具有用于夹持可移位工具承载件的机构的镗头的制作方法
1.本发明涉及下述这样的镗头,该镗头具有用于夹持可移位工具承载件以防止在镗削操作期间工具承载件相对于工具本体移位的夹持机构。
背景技术:
2.例如,用于形成切屑的金属切削的镗头通常包括工具承载件,工具承载件能够相对于工具本体径向移位,以允许对附接至工具承载件的切削工具进行径向调节。这样的镗头例如用于借助于使镗头与附接至镗头的工具旋转来扩大已经存在的孔。工具承载件的径向移位不仅能够实现可变的切削直径,而且还允许在镗削操作中间补偿切削工具的磨损。
3.对于调节镗削直径,通常由使用者手动进行工具承载件的径向移位。为此,使用者使与工具承载件的带螺纹孔接合的调节螺钉旋转,以使工具承载件相对于工具本体径向地移位。然而,手动调节费时且往往不精确。因此,存在对具有马达驱动的工具承载件、即可以借助于马达而相对于工具本体径向地移位的工具承载件的镗头的需要。
4.在us 2017/165760 a1中公开了一种用于使镗头的切削工具径向地移位的马达驱动式电动致动器。然而,电动致动器代表外部装置,这仍然需要手动操作以及中断镗削操作。
5.例如,在de 197 17 172 a1、wo 88/03672 a1、jp 3 252996 b2和ep 3 222 375 a1中公开了具有用以使工具承载件移位的马达的镗头。
6.一些现有技术文献、比如wo 00/62962 a1和us 2014/0133930 a1提出了借助于压电机构实现承载在镗头中的工具的机动化径向或轴向移位。
7.可以借助于马达进行移位的工具承载件面临的挑战表现为,特别是它们在镗削操作期间在工具本体内的固定。在镗削操作期间,大的力并且特别是大的径向力通常作用在切削工具上和工具承载件上。由于这些力,工具承载件倾向于沿径向方向移位,需要尽一切办法防止这种情况发生以实现好的镗削结果。移位马达本身在静止时的力通常远远不足以防止这种在镗削操作期间不期望的移位。
8.在us 6,394,710 b1和ep 2 095 897 a1中,使用预加应力的弹簧元件对工具承载件施加夹持力,以防止工具承载件在镗削操作期间产生不期望的径向或轴向移位。然而,设置这种被动夹持机构导致针对工具承载件的预期移位需要更大的力。如果使用马达进行移位,则在这种情况下需要相应更强且更大尺寸的马达。然而,这种更大尺寸的马达不仅更昂贵,而且也难以布置在镗头的有限空间内。
9.此外,指出的是,在de 10 2004 002 249 a1和de 19643180 a1中公开了压电致动器的不同实施方式。
技术实现要素:
10.本发明的目的是提供一种具有工具承载件的镗头,该工具承载件一方面可以容易地移位并且另一方面在镗削操作期间相对于工具本体固定。
11.该目的通过如权利要求1和19所述的镗头而实现。在从属权利要求中提供了镗头的其他实施方式。
12.因此,本发明提供了一种镗头,该镗头包括:
13.工具本体,该工具本体具有主旋转轴线,工具本体在镗削操作期间绕主旋转轴线旋转;
14.工具承载件,该工具承载件布置在工具本体中或工具本体上;
15.第一马达,该第一马达用于使工具承载件相对于工具本体移位;以及
16.夹持机构,该夹持机构具有夹持元件,夹持元件对工具承载件施加夹持力,以防止在镗削操作期间工具承载件相对于工具本体发生移位。
17.夹持机构为主动夹持机构,主动夹持机构施加能够被主动调节的夹持力。
18.与被动夹持机构相比,主动夹持机构不需要存在预加载。因此,用于使工具承载件移位的力可以显著降低,这意味着关于第一马达的要求更低。另一方面,借助于主动夹持机构,可以在镗削操作期间对工具承载件施加高的夹持力,以防止工具承载件相对于工具本体发生不期望的移位。然而,如果有需要借助于第一马达使工具承载件相对于工具本体进行移位,则可以通过夹持机构来释放工具承载件,以便实现容易的移位。
19.因此,镗头包括主动夹持机构,该主动夹持机构施加能够被主动调节的夹持力。相反,在被动夹持机构中、比如在仅由弹簧形成的夹持机构中,夹持力不能够被主动调节。主动夹持机构通常包括可以被激活和/或去激活的至少一个元件。在主动夹持机构的情况下,当夹持机构被激活和/或处于夹持机构的激活状态时,通常发生从能量源到夹持机构的能量流动。因此,为了激活主动夹持机构,优选地设置有能量存储装置、特别是诸如一个或多个电池的电能存储装置,以提供所需要的能量。镗头优选地适于基于操作者的输入指令和/或例如在镗头的印刷电路板(pcb)中实现的控制逻辑的输入指令来主动地调节夹持力。
20.夹持机构优选地适于被激活和/或处于夹持机构的激活状态,以使得工具承载件能够相对于工具本体移位。此外,夹持机构优选地适于被去激活和/或处于夹持机构的去激活状态,以使得工具承载件不能够相对于工具本体移位。
21.工具本体的主旋转轴线表示镗头在正常镗削操作期间按预期旋转所绕的轴线。工具本体优选是作为整体一体地制成。
22.工具承载件用于承载工具。工具通常为可以直接或间接地例如经由切削工具保持器附接至工具承载件的切削工具、比如切削刀片。
23.在特定的优选实施方式中,工具承载件能够相对于工具本体横向地移位,这意味着工具承载件能够相对于主旋转轴线沿横向方向移位。相对于工具承载件的移位,横向方向可以但不必须与相对于主旋转轴线的垂直方向相同。在目前的情况下,沿着横向方向的移位是指实现了切削工具相对于主旋转轴线的径向移位,使得在镗削操作期间,作为移位的直接结果而产生具有更宽或更小直径的孔。因此,尽管在大多数情况下优选,但不是绝对必须使工具承载件沿着横向方向的移位与沿着垂直于主旋转轴线的方向的移位相同并且具有相同的效果。借助于第一马达使工具承载件适于相对于工具本体移位所沿的方向在本文中被称为移位方向。
24.工具承载件通常布置在工具本体的开口内。开口或孔特别地可以为贯通开口。然而,在某些实施方式中,还可以设想的是,工具承载件以可移位的方式附接至工具本体的外
侧部。工具承载件优选地附接至工具本体使得工具承载件在不使用专用工具的情况下不能被从工具本体移除。工具承载件优选作为整体一体地制成。
25.第一马达优选地为电动马达、比如直流马达。然而,在某些实施方式中,也可以设想使用压电马达或液压马达作为第一马达。第一马达优选地至少部分地、但有利地完全地结合在镗头内、特别地结合在工具本体内。在大多数情况下,第一马达具有定子和带有驱动轴的转子。驱动轴以抗扭的方式附接至转子并且在优选实施方式中甚至与转子一体地制成。通过在马达的操作期间转子的旋转,限定了主驱动轴线。
26.在优选实施方式中,第一马达的主驱动轴线沿平行于工具承载件能够相对于工具本体移位所沿的方向延伸,并且有利地沿垂直于主旋转轴线的方向延伸。然后可以实现由第一马达作用在工具承载件上的最佳动力传递。在这些实施方式中,驱动轴优选地具有外螺纹并且工具承载件包括具有内螺纹的孔,或者具有内螺纹的螺母以抗扭的方式附接至工具承载件。驱动轴的外螺纹与工具承载件的该内螺纹或螺母的内螺纹接合,使得通过第一马达实现的转子的旋转运动被转换为工具承载件相对于工具本体的移位。
27.在其他同样优选的实施方式中,主驱动轴线垂直于工具承载件能够相对于工具本体移位所沿的方向延伸并且有利地平行于主旋转轴线的方向延伸。这些实施方式具有的优点是第一马达可以更好地结合在镗头中,特别是在使用相对较大的第一马达的情况下。为了将通过第一马达实现的旋转运动转换为工具承载件相对于工具本体的移位,在这些实施方式中优选地设置有蜗轮传动装置。通过具有传动装置单元、特别是带有蜗轮传动装置的传动装置单元,可以增加用于使工具承载件移位的施加力,或者换句话说,可以使用较小尺寸的第一马达来施加相同的力来使工具承载件移位。
28.在某些实施方式中,当沿着相对于主旋转轴线的垂直方向观察时,工具承载件具有第一端部和第二端部,第一端部适于附接切削工具。第一马达于是优选地作用于第二端部以使工具承载件移位。
29.在其他实施方式中,工具承载件包括沿着工具本体的主旋转轴线延伸的孔,该孔适于接纳切削工具或切削工具保持器。因此,在这种情况下,切削工具或切削工具保持器可以通过插入到工具承载件的孔中而附接至镗头。例如,在工具承载件的孔内的固定可以借助于固定螺钉来实现。
30.工具承载件不一定需要能够相对于工具本体的主旋转轴线沿着横向方向移位。也可以的是,第一马达适于使工具承载件平行于主旋转轴线移位,以便使切削工具沿轴向方向移位。
31.夹持机构优选地适于将工具承载件夹持成抵靠工具本体或抵靠镗头的另一元件。为此,夹持机构优选地包括具有夹持表面的夹持元件,该夹持表面适于直接或间接地抵靠工具承载件的外表面,以防止在镗削操作期间工具承载件相对于工具本体发生任何不期望的移位。夹持表面优选地成形为与工具承载件的外表面的相应部分相对应,以使夹持元件与工具承载件之间的相互接触表面最大化并且因此所产生的摩擦最大化。
32.在特别优选和有利的实施方式中,夹持机构具有空闲状态和激活状态,在空闲状态下,工具承载件被夹持,在激活状态下,工具承载件能够相对于工具本体移位。因此,优选地需要激活夹持机构,以释放工具承载件并且使得工具承载件能够相对于工具本体移位。为了激活夹持机构以及/或者为了保持夹持机构处于夹持机构的激活状态,优选地需要例
如从一个或数个电池向夹持机构提供能量。然而,在空闲状态下,工具承载件被夹持机构以使得工具承载件不能相对于工具本体移位的方式夹持。优选地,不需要能量供应以保持夹持机构处于夹持机构的空闲状态。夹持机构优选地设计成使得:在夹持机构处于夹持机构的激活状态且能量供应中断的情况下,夹持机构自动地采用夹持机构的空闲状态。在工件的加工期间、即在正常的镗削操作期间,夹持机构优选适于处于夹持机构的基本的空闲状态。
33.通过提供在空闲状态下夹持工具承载件并且在激活状态下释放工具承载件——而不是相反——的主动夹持机构,可以大幅提高镗头在镗削操作方面的安全性。例如,如果对夹持机构的能量供应无意地中断或者由于电池的低充电状态而变得不足,则不存在下述风险:在镗削操作期间工具承载件被释放并且因此损害加工工件,或者更糟的是,对操作人员存在风险。
34.在其他同样优选的实施方式中,夹持机构适于在激活时增加或减少夹持力。因此,在夹持机构的激活状态下,夹持力例如可以改变为夹持或释放工具承载件,而在未激活(或空闲)承载件下,夹持力可以保持不变。如果夹持力在未激活状态下保持不变,则特别可以保证的是,在镗削操作期间,如果例如对夹持机构的能量供应无意地中断或者由于电池的低充电状态而变得不足,则工具承载件的夹持被保持。
35.根据本发明的改进,夹持机构基于压电效应并且包括至少一个压电元件。压电元件——也可以称为压电性元件——为由于电压作用在元件上而进行机械运动、特别是进行扩展。通过使用基于压电效应的夹持机构,可以实现电能向机械夹持力的最佳且直接的转换。例如,在其他实施方式中,可以代替地使用电动直流马达。
36.根据本发明的另一改进,镗头包括特别呈直流马达形式的、用于主动调节夹持力的第二马达。第二马达优选地适于主动调节由夹持元件施加在工具承载件上的力。
37.在优选实施方式中,夹持元件具有夹持支架的形式,该夹持支架至少部分地、优选完全地围绕夹持机构的其他夹持元件,使得其他夹持元件沿着第一方向的扩展被转换成夹持支架沿着垂直的第二方向的收缩。其他夹持元件特别地可以为如已经提及的所述至少一个压电元件。利用呈夹持支架形式的夹持元件,可以实现相对较小尺寸的夹持机构,该夹持机构在夹持机构的空闲状态下夹持工具承载件并且在夹持机构的激活状态下释放工具承载件。
38.在另一优选实施方式中,夹持元件具有夹持梁的形式,该夹持梁适于借助于夹持机构的其他夹持元件的扩展而移动远离工具承载件。所述其他夹持元件特别地可以为如已经提及的所述至少一个压电元件。利用呈夹持梁形式的夹持元件,可以实现特别大的夹持力。夹持梁优选地包括夹持表面并且有利地在与工具承载件能够移位所沿的方向垂直的方向上延伸。夹持梁优选地具有刚度相对较低的至少一个部段和刚度相对较高的至少一个部段。具有较低刚度的部段优选地形成铰接部,夹持梁能够围绕该铰接部枢转,并且具有较高刚度的部段包括夹持表面。夹持梁作为整体有利地表示杆臂,该杆臂可以借助于其他夹持元件移动靠近工具承载件以及移动远离工具承载件。
39.在又一优选实施方式中,夹持机构包括用于对工具承载件施加夹持力的一个或更多个楔形件。
40.在一个优选实施方式中,夹持机构包括两个楔形件,这两个楔形件可以朝向彼此
移动或远离彼此移动以增加或减少夹持力。为了使两个楔形件移动,优选地设置有带螺纹轴,该带螺纹轴延伸穿过楔形件并且与楔形件的相应的内螺纹相配合,所述螺纹沿相反的方向定向。带螺纹轴有利地由马达、特别是直流马达驱动。
41.在其他优选实施方式中,夹持元件包括平行于工具承载件的移位方向延伸的夹持表面并且夹持机构优选地还包括沿移位方向的垂直方向在夹持元件上施加弹簧力的弹簧元件。在该实施方式中,夹持表面优选地相对于由弹簧元件施加的弹簧力的方向倾斜。以这种方式,由弹簧元件所施加的力有利地通过倾斜表面相对于工具承载件重新定向,以将工具承载件夹持成抵靠工具本体。
42.夹持机构可以包括至少两个杆,所述至少两个杆彼此铰接并且用于使夹持元件沿与由弹簧元件施加在夹持元件上的力的方向相反的方向移位。有利地设置有马达、特别地直流马达,以使杆移动。因此,由夹持机构施加的夹持力可以通过马达经由杆主动进行调节。
43.由夹持机构提供的夹持表面优选地与工具承载件的外表面相适应,以提高保持力。
44.镗头可以包括用于测量驱动轴的旋转位置或驱动主轴的旋转位置的旋转传感器,驱动轴或驱动主轴用于将由马达实现的旋转运动转换为工具承载件相对于工具本体的移位。替代性地或另外地,镗头可以包括用于测量工具承载件相对于工具本体的位置的位置传感器。可以借助于旋转传感器和/或位置传感器来检测在镗削操作期间工具承载件的非预期的旋转和/或移位。
45.根据本发明的进一步改进,夹持机构的夹持表面——该夹持表面直接作用于工具承载件的外表面和/或工具承载件的外表面、特别是工具承载件的被夹持表面接触的外表面——优选地包括高摩擦涂层,以提高夹持机构对工具承载件的保持力。以这种方式,可以提高夹持机构的夹持效果。
46.根据本发明的另一进一步改进,工具承载件和/或工具本体包括低摩擦涂层,以便于工具承载件相对于工具本体移位。提供低摩擦涂层允许采用较小尺寸的马达来使工具承载件移位。
47.根据本发明的又一进一步改进,工具承载件和/或工具本体在工具承载件接触工具本体的区域中包括高摩擦涂层,以避免特别地在镗削操作期间工具承载件相对于工具本体的移位。在工具承载件接触工具本体的区域中设置高摩擦涂层是特别有利的,以避免由夹持机构的元件的一定游隙造成的移位。
48.已经认识到的是,高摩擦涂层和/或低摩擦涂层在工具承载件的外表面上和/或在工具承载件的外表面上和/或在工具本体上的施用可以独立于所使用的夹持机构的类型和甚至具有可手动移位的工具承载件的镗头来提供。特别地,上述涂层不仅可以与上述主动夹持机构结合使用,还可以与例如仅基于螺旋弹簧的被动夹持机构结合使用。此外,所述涂层甚至可以与下述镗头结合使用:在所述镗头中,工具承载件例如借助于一个或多个固定螺钉被手动地夹持以及/或者例如借助于调节螺钉被手动地移位。
49.因此,本发明还涉及一种镗头、特别地涉及如上所述的镗头,该镗头包括:
50.工具本体,该工具本体具有主旋转轴线,工具本体在镗削操作期间绕主旋转轴线旋转;
51.工具承载件,该工具承载件布置在工具本体中或工具本体上并且能够相对于工具本体移位;
52.夹持机构,该夹持机构具有夹持元件,夹持元件用于对工具承载件施加夹持力,以防止在镗削操作期间工具承载件相对于工具本体移位;
53.其中,夹持机构包括直接作用于工具承载件的外表面的夹持表面。
54.夹持机构的夹持表面和/或工具承载件的外表面包括高摩擦涂层,以提高夹持机构的保持力,并且/或者工具承载件和/或工具本体包括低摩擦涂层,以便于工具承载件相对于工具本体移位,并且/或者工具承载件和/或工具本体包括高摩擦涂层,以避免工具承载件相对于工具本体发生不期望的移位。
55.特别优选的是其中工具承载件包括高摩擦涂层和低摩擦涂层两者的实施方式。
附图说明
56.下面参照附图对本发明的优选实施方式进行描述,附图的目是为了说明本发明的本优选实施方式,而不是为了限制本发明的优选实施方式。在附图中,
57.图1示出了具有主动夹持机构的本发明的镗头的第一实施方式的立体图;
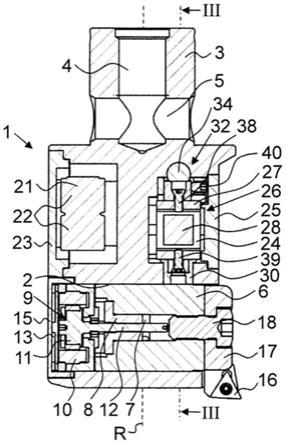
58.图2示出了图1的镗头沿着如图3中所描绘的平面ii
‑
ii的中央横截面图;
59.图3示出了图1的镗头沿着如图2中所描绘的平面iii
‑
iii的横截面图;
60.图4示出了具有主动夹持机构的本发明的镗头的第二实施方式的立体图;
61.图5示出了与图4的镗头相同的视图,但其中移除了电子单元的盖;
62.图6示出了图4的镗头沿着如图7中所描绘的平面vi
‑
vi的中央横截面图;
63.图7示出了图4的镗头沿着如图6中所描绘的平面vii
‑
vii的横截面图;
64.图8示出了图4的镗头沿着如图6中所描绘的平面viii
‑
viii的横截面图;
65.图9示出了具有主动夹持机构的本发明的镗头的第三实施方式的局部横截面、局部侧视图;
66.图10示出了图9的镗头沿着如图9中所描绘的平面x
‑
x的局部横截面图;
67.图11示出了本发明的镗头的第四实施方式的工具承载件和主动夹持机构的立体图;
68.图12示出了如图11中所示的夹持机构的中央横截面图;
69.图13示出了本发明的镗头的第五实施方式的工具承载件和主动夹持机构的立体图;
70.图14示出了如图13中所示的夹持机构和工具承载件的第一侧视图;
71.图15示出了如图13中所示的夹持机构和工具承载件的第二侧视图;以及
72.图16示出了具有图13的成一体的夹持机构和工具承载件的镗头的横截面图。
具体实施方式
73.图1至图3示出了具有主动夹持机构的本发明的镗头的第一实施方式以及图4至图8示出了具有主动夹持机构的本发明的镗头的第二实施方式。虽然第一实施方式允许加工具有特别大直径的孔,但借助于第二实施方式可以对加工工件施加较大的径向力。在图9至图10中示出了具有主动夹持机构的镗头的第三发明实施方式,在图11和图12中示出了第四
发明实施方式并且在图13至图16中示出了第五发明实施方式。在图1至图16中,具有相同或类似功能的元件在每种情况下均以相同的附图标记表示。
74.如在图1中所示,优选的镗头的第一实施方式包括呈基本上筒形形式的工具本体1。紧固钉3附接至工具本体1并且与工具本体1一体地制成。紧固钉3也呈筒形形式,但具有比工具本体1小的直径。紧固钉3具有中央纵向孔4和与纵向孔4相交的横向孔5。镗头适于借助于紧固钉以如技术人员已知的方式紧固至镗床。在镗削操作期间,旋转运动被从镗床传递至镗头,镗头因此绕主旋转轴线r旋转。主旋转轴线r还形成筒形形式的工具本体1的中心纵向轴线。
75.在靠近工具本体1的端面——该端面远离紧固钉1定向——的区域中,工具本体1包括横向开口2(参见图2)。横向开口2为垂直于主旋转轴线r延伸的通孔。在横向开口2内,工具承载件6以相对于工具本体1可移位但不可旋转的方式布置。工具承载件6总体上呈具有第一端面和第二端面的筒形外形状。工具承载件6的筒形外形状被设计成与工具本体1的横向开口2互补。
76.切削工具16附接至工具承载件6的第一端面。如在图2中可以看出的,切削工具16呈可转位切削刀片的形式。为了将切削工具16附接在工具承载件6上,使用了工具附接部件17,工具附接部件17自身借助于紧固螺钉18附接至工具承载件6的第一端面。为此,紧固螺钉18被旋拧到设置在工具承载件6的中心孔7中的内螺纹中。中心孔7居中地从第一端面穿过整个工具承载件6延伸至第二端面。
77.为了使工具承载件6相对于工具本体1沿横向方向移位,在工具本体1内、于工具承载件6的第二端面区域中布置有马达9。相对于工具本体1固定就位的马达9为具有外定子10和内转子11的直流电动马达。转子11具有延伸到工具承载件6的中心孔7中的驱动轴12。驱动轴12具有与设置在螺母8中的内螺纹接合的外螺纹。螺母8以抗扭的方式固定在工具承载件6的中心孔7内。在不同的实施方式中,螺母8也可以与工具承载件6一体地制成。因此,通过使驱动轴12旋转,由于驱动轴12与螺母8的螺纹的相互接合,工具承载件6可以在横向开口2内沿横向方向移位。
78.通过使工具承载件6沿横向方向移位,镗头可以调节至不同的镗削直径并且可以补偿在镗削操作期间切削工具16的磨损。
79.为了向马达9供应电能,在电池隔室21中布置有一个或更多个电池22。电池隔室21布置在紧固钉3与横向开口2之间并且电池隔室21能够从设置在工具本体1中的侧向开口进入。电池隔室21的开口可以借助于盖23封闭。
80.为了检测转子11的旋转位置,设置有旋转传感器13。为此,转子11包括解码器磁体,该译码器磁体布置成与相对于工具本体1固定的解码器印刷电路板(pcb)直接相邻。替代性地或另外地,可以设置位置传感器以测量工具承载件6相对于工具本体1的移位位置。
81.马达9能够从工具本体1中的另一侧向开口进入。该开口可以借助于盖15封闭。旋转传感器13布置在马达9与盖15之间。
82.为了防止在镗削操作期间工具承载件6移位,在工具本体1的夹持隔室24内设置有夹持机构26。如图2和图3中所示的夹持机构26布置在工具承载件6与紧固钉3之间的区域中。夹持隔室24能够经由设置在工具本体1中的侧向开口进入。该侧向开口可以借助于盖25封闭。
83.夹持机构26包括呈堆叠的压电元件28形式的有源元件。如果将电压施加至堆叠的压电元件28,则堆叠的压电元件28纵向地扩展。堆叠的压电元件28能够进行扩展所沿的方向位于下述平面内:该平面平行于工具承载件6的移位方向延伸。在本实施方式中,堆叠的压电元件28的扩展方向沿着相对于工具承载件6的移位方向垂直而非径向的方向延伸。
84.如图3中所示,堆叠的压电元件28布置在夹持支架27内,夹持支架27完全环绕堆叠的压电元件28。堆叠的压电元件28在夹持支架27内的布置使得:如果堆叠的压电元件28沿着其纵向方向扩展,则夹持支架27沿着同一方向延伸。夹持支架27沿着堆叠的压电元件28的纵向方向的伸展导致夹持支架27沿着垂直方向、即相对于工具承载件6的移位方向的径向方向收缩。夹持支架27进行收缩所沿的该径向方向表示夹持方向。堆叠的压电元件28和夹持支架27两者均表示夹持机构26的夹持元件。因此,在夹持机构26的非激活状态下,即,在没有电压施加至堆叠的压电元件28的情况下,夹持支架27在工具承载件6的外表面上施加夹持力。因此,夹持支架27被预加应力。由于该夹持力,工具承载件6被夹持在夹持支架27与对工具本体1的横向开口2进行定界的内表面之间,因此防止了工具承载件6相对于工具本体1的移位。借助于对堆叠的压电元件28施加电压而使夹持机构26进入夹持机构26的激活状态。由于该电压的施加,夹持支架27沿着工具承载件6的径向方向收缩并且工具承载件6由夹持机构26释放,从而实现了相对于工具本体1的移位。
85.在夹持支架27与工具承载件6的外表面之间,设置有夹持垫30,夹持垫30借助于附接螺钉39附接至夹持支架27。夹持垫30包括与工具承载件6的筒形外表面直接接触的夹持表面31。
86.如从图3中可以看出的,夹持表面31呈与工具承载件6的外表面互补的倒圆形状。以这种方式,可以改善夹持垫30与工具承载件6之间的摩擦。
87.为了调节夹持机构26的夹持力,设置有调节机构32。调节机构32包括调节楔形件34。夹持支架27布置在调节楔形件34与工具承载件6之间。调节楔形件34能够在工具本体1内径向地移位,并且根据调节楔形件34的位置,由夹持支架27施加的夹持力较大或较小。调节楔形件相对于夹持支架27的位置可以通过调节螺钉33和反向螺钉(counter screw)35来调节。在调节楔形件34与夹持支架27之间设置有调节筒形件36,调节筒形件36借助于附接螺钉38附接至夹持支架27。调节筒形件36布置在调节支架37内。侧向螺钉40侧向地旋拧穿过调节支架37,以紧固调节筒形件36(图2)。如果将盖25移除,则侧向螺钉40能够从外部进入。
88.为了控制马达9和夹持机构26,在工具本体1内设置有电子单元19(参见图1)。电子单元19呈印刷电路板(pcb)的形式并且包括例如至少处理器和数据存储模块。电子单元19能够经由工具本体1的侧向开口进入。该侧向开口可以借助于盖20(图3)封闭。电子单元19可以包括无线单元,以向外部设备传输数据和/或从外部设备接收数据、以及/或者对至外部设备的信号和/或来自外部设备的信号进行控制,外部设备比如为台式电脑或平板电脑或智能手机或智能手表。例如,该传输可以经由蓝牙标准进行。
89.在图4至图8中示出了本发明的镗头的第二实施方式,在下面对该第二实施方式进行描述。
90.与图1至图3的实施方式相比,图4至图8的实施方式适于加工具有较小直径的孔。
91.如从图4至图8可以看出的,根据本实施方式的镗头也包括具有紧固钉3和横向开
口2的工具本体1,在横向开口2中布置有可径向移位的筒形工具承载件6。与图1至图3的实施方式相反,此处的切削工具没有附接至工具承载件6的端面,而是经由工具保持器附接至工具附接孔41,工具附接孔41沿着主旋转轴线r延伸穿过工具承载件6(参见图6)。请注意,工具保持器和切削工具未在图4至图8中示出。为此,工具保持器包括筒形杆状部件,该筒形杆状部件穿过设置在工具本体1的与紧固钉3相反布置的侧部上的中央开口被引入到工具附接孔41中。为了将工具保持器固定至工具承载件6,设置有旋拧到工具承载件6的一个端部中的紧固螺钉42。工具承载件6的相应端部可以借助于盖43封闭。
92.如图4至图8中所示的镗头特别地适于对加工部件施加高径向切削力。为了在镗削操作期间冷却切削工具和加工部件,可以将冷却液通过镗头带至切削工具。为此,纵向孔4延伸穿过紧固钉3和工具本体1两者。在镗头内设置有多个相应的密封件,以防止在镗削操作期间冷却液逸出。
93.在另一实施方式中,工具本体1还可以具有从紧固钉3延伸到工具承载件6的外部、延伸至工具本体1的端面的附加贯穿通道,以将冷却液导引至切削工具。在工具本体1中设置单独的贯穿通道具有的优点在于,可移动部件之间需要的密封件更少。此外,引导冷却液穿过(分散布置的)贯穿通道而不是穿过居中布置的纵向孔4带来的其他优点在于,堆叠的压电元件28可以居中地布置,即使得与主旋转轴线r相交,以使在镗头操作期间作用在堆叠的压电元件28上的离心力最小化。
94.为了实现用于使工具承载件6在横向开口2内径向移位的更高功率,在本实施方式中,马达9布置成使得马达9的旋转轴线垂直于工具承载件6的移位方向延伸。因此,马达9可以具有相对较大的尺寸,因为马达9布置在工具本体1的位于紧固钉3与横向开口2之间的区域中。此外,通过设置传动装置——在该情况下为蜗轮传动装置——实现了更高的移位力。蜗轮传动装置包括蜗杆44和蜗轮49。
95.如图7中所示,第一驱动主轴45以抗扭的方式附接至马达9的驱动轴12。第一驱动主轴45平行于工具本体1的主旋转轴线r延伸。螺杆44以抗扭的方式附接至第一驱动主轴45。当然,第一驱动主轴45和蜗杆44还可以一起一体地制成。第一驱动主轴45和蜗杆44布置在支承管47内。在支承管47内设置有多个支承件51,以保持第一驱动主轴45。
96.蜗杆44与蜗轮49接合,蜗轮49以抗扭的方式附接至第二驱动主轴46。当然,还可能的是,将第二驱动主轴46和蜗轮49一起生产为一体式件。第二驱动主轴46由布置在传动装置壳体50中的多个支承件48保持并且由主轴紧固盘53保持。主轴紧固螺钉54穿过主轴紧固盘63到达第二驱动主轴46的端部中。传动装置壳体50插入工具本体1的横向开口2中。
97.螺母8以抗扭的方式附接至第二驱动主轴46。螺母8还可以与第二传动主轴46一起一体地制成。螺母8包括外螺纹,该外螺纹与设置在工具承载件6的中央孔中的内螺纹相接合。因此,由马达9实现的旋转被传递至第一驱动主轴45,经由蜗轮传动装置44、49传递至第二驱动主轴46并且从第二驱动主轴46传递至螺母8。由于螺母8与工具承载件6的螺纹接合,螺母8的旋转导致工具承载件6在横向开口2内的移位。
98.通过设置在工具本体1中的公共侧向开口,能够进入工具本体1的布置有马达9的隔室和横向开口2的布置有传动装置壳体50和蜗轮传动装置44、49的侧向区域。该开口可以由盖52封闭。盖52还用于保持主轴紧固盘53。
99.在图4至图8的实施方式中使用的夹持机构26可以在图8中特别好地看出。与图1至
图3的实施方式的夹持机构26类似,该夹持机构也包括堆叠的压电元件28,当施加电压时,堆叠的压电元件28扩展。然而,此处设置夹持梁55来代替夹持支架27,以对工具承载件6施加夹持力。夹持梁55具有刚度相对较低的端部部段,这是通过夹持梁55在相应部段中的较薄设计实现的。夹持梁55的该端部部段借助于附接螺钉56附接至工具本体1。夹持梁55作为整体形成能够相对于工具承载件6绕夹持梁的端部部段枢转的杆。夹持梁55沿着工具承载件6的圆周延伸,或者换言之,沿着与工具承载件6的移位方向和径向方向两者垂直的方向延伸。
100.夹持梁55具有倒圆夹持表面31,在夹持机构26的未激活状态下,倒圆夹持表面31直接承靠工具承载件6的筒形外表面。因此,工具承载件6被夹持在夹持梁55与工具本体的横向开口2的内表面之间,以防止在镗削操作期间工具承载件6相对于工具本体1的移位。
101.与前述实施方式类似,夹持表面31的半径适应于工具承载件6的外表面。
102.为了激活夹持机构26,由电子单元19对堆叠的压电元件28施加电压。因此,堆叠的压电元件28扩展并且推动夹持梁55远离工具承载件6。堆叠的压电元件28在与夹持梁55借助于附接螺钉56附接至工具本体1所在的端部区域相反的端部区域中推动夹持梁55。
103.堆叠的压电元件28通过一个端部固定地附接至夹持梁55。借助于设置在工具本体1中的侧向开口,可以触及夹持机构26并且特别地触及夹持梁55。开口能够借助于盖25封闭。在盖25或工具本体1的内表面与夹持梁55之间可以设置有弹簧57和第一调节螺母58。弹簧57布置成使得弹簧57在夹持机构26的未激活状态下支承夹持梁55对工具承载件6的夹持。第二调节螺母59可以设置在堆叠的压电元件28的另一端部与工具本体1的内表面或另一盖60之间。借助于调节螺母58和调节螺母59,可以调节夹持机构26施加在工具承载件6上的夹持力。
104.为了提高夹持梁55相对于工具承载件6的保持力,夹持表面31和/或工具承载件6的外表面的相应部分优选地包括高摩擦涂层61。高摩擦涂层61优选地借助于热喷涂、特别地借助于大气等离子喷涂施用于夹持梁55和/或工具承载件6。用于高摩擦涂层61的特别优选的材料为氧化铝(al2o3)、氧化钛(tio2)或者这些材料的组合。高摩擦涂层还优选地设置在根据如图1至图3中所示的实施方式的镗头的夹持垫30的夹持表面31上和/或工具承载件6的外表面的相应部分上。
105.为了提高工具承载件6相对于工具本体1的移位能力,工具承载件6和/或工具本体1的相应接触表面优选地包括低摩擦涂层62。用于低摩擦涂层62的特别优选的材料为包含钨的材料,特别是具有碳和氢的基质以及包含钨的夹杂物的材料、比如瑞士布鲁格的欧瑞康巴尔查斯涂层公司(oerlikon balzers coating s.a.)的低摩擦涂层62优选地借助于溅射沉积过程、特别地通过反应(阴极)溅射、即物理气相沉积(pvd)溅射施用于工具承载件6和/或工具本体1。如果涂层材料包含钨,则反应气体优选地包含碳。低摩擦涂层还优选地设置在根据如图1至图3中所示实施方式的镗头的工具承载件6的外表面上和/或工具本体1的相应接触表面上。
106.替代性地,涂层62还可以为高摩擦涂层。在工具承载件6上和/或在工具本体1上施用高摩擦涂层62会是有利的,以避免在镗头的操作期间工具承载件6相对于工具本体1产生不期望的移位。这种不期望的移位例如可以是由工具本体1内的夹持机构26的元件的一定游隙引起的。用于高摩擦涂层62的特别优选的材料为氧化铝(al2o3)、氧化钛(tio2)或者这
些材料的组合。
107.在图9和图10中示出了本发明的镗头的第三实施方式。尽管使工具承载件6相对于工具本体1移位的原理与图1至图3中所示的实施方式的原理类似,但是夹持机构26的原理与图4至图8中所示的实施方式的原理类似。
108.如在图9中可以看出的,工具承载件6包括沿着主旋转轴线r延伸并且用于使杆状工具保持器与切削工具附接的工具附接孔41。为了使工具承载件6横向移位,在工具本体1的靠近工具承载件6的端面的横向开口2内布置有具有定子10和转子11的马达9。具有内螺纹的螺母8以抗扭的方式固定在工具承载件6的中心孔内。如在图1至图3的实施方式中,马达9的旋转运动经由与螺母8的内螺纹相接合的带螺纹驱动轴被转换为工具承载件6的径向移位。
109.在图10中示出了本实施方式的夹持机构26。与图8的实施方式中类似,夹持梁55用作在夹持状态下直接接触工具承载件6的夹持元件。夹持梁55通过第一端部在靠近工具本体1的端面的区域中借助于附接螺钉56附接至工具本体1。夹持梁55的第二端部由弹簧57偏置成使得夹持梁55的倒圆夹持表面31压靠工具承载件6。为了释放夹持力,可以激活沿相对于工具承载件的移位方向的垂直方向延伸的堆叠的压电元件28,以按压夹持梁55远离工具承载件6。
110.在本实施方式中,堆叠的压电元件28布置在沿着堆叠的压电元件28的整个纵向延伸侧向地延伸的两个片弹簧之间。片弹簧当然也可以由例如单个螺旋弹簧代替。片弹簧用于在堆叠的压电元件28上施加预紧力。以这种方式,可以避免特别地在压电元件的未激活状态下堆叠的压电元件28的不期望的运动。
111.图11至图12示出了根据本发明的镗头的第四实施方式的夹持机构26。
112.用于使工具承载件6相对于工具本体1径向移位的马达在图11和图12中未示出。使工具承载件6移位的原理可以根据如关于图1至图10的实施方式所指示的原理中的任一原理。对于图13至图16中所示的实施方式同样如此。
113.为了夹持工具保持器6以防止在镗头的操作期间出现不期望的移位,夹持机构26包括夹持爪67和68(参见图11)。夹持爪67、68彼此平行地布置,使得在夹持爪之间形成间隙。第一夹持爪67承靠工具本体1的内表面(在图11和图12中未示出)并且第二夹持爪68承靠工具承载件6的凹部75中的外表面。
114.如在图12中可以看出的,夹持爪67、68具有面向间隙的倾斜表面。倾斜表面形成为使得夹持爪67、68之间的间隙从中间沿着平行于主旋转轴线r延伸的轴线向两个相反的方向变宽。因此,在如图12中所示的横截面图中,形成在夹持爪67、68之间的间隙具有面向彼此的两个楔形件的形状,其中,窄的中间部段向两个相反的方向变宽。
115.经由连接器65以抗扭的方式附接至直流马达63的驱动轴64的带螺纹轴66沿平行于主旋转轴线r的方向延伸并且延伸穿过形成在夹持爪67、68的倾斜表面之间的间隙。在夹持爪67与夹持爪68之间布置有两个楔形件69、70,螺纹轴66延伸通过两个楔形件69、70。楔形件69、70布置在夹持爪67、68之间的间隙的窄的中间部段的上方和下方,使得楔形件69、70的外部形状沿与间隙相同的方向变宽。楔形件69、70中的每个楔形件包括带螺纹通孔。楔形件69、70的内螺纹沿相反的方向定向。在带螺纹轴66上设置有与楔形件69、70的螺纹配合的相应的外螺纹。
116.因此,由于第一楔形件69例如为带左螺纹并且第二楔形件70为带右螺纹,带螺纹轴66沿第一方向的旋转导致楔形件69、70朝向彼此移动并且带螺纹轴66沿另一第二方向的旋转导致楔形件69、70移动远离彼此,即远离由夹持爪67、68形成的间隙的窄的中间部段。在第一种情况下,即当楔形件69、70移动远离彼此时,夹持爪67、68可以朝向彼此移动并且工具承载件6上的夹持压力被释放。在第二种情况下,当楔形件69、70朝向彼此移动时,夹持爪67、68被按压远离彼此,使得第一夹持爪67压靠工具本体1的内表面并且第二夹持爪抵靠工具承载件6。因此,通过激活直流马达63以使带螺纹轴66旋转,可以增加或减少工具承载件6上的夹持力。为了使带螺纹轴66旋转,需要从电源、比如电池(在图11和图12中未示出)到直流马达63的能量流动。带螺纹轴66的自由端部保持在滚珠轴承72中。
117.为了使在带螺纹轴66的旋转期间楔69、70与夹持爪67、68之间的摩擦最小化,在夹持爪67、68的每个倾斜表面与相应的楔形件69、70之间优选地设置有滚针轴承71。滚针轴承71借助于止挡元件73保持在夹持爪67、68之间的间隙中。
118.为了更好地导引夹持爪67、68并且为了避免夹持爪67、68被卡在夹持状态中,可以设置有回拉条74,回拉条74具有一定弹性并且在间隙的窄的中间部段的区域中围绕两个夹持爪67、68。此外,可以设置有导引销以确保夹持爪67、68的适当对准。在本实施方式中,在两个回拉条74之间、于螺纹轴66的每个侧部上布置有导引销。导引销附接至第二夹持爪68并且延伸穿过设置在第一夹持爪67上的开口。
119.与图4至图8中所示的实施方式中类似,高摩擦涂层61可以在第二夹持爪68的外表面接触工具承载件6的区域中施用于第二夹持爪68。以这种方式可以改善夹持效果。在工具承载件6的外表面与工具本体1接触的区域中、特别地在与第二夹持爪68相反的区域中,高摩擦涂层或低摩擦涂层62可以设置在工具承载件6上和/或工具本体1上。
120.楔形件69、70和夹持爪67、68的倾斜表面的设置以及带螺纹轴66与楔形件69、70之间的螺纹接合允许借助于相对较小的直流马达63对工具承载件6施加相对较高的夹持力。只要直流马达63保持不活动,夹持力就被保持。
121.在如图13至图16中所示的本发明的镗头的第五实施方式中,示出了具有可主动调夹持力的主动夹持机构26的其他变型。
122.夹持机构26包括夹持件81,夹持件81形成在夹持状态期间与工具承载件6直接接触的夹持元件。夹持件81包括平坦的夹持表面31,夹持表面31平行于工具承载件6的移位方向延伸并且夹持表面31布置在形成于工具承载件6的筒形圆周中的凹部75的区域中。如图15和图16中可以看出的,凹部75的平坦表面和夹持件81的平坦表面均相对于工具本体1的主旋转轴线r倾斜。由于夹持件81的倾斜表面,夹持件81作为整体形成楔形件。螺旋弹簧82附接至夹持件81的端面,使得夹持件81沿着主旋转轴线r在朝向紧固钉3的方向上被按压。由于夹持表面31相对于主旋转轴线r的倾斜,夹持件81通过弹簧82而压靠工具承载件6。以这种方式,工具承载件6被夹持在夹持件81与在工具承载件6的相对于夹持件81的相反侧部上的工具本体1的内表面之间。换言之,凹部75的平坦接触表面的倾斜和夹持件81的平坦接触表面的倾斜导致弹簧82的力的重新定向,以将工具承载件6夹持在夹持件81与工具本体1的布置在工具承载件6的相反侧部上的内表面之间。
123.为了防止在夹持过程期间,工具承载件6由于倾斜的夹持表面31而绕其纵向轴线产生不期望的旋转,设置了防旋转螺栓83。防旋转螺栓83通过平坦表面抵靠工具承载件6的
设置在凹部75(参见图13和图14)内的平坦外表面。
124.如在之前和之后描述的所有实施方式中,高摩擦涂层61可以施用于夹持件81的接触表面和/或工具承载件6的接触表面,以进一步避免工具承载件6相对于工具本体1的不期望的移位。工具承载件6的接触表面和工具本体1的在夹持件81的相反侧部上的接触表面中的一者或两者可以包括高摩擦涂层或低摩擦涂层62,以同样避免工具承载件6由于例如夹持机构26的元件的不可避免的一定游隙而相对于工具本体1产生不期望的移位,或者以便于例如在调节镗削直径时工具承载件6进行移位。
125.为了释放夹持力,设置有直流马达63,直流马达63具有以抗扭的方式附接至带螺纹轴66的驱动轴64。带螺纹轴66与连接件76的内螺纹接合,使得直流马达63的旋转导致连接件76的平行于工具承载件6的移位方向的移位。第一杆78通过第一端部与连接件76铰接并且通过第二端部与夹持件81铰接。大致在第一杆78的中间设置有铰接部80,其中,第二杆79的第一端部以可枢转的方式附接至第一杆78。第二杆79的第二端部以可枢转的方式附接至固定地附接至工具本体1的附接部件77。如果夹持件81处于夹持件81的释放状态,则第一杆78和第二杆79两者均沿相对于工具承载件6的移位方向的垂直方向并且大致平行于工具本体1的主旋转轴线r延伸。
126.在使用中,如果连接件76移动远离直流马达63(向图14中的右侧),则夹持件81通过杆78、79被沿着主旋转轴线r朝向紧固钉3牵拉,并且因此通过夹持件81的倾斜接触表面抵靠工具承载件6。因此,夹持力增大。如果连接件76通过直流马达63朝向直流马达63移动(向图14中的左侧),则夹持件81通过杆78、79被朝向弹簧82向下按压并且工具承载件6的夹持被释放。因此,两个杆78、79一起用作“膝关节”,使得连接件76的移位被转换为夹持件81沿着主旋转轴线r的移位。
127.由以上说明可知,在图13至图16的实施方式的夹持机构26的情况下,可以借助于直流马达63主动调节作用在工具承载件6上的夹持力。如果直流马达63空转,则夹持力保持不变。
128.杆78、79的设置以及带螺纹轴66与连接件76之间的螺纹接合允许借助于相对较小的直流马达63在夹持件81上施加相对较高的反作用力(抵抗弹簧82的力)。
129.本发明当然不限于前述实施方式并且可以进行多种修改。例如,堆叠的压电元件28可以容易地在所有相应的实施方式中由例如直流驱动器替代。工具承载件6相对于工具本体1的移位性不一定是横向的,而是也可以平行于主旋转轴线r。此外,例如,为了使工具承载件6移位,马达6不一定是电动马达,而是也可以具有压电马达或液压马达的形式。例如主电网可以代替电池22用于经由例如滑动触点或感应能量传递向夹持机构提供所需的电能。可以进行多种其他修改。
130.附图标记列表
[0131]1ꢀꢀꢀꢀꢀꢀ
工具本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
ꢀꢀꢀꢀ
夹持垫
[0132]2ꢀꢀꢀꢀꢀꢀ
横向开口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
ꢀꢀꢀꢀ
夹持表面
[0133]3ꢀꢀꢀꢀꢀꢀ
紧固钉
[0134]4ꢀꢀꢀꢀꢀꢀ
纵向孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
ꢀꢀꢀꢀ
调节机构
[0135]5ꢀꢀꢀꢀꢀꢀ
横向孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
ꢀꢀꢀꢀ
调节螺钉
[0136]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
ꢀꢀꢀꢀ
调节楔形件
[0137]6ꢀꢀꢀꢀꢀꢀ
工具承载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
ꢀꢀꢀꢀ
反向螺钉
[0138]7ꢀꢀꢀꢀꢀꢀ
中央孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36
ꢀꢀꢀꢀ
调节筒形件
[0139]8ꢀꢀꢀꢀꢀꢀ
螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
37
ꢀꢀꢀꢀ
调节支架
[0140]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38
ꢀꢀꢀꢀ
附接螺钉
[0141]9ꢀꢀꢀꢀꢀꢀ
马达
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
39
ꢀꢀꢀꢀ
附接螺钉
[0142]
10
ꢀꢀꢀꢀꢀ
定子
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
ꢀꢀꢀꢀ
侧向螺钉
[0143]
11
ꢀꢀꢀꢀꢀ
转子
[0144]
12
ꢀꢀꢀꢀꢀ
驱动轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
ꢀꢀꢀꢀ
工具附接孔
[0145]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
ꢀꢀꢀꢀ
紧固螺钉
[0146]
13
ꢀꢀꢀꢀꢀ
旋转传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43
ꢀꢀꢀꢀ
盖
[0147]
15
ꢀꢀꢀꢀꢀ
盖
[0148]
16
ꢀꢀꢀꢀꢀ
切削工具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44
ꢀꢀꢀꢀ
蜗杆
[0149]
17
ꢀꢀꢀꢀꢀ
工具附接部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45
ꢀꢀꢀꢀ
第一驱动主轴
[0150]
18
ꢀꢀꢀꢀꢀ
紧固螺钉
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46
ꢀꢀꢀꢀ
第二驱动主轴
[0151]
19
ꢀꢀꢀꢀꢀ
电子单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47
ꢀꢀꢀꢀ
支承管
[0152]
20
ꢀꢀꢀꢀꢀ
盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
48
ꢀꢀꢀꢀ
支承件
[0153]
21
ꢀꢀꢀꢀꢀ
电池隔室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
49
ꢀꢀꢀꢀ
蜗轮
[0154]
22
ꢀꢀꢀꢀꢀ
电池
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
ꢀꢀꢀꢀ
传动装置壳体
[0155]
23
ꢀꢀꢀꢀꢀ
盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
ꢀꢀꢀꢀ
支承件
[0156]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
ꢀꢀꢀꢀ
盖
[0157]
24
ꢀꢀꢀꢀꢀ
夹持隔室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53
ꢀꢀꢀꢀ
主轴紧固盘
[0158]
25
ꢀꢀꢀꢀꢀ
盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
ꢀꢀꢀꢀ
主轴紧固螺钉
[0159]
26
ꢀꢀꢀꢀꢀ
夹持机构
[0160]
27
ꢀꢀꢀꢀꢀ
夹持支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
ꢀꢀꢀꢀ
夹持梁
[0161]
28
ꢀꢀꢀꢀꢀ
堆叠的压电元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
56
ꢀꢀꢀꢀ
附接螺钉
[0162]
57
ꢀꢀꢀꢀꢀ
弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72
ꢀꢀꢀꢀ
滚珠轴承
[0163]
58
ꢀꢀꢀꢀꢀ
调节螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73
ꢀꢀꢀꢀ
止挡元件
[0164]
59
ꢀꢀꢀꢀꢀ
调节螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
74
ꢀꢀꢀꢀ
回拉条
[0165]
60
ꢀꢀꢀꢀꢀ
盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
75
ꢀꢀꢀꢀ
凹部
[0166]
61
ꢀꢀꢀꢀꢀ
高摩擦涂层
[0167]
62
ꢀꢀꢀꢀꢀ
高摩擦涂层或低摩擦涂层
ꢀꢀ
76
ꢀꢀꢀꢀ
连接件
[0168]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
77
ꢀꢀꢀꢀ
附接部件
[0169]
63
ꢀꢀꢀꢀꢀ
直流马达
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
78
ꢀꢀꢀꢀ
第一杆
[0170]
64
ꢀꢀꢀꢀꢀ
驱动轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
79
ꢀꢀꢀꢀ
第二杆
[0171]
65
ꢀꢀꢀꢀꢀ
连接器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
ꢀꢀꢀꢀ
铰接部
[0172]
66
ꢀꢀꢀꢀꢀ
带螺纹轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81
ꢀꢀꢀꢀ
夹持件
[0173]
67
ꢀꢀꢀꢀꢀ
夹持爪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
82
ꢀꢀꢀꢀ
弹簧
[0174]
68
ꢀꢀꢀꢀꢀ
夹持爪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
83
ꢀꢀꢀꢀ
防旋转螺栓
[0175]
69
ꢀꢀꢀꢀꢀ
带左螺纹楔形件
[0176]
70
ꢀꢀꢀꢀꢀ
带右螺纹楔形件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
r
ꢀꢀꢀꢀꢀ
主旋转轴线
[0177]
71
ꢀꢀꢀꢀꢀ
滚针轴承。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1