bi:超过5.5%且7.0%以下和sb:2~5.3%
60.sb在温度循环试验中,在125℃时呈现固溶于sn的状态,随着温度降低,sn基体中的sb逐渐在过饱和状态下固溶,在
‑
40℃时形成作为snsb金属间化合物析出的组织。由此,本发明的焊料合金能够显示优异的温度循环特性。
61.sb小于1.0%时,sb量过少,无法表现出固溶强化的效果。另外,sb超过5.3%时,则液相线温度上升,因此在炎热天气下发动机运转时等出现的超过125℃的高温时,sb不会再熔融,因此snsb化合物的粗大化加剧,无法抑制裂纹传播至sn相晶粒内。因此,本发明的焊料合金的sb含量必须至少在1.0~5.3%的范围内。
62.bi可以进一步提高温度循环特性。sb不仅析出snsb的金属间化合物而形成析出分散强化型的合金,而且还具有通过进入sn的晶格并与sn置换而使sn的晶格变形,从而提高温度循环特性的效果。此时,在焊料合金含有bi时,原子量比sb大、使晶格变形的效果大的bi置换为sb,因此可以进一步提高温度循环特性。另外,bi不会妨碍微细的snsb化合物的形成,维持析出分散强化型的焊料合金。
63.bi含量小于1.5%时,难以与sb发生置换,不能表现出温度循环改善效果,另外,bi含量超过7.0%时,由于焊料合金本身的延展性降低而变硬、变脆,因此因振动等的裂纹的
生长变快。
64.如上所述,sb和bi能够协同地提高温度循环特性等,因此sb含量的范围根据bi含量的范围而确定,在本发明的焊料合金中,两元素的含量具有规定的关系性。在bi含量为1.5~5.5%时,sb含量为1.0~5.3%,在bi含量超过5.5%且为7.0%以下时,sb含量为2.0~5.3%。
65.bi含量为1.5~5.5%时的bi含量的下限优选为2.0%以上,更优选为3.0%以上。bi含量为1.5~5.5%时的bi含量的上限优选为5.2%以下。另外,sb含量为1.0~5.3%时的sb含量的下限优选为2.0%以上,更优选为2.8%以上。sb含量为1.0~5.3%时的sb含量的上限优选为5.2%以下。
66.bi含量超过5.5%且为7.0%以下时的bi含量的下限优选为5.6%以上,更优选为6.0%以上。另外,sb含量为2.0~5.3%时的sb含量的下限优选为3.0%以上。sb含量为2.0~5.3%时的sb含量的上限优选为5.0%以下,更优选为4.0%以下。
67.(4)ni:0.01~0.2%
68.本发明的焊料合金抑制焊料中裂纹的产生和传播,并且也抑制焊料接合界面处的裂纹的产生。例如,当进行cu焊盘焊接时,在与cu焊盘的接合界面上产生cu6sn5的金属间化合物。本发明的焊料合金含有0.01~0.2%的ni,ni在焊接时向焊接界面部分移动,不形成cu6sn5而形成(cuni)6sn5,金属间化合物层的ni浓度变高。由此,在焊接界面形成比cu6sn5更微细、粒径一致的(cuni)6sn5的金属间化合物层。
69.微细的(cuni)6sn5的金属间化合物层具有抑制从界面传播的裂纹的效果。在具有cu6sn5那样的大粒径的金属间化合物层中,产生的裂纹沿着大粒径传播,因此裂纹的发展快。但是,粒径微细时,产生的裂纹的应力向多个粒径方向分散,因此能够延缓裂纹的发展。
70.这样,在本发明的焊料合金中,通过含有ni,将在焊接界面附近生成的金属间化合物层微细化,起到抑制裂纹的传播的作用。因此,本发明的焊料合金也能够抑制从界面的裂纹的产生。
71.ni含量小于0.01%时,由于焊接界面的ni量少,因此没有抑制裂纹的效果。ni含量的下限为0.01%以上,优选为0.03%以上。另一方面,ni含量超过0.2%时,液相线温度上升,因此,不发生添加于本发明的sb的再熔融,阻碍snsb的微细化的效果。ni含量的上限为0.2%以下,优选为0.1%以下,更优选为0.05%以下。
72.(5)as:0.0040~0.025%
73.当将本发明的焊料合金作为焊料粉末添加到焊膏中时,as能够发挥焊膏的增粘抑制效果。为了充分发挥含有as的效果,as含量的下限需要为0.0040%以上。另一方面,as超过0.025%时,有时润湿性变差。as含量的上限为0.025%以下,优选为0.020%以下,更优选为0.010%以下。
74.在本发明中,通过含有as而形成的as浓化层是指as浓度高于焊料材料中的平均as浓度(as的质量相对于焊料合金的质量的比例)的区域,具体而言,是从焊料合金的最表面起至以sio2换算的深度计2
×
d1(nm)为止的区域,能够根据后述的判定基准来确认as浓化层的存在。as浓化层优选存在于焊料合金的表面侧的至少一部分,且优选覆盖整个表面。
75.如本发明中通过含有as而形成as浓化层时,能够抑制焊膏的粘度的经时变化的理由尚不清楚,但推测如下。据认为,由于sn或sn氧化物与在焊膏(助焊剂)中含有的活性剂等
的各种添加剂之间产生反应,形成盐,焊料粉末聚集等,从而引起粘度增加。如本发明的焊料合金那样在表面存在as浓化层时,as浓化层介于焊料粉末和助焊剂之间,难以发生上述那样的反应,因此可以表现出上述效果。
76.(5
‑
1)as浓化层的判定基准
77.在5.0mm
×
5.0mm大小的样品(在焊料材料不是板状的情况下,在5.0mm
×
5.0mm的范围内无间隙地铺满焊料(焊料粉末、焊球等))中,选定任意的700μm
×
300μm的区域,进行并用了离子溅射的xps分析。对每个样品选定一个区域,对三个样品分别各进行一次、合计进行三次分析。在全部三次分析中均s1≥s2时,判断为形成有as浓化层。
78.其中,s1、s2和d1的定义如下所述。
79.s1:在对上述样品进行xps分析的图中,在sio2换算的深度为0~2
×
d1(nm)的区域中的as的检测强度的积分值
80.s2:在xps分析的图中,在sio2换算的深度为2
×
d1~4
×
d1(nm)的区域中的as的检测强度的积分值
81.d1:在xps分析的图中,在比o原子的检测强度成为最大的sio2换算的深度(do
·
max(nm))更深的部分中,o原子的检测强度成为最大检测强度(do
·
max处的强度)的1/2的强度的最初的sio2换算的深度(nm)。
82.上述as浓化层的判定基准的详细条件依照实施例的记载。如本发明的焊料合金这样,通过表面具有as浓化层,能够抑制焊膏的粘度上升。
83.(5
‑
2)as浓化层的厚度
84.as浓化层的厚度(sio2换算)为0.5~8.0nm,更优选为0.5~4.0nm,最优选为0.5~2.0nm。as浓化层的厚度在上述范围内时,可得到润湿性优异的焊接材料。
85.(6)in:0.2%以下
86.另外,本发明的焊料合金通过含有in作为任意元素,成为snin的固溶强化型的合金,能够提高温度循环特性。
87.in含量的下限没有特别限定,优选为0.01%以上。在该范围内,生成snin的固溶强化型的合金。in含量的下限更优选为0.05%以上。另外,in含量为0.2%以下时,不生成sbin的粗大的化合物,能够抑制从焊料合金的内部产生裂纹。in含量的上限优选为0.1%以下。
88.(7)co:0.1%以下
89.进而,本发明的焊料合金通过含有co作为任意元素,能够提高本发明的ni的效果。
90.co含量的下限没有特别限定,优选为0.001%以上。如果在该范围内,则co析出到接合界面,发挥防止界面裂纹生长的效果。另一方面,如果这些金属间化合物层的含量优选为0.1%以下,则在界面析出的金属间化合物层不会变厚,能够抑制因振动等的裂纹的生长。
91.本发明的焊料合金含有co的情况下,co含量的下限更优选为0.002%以上,进一步优选为0.004%以上,特别优选为0.005%以上,最优选为0.008%以上。co含量的上限优选为0.05%以下,更优选为0.012%以下,特别优选为0.010%以下。
92.(8)余量:sn
93.本发明的焊料合金的余量为sn。除了上述元素以外,也可以含有不可避免的杂质。即使在含有不可避免的杂质的情况下,也不会影响上述效果。
94.2.焊膏
95.本发明的焊膏含有助焊剂和焊料粉末。
96.(1)助焊剂的成分
97.用于焊膏的助焊剂由有机酸、胺、胺氢卤酸盐、有机卤素化合物、触变剂、松香、溶剂、表面活性剂、基剂、高分子化合物、硅烷偶联剂、着色剂中的任意一种或两种以上的组合构成。
98.作为有机酸,可列举出琥珀酸、戊二酸、己二酸、庚二酸、辛二酸、壬二酸、癸二酸、二聚酸、丙酸、2,2
‑
双羟甲基丙酸、酒石酸、苹果酸、乙醇酸、二乙醇酸、巯基乙酸、二巯基乙酸、硬脂酸、12
‑
羟基硬脂酸、棕榈酸、油酸等。
99.作为胺,可举出乙胺、三乙胺、乙二胺、三乙烯四胺、2
‑
甲基咪唑、2
‑
十一烷基咪唑、2
‑
十七烷基咪唑、1,2
‑
二甲基咪唑、2
‑
乙基
‑4‑
甲基咪唑、2
‑
苯基咪唑、2
‑
苯基
‑4‑
甲基咪唑、1
‑
苄基
‑2‑
甲基咪唑、1
‑
苄基
‑2‑
苯基咪唑、1
‑
氰基乙基
‑2‑
甲基咪唑、1
‑
氰基乙基
‑2‑
十一烷基咪唑、1
‑
氰基乙基
‑2‑
乙基
‑4‑
甲基咪唑、1
‑
氰基乙基
‑2‑
苯基咪唑、1
‑
氰基乙基
‑2‑
十一烷基咪唑偏苯三酸盐、1
‑
氰基乙基
‑2‑
苯基咪唑偏苯三酸盐、2,4
‑
二氨基
‑6‑
[2
’‑
甲基咪唑基
‑
(1’)]
‑
乙基均三嗪、2,4
‑
二氨基
‑6‑
[2
’‑
十一烷基咪唑基
‑
(1’)]
‑
乙基均三嗪、2,4
‑
二氨基
‑6‑
[2
’‑
乙基
‑4’‑
甲基咪唑基
‑
(1’)]
‑
乙基均三嗪、2,4
‑
二氨基
‑6‑
[2
’‑
甲基咪唑基
‑
(1’)]
‑
乙基均三嗪异氰脲酸加成物、2
‑
苯基咪唑异氰脲酸加成物、2
‑
苯基
‑
4,5
‑
二羟基甲基咪唑、2
‑
苯基
‑4‑
甲基
‑5‑
羟甲基咪唑、2,3
‑
二氢
‑
1h
‑
吡咯并[1,2
‑
a]苯并咪唑、1
‑
十二烷基
‑2‑
甲基
‑3‑
苄基咪唑氯化物、2
‑
甲基咪唑啉、2
‑
苯基咪唑啉、2,4
‑
二氨基
‑6‑
乙烯基均三嗪、2,4
‑
二氨基
‑
4,6
‑
乙烯基均三嗪异氰脲酸加成物、2,4
‑
二氨基
‑6‑
甲基丙烯酰氧基乙基均三嗪、环氧
‑
咪唑加合物、2
‑
甲基苯并咪唑、2
‑
辛基苯并咪唑、2
‑
戊基苯并咪唑、2
‑
(1
‑
乙基戊基)苯并咪唑、2
‑
壬基苯并咪唑、2
‑
(4
‑
噻唑基)苯并咪唑、苯并咪唑、2
‑
(2
’‑
羟基
‑5’‑
甲基苯基)苯并三唑、2
‑
(2
’‑
羟基
‑3’‑
叔丁基
‑5’‑
甲基苯基)
‑5‑
氯苯并三唑、2
‑
(2
’‑
羟基
‑3’
,5
’‑
二叔戊基苯基)苯并三唑、2
‑
(2
’‑
羟基
‑5’‑
叔辛基苯基)苯并三唑、2,2
’‑
亚甲基双[6
‑
(2h
‑
苯并三唑
‑2‑
基)
‑4‑
叔辛基苯酚]、6
‑
(2
‑
苯并三唑基)
‑4‑
叔辛基
‑6’‑
叔丁基
‑4’‑
甲基
‑
2,2
’‑
亚甲基双酚、1,2,3
‑
苯并三唑、1
‑
[n,n
‑
双(2
‑
乙基己基)氨基甲基]苯并三唑、羧基苯并三唑、1
‑
[n,n
‑
双(2
‑
乙基己基)氨基甲基]甲基苯并三唑、2,2
’‑
[[(甲基
‑
1h
‑
苯并三唑
‑1‑
基)甲基]亚氨基]双乙醇、1
‑
(1’,2
’‑
二羧基乙基)苯并三唑、1
‑
(2,3
‑
二羧基丙基)苯并三唑、1
‑
[(2
‑
乙基己基氨基)甲基]苯并三唑、2,6
‑
双[(1h
‑
苯并三唑
‑1‑
基]甲基]
‑4‑
甲基苯酚、5
‑
甲基苯并三唑、5
‑
苯基四唑等。
[0100]
胺氢卤酸盐是使胺与卤化氢反应而成的化合物,作为胺,可列举出乙胺、乙二胺、三乙胺、二苯胍、二甲苯基胍、甲基咪唑、2
‑
乙基
‑4‑
甲基咪唑等,作为卤化氢,可举出氯、溴、碘的氢化物。
[0101]
作为有机卤素化合物,可列举出反式
‑
2,3
‑
二溴
‑2‑
丁烯
‑
1,4
‑
二醇、异氰脲酸三烯丙酯六溴化物、1
‑
溴
‑2‑
丁醇、1
‑
溴
‑2‑
丙醇、3
‑
溴
‑1‑
丙醇、3
‑
溴
‑
1,2
‑
丙二醇、1,4
‑
二溴
‑2‑
丁醇、1,3
‑
二溴
‑2‑
丙醇、2,3
‑
二溴
‑1‑
丙醇、2,3
‑
二溴
‑
1,4
‑
丁二醇、2,3
‑
二溴
‑2‑
丁烯
‑
1,4
‑
二醇等。
[0102]
作为触变剂,可举出蜡系触变剂、酰胺系触变剂、山梨醇系触变剂等。作为蜡系触变剂,例如可举出氢化蓖麻油等。作为酰胺系触变剂,可举出单酰胺系触变剂、双酰胺系触
变剂、聚酰胺系触变剂,具体而言,可举出月桂酸酰胺、棕榈酸酰胺、硬脂酸酰胺、山嵛酸酰胺、羟基硬脂酸酰胺、饱和脂肪酸酰胺、油酸酰胺、芥酸酰胺、不饱和脂肪酸酰胺、对甲苯甲酰胺、芳香族酰胺、亚甲基双硬脂酸酰胺、亚乙基双月桂酸酰胺、亚乙基双羟基硬脂酸酰胺、饱和脂肪酸双酰胺、亚甲基双油酸酰胺、不饱和脂肪酸双酰胺、间苯二甲基双硬脂酸酰胺、芳香族双酰胺、饱和脂肪酸聚酰胺、不饱和脂肪酸聚酰胺、芳香族聚酰胺、取代酰胺、羟甲基硬脂酸酰胺、羟甲基酰胺、脂肪酸酯酰胺等。作为山梨醇系触变剂,可举出二亚苄基
‑
d
‑
山梨糖醇、双(4
‑
甲基亚苄基)
‑
d
‑
山梨糖醇等。
[0103]
作为基剂,可以举出非离子系表面活性剂、弱阳离子系表面活性剂、松香等。
[0104]
作为非离子系表面活性剂,可以举出聚乙二醇、聚乙二醇
‑
聚丙二醇共聚物、脂肪族醇聚氧乙烯加成物、芳香族醇聚氧乙烯加成物、多元醇聚氧乙烯加成物等。
[0105]
作为弱阳离子系表面活性剂,可列举出末端二胺聚乙二醇、末端二胺聚乙二醇
‑
聚丙二醇共聚物、脂肪族胺聚氧乙烯加成物、芳香族胺聚氧乙烯加成物、多元胺聚氧乙烯加成物。
[0106]
作为松香,例如可举出脂松香、木松香和浮油松香等的原料松香,以及由该原料松香得到的衍生物。作为该衍生物,例如可举出纯化松香、氢化松香、歧化松香、聚合松香和α,β
‑
不饱和羧酸改性产物(丙烯酸酯化松香、马来化松香、富马化松香等)、以及该聚合松香的纯化产物、氢化物和歧化产物、以及该α,β
‑
不饱和羧酸改性产物的纯化产物、氢化物和歧化产物等,并且可以使用它们中的两种以上。另外,除了松香系树脂以外,还可以含有选自萜烯树脂、改性萜烯树脂、萜烯酚树脂、改性萜烯酚树脂、苯乙烯树脂、改性苯乙烯树脂、二甲苯树脂和改性二甲苯树脂中的至少一种以上的树脂。作为改性萜烯树脂,可以使用芳香族改性萜烯树脂、氢化萜烯树脂、氢化芳香族改性萜烯树脂等。作为改性萜烯酚树脂,可以使用氢化萜烯酚树脂等。作为改性苯乙烯树脂,可以使用苯乙烯丙烯酸树脂、苯乙烯马来酸树脂等。作为改性二甲苯树脂,可举出苯酚改性二甲苯树脂、烷基苯酚改性二甲苯树脂、苯酚改性甲阶酚醛树脂型二甲苯树脂、多元醇改性二甲苯树脂、聚氧乙烯加成二甲苯树脂等。
[0107]
作为溶剂,可举出水、醇系溶剂、二醇醚系溶剂、萜品醇类等。作为醇系溶剂,可举出异丙醇、1,2
‑
丁二醇、异冰片基环己醇、2,4
‑
二乙基
‑
1,5
‑
戊二醇、2,2
‑
二甲基
‑
1,3
‑
丙二醇、2,5
‑
二甲基
‑
2,5
‑
己二醇、2,5
‑
二甲基
‑3‑
己炔
‑
2,5
‑
二醇、2,3
‑
二甲基
‑
2,3
‑
丁二醇、1,1,1
‑
三(羟甲基)乙烷、2
‑
乙基
‑2‑
羟甲基
‑
1,3
‑
丙二醇、2,2
’‑
氧基双(亚甲基)双(2
‑
乙基
‑
1,3
‑
丙二醇)、2,2
‑
双(羟甲基)
‑
1,3
‑
丙二醇、1,2,6
‑
三羟基己烷、双[2,2,2
‑
三(羟甲基)乙基]醚、1
‑
乙炔基
‑1‑
环己醇、1,4
‑
环己二醇、1,4
‑
环己烷二甲醇、赤藓醇、苏糖醇、愈创木酚甘油醚、3,6
‑
二甲基
‑4‑
辛炔
‑
3,6
‑
二醇、2,4,7,9
‑
四甲基
‑5‑
癸炔
‑
4,7
‑
二醇等。作为二醇醚系溶剂,可举出二乙二醇单
‑2‑
乙基己基醚、乙二醇单苯基醚、2
‑
甲基戊烷
‑
2,4
‑
二醇、二乙二醇单己醚、二乙二醇二丁醚、三乙二醇单丁醚等。
[0108]
作为表面活性剂,可以举出聚氧化烯乙炔二醇类、聚氧化烯甘油醚、聚氧化烯烷基醚、聚氧化烯酯、聚氧化烯烷基胺、聚氧化烯烷基酰胺等。
[0109]
(2)助焊剂的含量
[0110]
相对于焊膏的总质量,助焊剂的含量优选为5~95%,更优选为5~15%。若为该范围,则可充分发挥由焊料粉末引起的增粘抑制效果。
[0111]
(3)焊料粉末
[0112]
本发明的焊膏中使用的焊料粉末优选为球状粉末。通过使用球状粉末,提高焊料合金的流动性。
[0113]
另外,在焊料合金为球状粉末的情况下,具有jis z3284
‑
1:2014中的粉末尺寸的分类(表2)中符合记号1~8的尺寸(粒度分布)时,能够向微细的部件进行焊接。粒状焊料材料的尺寸更优选为符合记号4~8的尺寸,更优选为符合记号5~8的尺寸。球形度优选为0.90以上,更优选为0.95以上,最优选为0.99以上。
[0114]
在本发明中,球状粉末的焊料合金的球径和球形度使用采用最小区域中心法(mzc法)的cnc图像测定系统(三丰社制的ultra qv350
‑
pro测定装置)进行测定。在实施方式中,球形度表示与球形的偏差,例如为500个各球的直径除以长径时算出的算术平均值,值越接近上限即1.00,表示越接近球形。
[0115]
(4)焊膏的制备方法
[0116]
本发明的焊膏可通过本领域中一般的方法制备。首先,焊料粉末的制备可以采用将熔融的焊料材料滴下而得到粒子的滴下法或离心喷雾的喷雾法、将块状的焊料材料粉碎的方法等公知的方法。在滴下法或喷雾法中,为了制成粒子状,优选在惰性气氛或溶剂中进行滴下或喷雾。然后,将上述各成分加热混合而调制助焊剂,向助焊剂中导入上述焊料粉末,进行搅拌、混合而制备。
[0117]
3.焊球
[0118]
本发明的焊料合金可以作为焊球使用。在作为焊球使用的情况下,可以使用本领域中一般的方法即滴下法将本发明的焊料合金制备为焊球。另外,可以利用通过在涂布有助焊剂的1个电极上搭载1个焊球而接合等、本领域中一般的方法进行加工来制备焊接接头。焊球的粒径优选为1μm以上,更优选为10μm以上,进一步优选为20μm以上,特别优选为30μm以上。焊球的粒径的上限优选为3000μm以下,更优选为1000μm以下,进一步优选为600μm以下,特别优选为600μm以下。
[0119]
4.焊料预制件
[0120]
本发明的焊料合金可以作为预制件使用。作为预制件的形状,可举出垫圈状、环状、粒状、盘状、带状、线状等。
[0121]
5.焊接接头
[0122]
本发明的焊料合金可以通过将ic芯片等的封装(pkg)的电极与pcb(印刷电路板)等的基板的电极接合而形成焊接接头。本发明的焊接接头由电极和焊料接合部构成。焊料接合部表示主要由焊料合金形成的部分。
[0123]
6.车载电子电路、ecu电子电路、车载电子电路装置、ecu电子电路装置
[0124]
本发明的焊料合金,如由到此为止的说明所明确的那样,热循环性优异,能够抑制焊料合金中的裂纹的产生、传播。因此,即使作为在不断受到振动的状态下使用的汽车用即车载用而使用,也不会促进裂纹的成长和进展。因此,由于具有这样的特别显著的特性,可知本发明的焊料合金特别适合用于搭载于汽车的电子电路的焊接。
[0125]
在此,本说明书中所说的“热循环性优异”是指,即使如后述的实施例所示那样进行
‑
40℃以下+125℃以上那样的热循环试验,3000次循环后的裂纹产生率也为90%以下,同样地,3000次循环后的剪切强度残存率为30%以上。
[0126]
这样的特性意味着即使在上述热循环试验这样的非常苛刻的条件下使用,车载电
子电路也不断裂,即不会导致不能使用或误动作。本发明的焊料合金作为特别是用于ecu用的焊接的焊料合金,可靠性高。此外,本发明的焊料合金在经过温度循环后的剪切强度残存率优异。即,即使长期使用,对于碰撞或振动等从外部施加的外力,剪切强度等对外力的耐性也不降低。
[0127]
这样,本发明的焊料合金更具体地用于车载电子电路的焊接或ecu电子电路的焊接,并发挥出优异的热循环特性。
[0128]“电子电路”是通过各自具有功能的多个电子部件的电子工程学的组合,作为整体发挥目标功能的系统(system)。
[0129]
作为构成这样的电子电路的电子部件,可以举出贴片电阻部件、多联电阻部件、qfp、qfn、功率晶体管、二极管、电容器等。组装了这些电子部件的电子电路被设置在基板上,构成电子电路装置。
[0130]
在本发明中,构成这样的电子电路装置的基板,没有特别限制,例如印刷电路板。另外,其材质也没有特别限制,可例示耐热性塑料基板(例如为高tg低cte的fr
‑
4)。印刷电路板优选为用胺或咪唑等的有机物(osp:有机表面保护)处理cu焊盘表面的印刷电路板。
[0131]
7.焊料合金的形成方法
[0132]
本发明的焊料合金的制备方法没有限定,可以通过将原料金属熔融混合来制备。
[0133]
在焊料合金中形成as浓化层的方法也没有限定。作为as浓化层的形成方法的一个例子,可举出在氧化气氛(空气或氧气气氛)中加热焊料材料。对加热温度没有限定,例如可以是40~200℃,也可以是50~80℃。对加热时间也没有限定,例如可以是数分钟~数天,优选为数分钟~数小时。为了形成足够量的as浓化层,加热时间优选为10分钟以上,更优选为20分钟以上。上述焊料粉末、焊球、焊料预制件也通过例如进行该加热处理而形成as浓化层。
[0134]
本发明的焊料合金,通过使用低α射线材料作为其原材料,可以制备低α射线合金。当这种低α射线合金用于形成存储器周围的焊料凸块时,可以抑制软错误。
[0135]
实施例
[0136]
使用表1~4的实施例和比较例中记载的焊料合金(质量%),评价了1.温度循环试验(裂纹可靠性和剪切强度可靠性)、2.as表面浓化、3.增粘抑制。
[0137]
1.温度循环试验
[0138]
(1
‑
1)裂纹可靠性(裂纹率)
[0139]
将表1~4的焊料合金雾化而制成焊料粉末。与由松脂、溶剂、活性剂、触变剂、有机酸等构成的焊接助焊剂混合,制作各焊料合金的焊膏。焊膏通过在六层印刷基板上印刷150μm的金属掩模,然后通过安装器安装贴片电阻3216,并在实施例中在最高温度为235℃下保持40秒的条件下、在比较例中在最高温度为280℃下保持40秒的条件下,进行回流焊接,从而制备测试基板。焊料粉末的平均粒径为21μm,使用符合jis z3284
‑
1:2014的粉末尺寸分类(表2)中的5的焊料粉末,在大气中使用干燥装置在60℃下加热30分钟而得到。仅比较例25使用未进行加热处理的焊料粉末。
[0140]
将用各焊料合金进行了焊接的试验基板放入设定为低温
‑
40℃、高温+125℃、保持时间30分钟的条件的温度循环试验器中,3000次循环后在各条件下从温度循环试验器中取出,使用150倍的金属显微镜观察裂纹的状态,假定裂纹的全长,测定裂纹率。
[0141]
裂纹率(%)=(裂纹长度的总和)
×
100/(假定线裂纹全长)
[0142]
在此,“假定线裂纹全长”是指完全断裂的裂纹长度。裂纹率是将图1所示的多个裂纹6的长度的合计除以裂纹预测进展路径8的长度而得到的比率。在本实施例中,在裂纹率为90%以下的情况下,由于在实用上为没有问题的程度,因此将裂纹可靠性设为
“○”
,在超过90%的情况下,将裂纹可靠性设为
“×”
。
[0143]
(1
‑
2)剪切强度可靠性(剪切强度残留率)
[0144]
剪切强度可靠性是相对于温度循环试验前的初始状态的焊接接头的剪切强度在温度循环试验中维持了何种程度的强度的指标。
[0145]
剪切强度试验使用接头强度试验机str
‑
000,在室温下,在试验速度6mm/min、试验高度50μm的条件下进行。剪切强度残留率(%)用(初始的剪切强度)
×
100/(温度循环试验后的剪切强度)求出。在本实施例中,在剪切强度残留率为30%以上的情况下,由于是实用上没有问题的程度,因此将剪切强度可靠性设为
“○”
,在小于30%的情况下,将剪切强度可靠性设为
“×”
。
[0146]
2.as表面浓化
[0147]
as表面浓化的评价是使用xps(x射线光电分光法:x
‑
ray photoelectron spectroscopy)进行的深度方向分析,以如下方式进行评价。
[0148]
(分析条件)
[0149]
·
分析装置:微小区域x射线光电子分光分析装置(kratos analytical社制axis nova)
[0150]
·
分析条件:x射线源alkα射线、x射线枪电压15kv、x射线枪电流值10ma、分析区域700μm
×
300μm
[0151]
·
溅射条件:离子种类ar
+
、加速电压2kv、溅射速率0.5nm/min(sio2换算)
[0152]
·
样品:准备3个在贴有碳带的载物台上无间隙且平坦地铺满“1.温度循环试验”中得到的焊料粉末的载物台,作为样品。其中,样品的大小为5.0mm
×
5.0mm。焊料粉末的平均粒径为21μm,使用符合jis z3284
‑
1:2014的粉末尺寸分类(表2)中的5的焊料粉末。
[0153]
(评价步骤)
[0154]
从5.0mm
×
5.0mm大小的样品中选定任意的700μm
×
300μm的区域,一边进行离子溅射,一边对sn、o和as的各原子进行xps分析,得到xps分析的图。对每个样品选定一个区域,对三个样品分别各进行一次、合计进行三次分析。
[0155]
通过xps分析得到的图的一个例子如图2~4所示。图2~4是对于同一样品改变纵轴的检测强度(cps)的标度的图,横轴是由溅射时间算出的sio2换算的深度(nm)。在xps分析的图中,纵轴为检测强度(cps),横轴可以从由溅射时间(min)或使用sio2标准试样的溅射蚀刻速率由溅射时间算出的sio2换算的深度(nm)中的任意一者中选择,在图2~4中,将xps分析的图中的横轴设为使用sio2标准试样的溅射蚀刻速率由溅射时间算出的sio2换算的深度(nm)。
[0156]
然后,在各样品的xps分析的图中,将o原子的检测强度成为最大的sio2换算的深度设为do
·
max(nm)(参照图3)。并且,将在比do
·
max深的部分中o原子的检测强度成为最大检测强度(do
·
max处的强度)的1/2的强度的最初的sio2换算的深度设为d1(nm)。
[0157]
接着,在各样品的xps分析的图中,求出从最表面到深度2
×
d1的区域(sio2换算的
深度为0~2
×
d1(nm)的区域)中的as的检测强度的积分值(s1)、以及从深度2
×
d1进一步到深2
×
d1的部分的区域(sio2换算的深度为2
×
d1~4
×
d1(nm)的区域)中的as的检测强度的积分值(s2)(参照图4),并进行它们的比较。
[0158]
然后,基于以下的基准进行评价。
[0159]
·
在全部三次测定中s1>s2
[0160]
:形成有as浓化层(
○
)
[0161]
·
在全部三次测定中两次以下的次数中s1>s2
[0162]
:未形成as浓化层(
×
)
[0163]
3.增粘抑制
[0164]
将“1.温度循环试验”中得到的焊料粉末和表5所示的助焊剂加热搅拌,使得助焊剂与焊料粉末的质量比(助焊剂:焊料粉末)为11:89,然后冷却,由此制作焊膏。对于这些焊膏,按照jis z3284
‑
3:2014的“4.2粘度特性试验”中记载的方法,使用旋转粘度计(pcu
‑
205、株式会社malcom制),在转速:10rpm、测定温度:25℃下,继续测定12小时的粘度。然后,比较初期粘度(搅拌30分钟后的粘度)和12小时后的粘度,基于以下基准进行增粘抑制效果的评价。
[0165]
12小时后的粘度≤初期粘度
×
1.2:经时粘度上升小,良好(
○
)
[0166]
12小时后的粘度>初始粘度
×
1.2:经时的粘度上升大而不良(
×
)
[0167]
[表1]
[0168][0169]
[表2]
[0170][0171]
[表3]
[0172][0173]
[表4]
[0174][0175]
下划线表示在本发明的范围外
[0176]
[表5]
[0177][0178]
如表1~4所示,可知实施例1~128在任一种合金组成中都满足本发明的所有要件,因此具有优异的裂纹可靠性和剪切强度可靠性,具备as表面浓化,还具有增粘抑制效果。此外,可知所有这些层都具有as浓化层,从而抑制焊膏的粘度的经时变化,并且抑制在加热焊料片时的黄色变化。另一方面,可知比较例1~24由于在任一种合金组成中都不满足本发明的要件的至少一个,因此上述效果的至少一个差。比较例23由于as多、润湿性差、无法形成焊接接头,因此无法进行裂纹可靠性和剪切强度可靠性的评价。比较例25由于未进行加热处理,因此未形成as浓化层,未得到增粘抑制效果。
[0179]
符号的说明
[0180]
1:芯片部件
[0181]
2:焊料合金
[0182]
3:基板
[0183]
4:cu焊盘
[0184]
5:金属间化合物层
[0185]
6:裂纹进展路径
[0186]
8:裂纹预测进展路径。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1