用于在工件的制造过程中控制工件的方法和设备与流程
1.本发明涉及制造领域,更具体地但非排他地涉及增材制造、通过去除材料进行的机加工或这些制造方法的组合。
2.本发明更具体地涉及在两个制造操作之间对在机床上或在托盘式转移单元中通过这种类型的工艺所制造的工件的自动尺寸检验,也就是说,无需松开或重新定位保持夹紧在其零件固持器中,或者在机器中或者在其托盘上的被检查的工件。
3.本发明的方法和设备适合于从单一制造到批量生产的任何类型的系列。
背景技术:
4.根据示例性实施方式,零件的制造包括为产生几何定义的形状并逐渐使零件的形状更接近其最终形状的成型步骤,成型步骤根据制造序列组织并实施通过在粗坯或毛坯上去除材料或添加材料的一个或多个机床操作。
5.文献ep 2 785 492描述了包括机加工操作、组合增材制造和材料去除的零件制造的示例,以及在两个制造操作之间实施中间尺寸测量的示例。
6.按照惯例,贯穿全文,制造序列被分成一系列的阶段,且包括至少一个阶段。
7.每个阶段被分成一系列的操作,一个阶段包括至少一个操作。
8.因此,当在单个机床上进行制造序列时,阶段对应于通过添加材料或去除材料进行的一系列的机加工操作,在此期间不修改工件在机床中的定位,在此期间也不修改机器的配置。
9.引申开来,在下文中,在制造序列实施了包括多个机床的托盘式单元以及将零件固持器上的工件从一台机器转移到另一台机器的情况下,阶段对应于可能在几台机器上进行的一系列的操作,在此期间工件保持在其托盘上夹紧就位。因此,工件在其托盘上从一台机器转移到另一台机器,托盘包括机器中的定位装置,定位装置确保托盘的精确且可再现的定位,并因此确保工件在机床的空间中的精确且可再现的定位。
10.本发明涉及在工件的制造过程中、更具体地针对三维特征对工件进行自动尺寸检验,检验是在同一阶段进行,也就是说,当工件保持夹紧在其零件固持器(零件固持器特定于机器)中时、或者当工件保持夹紧在其托盘上时进行。
11.这种尺寸检验的目的在于特别是根据先前的机加工操作的结果来调适随后的机加工操作。
12.在数控机床上,这种调适在于修改机器控制程序或机器的控制单元中的预定义校正参数,或者在更高级的情况下,在于在后续操作期间修改执行器的轨迹。
13.为了执行这样的校正,整个校正链的准确度(包括测量、确定与目标或输入/命令的偏差、校正的确定和应用)都应与零件制造公差兼容。
14.通常,根据iso 286-1标准,这些公差对应于质量5和质量10之间的精度,即给出介于所检查尺寸的第1.5/10,000和第15/10000之间的数量级。
15.如果在检验期间将工件从其零件固持器上移除,则无法在校正链中获得这样的精
度。因此,必须在不改变制造阶段的情况下执行检查操作。
16.文献ep 2 785 492描述了这样的检查操作的示例,检查操作由在单个机加工头中的包括各种执行器的设备执行,执行器包括控制探头。
17.在现有技术的这种设备中,控制执行器使得可以在探查操作期间以机器为基准对位于被机加工工件上的点进行采集,无需松开工件且无需改变机器的配置。
18.然后使用这些探查的点来确定几何形状,特别是检查与制造尺寸的合规性。
19.然而,现有技术的这种设备慢,特别是如果必须采集许多点,例如以三维显示表面缺陷,比如平面度或圆柱度。
20.现有技术的这种设备仅适用于一种类型的机器,机器包括能够固持这种类型的传感器的装置(如主轴),因此,这种系统通常不适用于数控(nc)车床,且更不适用于托盘式转移单元。
21.此外,当这种采集在制造环境中进行时,测量的实现、更通常地是采集工件的表面上的点会带来与这种环境相关的困难,通常是拥挤的、特别是被检验表面上具有切屑或切削液,这可能篡改测量结果并导致错误的解释。
22.这种在表面上施加压力的探查测量不适合于检查柔性表面。
23.最后,现有技术的这种设备使用来自编码器的信息或机床的运动轴线的数字规则的信息来获得测量结果。因此,在测量中以及在机加工轨迹中都会出现与这些轴线相关的不确定性,结果是,无法检测到某些误差。
24.文献ep 3 326 749描述了适于放电机器的检验设备,其中在工件的机加工过程中通过电子相机采集工件的表面的二维图像,以确定表面的粗糙度参数。
技术实现要素:
[0025] 本发明旨在解决现有技术的缺陷,并且为此目的涉及一种适于在工件的制造过程中在工件夹紧在其零件固持器中时检验工件的设备,检验是在工件处于机加工系统中时执行的,检验是在机加工操作之后的同一阶段执行的,设备包括:
‑ꢀ
零件固持器,其用于在机加工系统中将工件定位和固持就位;受保护工作区域,其用以进入机加工系统的工作空间;
‑ꢀ
测量用传感器,其适合于采集工件的表面上的点;
‑ꢀ
多关节机器人,其位于机加工系统的工作空间的外部并且能够支撑和移动测量用传感器;
‑ꢀ
支撑托架,其承载机器人并且能够使机器人相对于机加工系统移动;计算机,其具有存储器装置、计算装置和显示装置,在计算机的存储器装置中包括工件的三维数字模型、以及用于引导设备并执行操作的计算机程序,操作包括:i)通过托架移动机器人,以使其到达受保护工作区域;ii)通过机器人使传感器相对于工件定位;iii)通过传感器采集工件的表面上的多个点的坐标、并将坐标记录在存储器装置中;iv)将在步骤iii)中采集的点的位置与包含在计算机的存储器装置中的三维数字模型进行比较。
[0026]
因此,当不执行测量操作时,用于执行测量的设备的装置(包括机器人和测量用传感器)位于工作区域的外部,可适用于任何机加工系统配置,机加工系统配置包括在托盘式转移单元中组织的单台机器或多台机器。用于执行测量的设备的装置可容易地适用于任何现有的机加工系统,即使现有的机加系统最初并未设计成包括这种设备。
[0027]
测量与机器的运动轴线及其可能的缺陷无关。
[0028]
根据下文阐述的实施方式和变体来实施本发明,这些实施方式和变体将被单独考虑或根据任何技术上可操作的组合来考虑。
[0029]
根据一个更好的实施方式,本发明的设备包括用于对测量用传感器在受保护工作区域中的定位进行测量的装置。因此,所进行的测量容易在机加工系统的参考系统中重新定位。
[0030]
更好地,测量用传感器是非接触式传感器、特别是光学传感器。这种类型的传感器能够无需移动机器人来采集点云,在采集时传感器保持在稳定位置,或者如有必要的话,通过将采集与所述采集之间机器人的运动加以组合地采集点云。因此,设备可以单独(平面、圆柱体、孔、穴
…
)或者组合(垂直度、平行度、同轴度
…
)评估几何实体的尺寸以及表面条件(平面度、圆柱度
…
)或者以更精细的细节水平(波纹度、粗糙度
…
)。
[0031]
更好地,机加工系统包括用以进入受保护工作区域的门,并且本发明的设备包括非接触式存在检测设备,从而当门打开时、特别是在步骤(ii)和步骤(iii)期间,对受保护工作区域的入口加以保护。因此,即使机加工系统处于“开门”配置中,也能安全地进行控制操作。
[0032]
根据一个实施方式,机加工系统是托盘式转移单元,托盘式转移单元包括多台机器,工件被夹持在其上的零件固持器是托盘,并且托盘式转移单元包括位于两台机器之间的中间检验站,以用于检查因此夹紧在其托盘上的工件。因此,通过在检查操作期间限制工件周围环境的杂乱来简化检验。
[0033]
本发明还涉及一种实施根据本发明的任何实施方式的设备的方法,方法包括将工件的三维数字模型加载到存储器装置中以用于实施步骤iv)的步骤,其中,工件的上述三维数字模型对应于工件在紧接在步骤i)之前的机加工操作结束时的状态。因此,在步骤iv)期间,检查操作将工件的实际状态与其在检验时的理论预期状态进行比较。
[0034]
本发明的方法更好地在被检验工件被比如切屑或切削液的残留物污染的情况下实施,并且在步骤iv)期间包括步骤:a)将来自三维模型的参考表面调整到在步骤(iii)期间采集的点云;b)将云点相对于此表面的尺寸偏差按类分类;c)确定从类分布到参考区域的标准偏差;d)从分析中排除远离参考表面超过一个标准偏差的云点。
[0035]
根据一个实施方式,工件的三维数字模型对应于工件在紧接在步骤i)之前的机加工操作结束时的状况。
[0036]
因此,本发明的方法消除了人工奇点对被检验表面的影响。
附图说明
[0037]
下面根据本发明的优选实施方式、决非限制性地并参考图1至图6对本发明进行描
述,其中:图1是借助于本发明的设备和方法通过去除材料和实施检验制成的零件的示例;图2示出了在进行检验期间的机加工序列的配置中图1中所示的零件;图3是根据一个示例性实施方式的本发明的设备的原理的综合视图;图4是本发明的方法的示例性流程图;图5说明了为消除奇点的影响而进行的云点处理,图5a给出了包括切削液的痕迹的表面的示意性示例,图5b表示对应的测量点云,图5c表示相对于这种云点的理论平均平面的偏差分布;以及图6以俯视图示意性地示出了将本发明的设备集成在托盘式转移单元中的示例。
[0038]
实施本发明的方式(多个)本发明的设备和方法的实施在第一实施方式的框架中和通过在组合式cnc车铣中心进行的车铣获得的零件的示例中进行解释。
[0039]
然而,本发明不限于这种类型的机器并且适用于在具有串联运动学或并联运动学的机器上以及在包括多台机器的转移单元中以车削、铣削、平面或外圆磨削或组合的配置通过去除材料、添加材料或其组合进行制造的任何类型的机器,这些示例不进行限制。
[0040]
图3,根据一个示例性实施方式,在车铣中心,工件被固持在零件固持器、比如旋转卡盘(313)中,卡盘用于在机器中将工件定位和固持就位、以及赋予工件绕z轴的旋转切削运动。
[0041]
z轴可以是水平的或竖直的。
[0042]
根据一个通常的和非限制性的示例性实施方式,转塔(314)由托架支承并固持通过转塔的旋转可互换的多个车削工具,托架能够平行于工件旋转所围绕的z轴以及沿着垂直于后者的x轴根据数控运动以编程的速度和位置移动以进行车削操作,也就是说,通过去除材料来生成相对于z轴具有旋转对称性的形状。
[0043]
一些机器具有多个转塔和多个托架,转塔和托架也能够沿着与z轴和x轴垂直的y轴移动。
[0044]
这种类型的机器通常包括轴向托架,轴向托架能够沿z轴移动并在工件的中心沿z轴执行例如钻孔和铰孔操作,切削运动被传送到工件。
[0045]
机器还包括支承电动主轴的托架,电动主轴能够固持铣削、钻孔或镗削工具,切削运动通过电动主轴传送至铣削、钻孔或镗削工具。
[0046]
支承此主轴的托架能够沿机器的x轴、y轴和z轴、甚至根据围绕x轴的旋转轴线通过实现编程速度和位置的数控运动而移动,以执行铣削操作。
[0047]
卡盘也是数控的。在车削操作期间,卡盘将与上述操作相对应的切削速度传送给工件,在铣削操作期间,卡盘在编程的稳定位置移动或用于将适于铣削操作的进给运动传送给工件。
[0048]
图1,根据实施本发明的方法和设备的零件的示例性机加工,最终零件(190,图1d)从原始圆柱形棒(100,图1a)开始通过去除材料而被机加工。
[0049]
根据一个示例性实施方式,零件在单个阶段被机加工,即不改变工件在机器中的定位,但替代地工件可以在两个阶段中被机加工,例如在对应于图1b的状态和对应于图1c的状态之间具有转换。
[0050]
机加工操作包括:用于将工件从图1a的状态成型到图1b的状态的纵向车削操作、然后是在多个平面上的铣削操作以及用于机加工叉(130)和上述叉的孔(140)的钻孔-镗削操作(如图1c所示)、以及用于制作凹槽(150)的槽铣削操作(如图1d所示)。
[0051]
最后,切削操作将零件(190)与剩余的原始棒分离。
[0052]
实施本发明的方法和设备,以在2个机加工操作之间的中间阶段执行检验操作。
[0053]
因此,作为非限制性示例,第一检验操作在于参照图1b对将成为叉的圆柱形粗坯部分的定位和直径进行检查,第二检验操作在于在对应的铣削操作期间或之后检查叉(130)和孔(140)。
[0054]
例如,在此第二检验操作期间要实现的检查是尺寸检查,比如孔(140)的直径或叉(130)的开口。通过从现有技术中已知的探查方法,可以在不松开工件的情况下执行这种尺寸检查。
[0055]
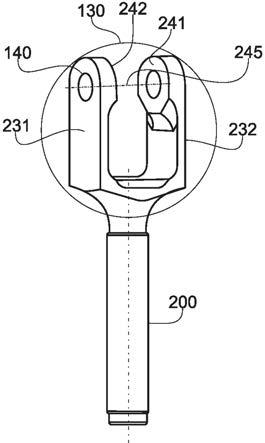
另一方面,几何检验也可能涉及,例如,叉的外面(231,232)以及内面(241,242)的平行度、孔轴线(245)相对于叉的面(231,232,241,242)以及相对于工件的圆柱形部分(200)的轴线的垂直度、或者叉的分支相对于圆柱形部分(200)的对称性、或者还有孔轴线(245)和圆柱形部分(200)的轴线的共面度。这些几何检验的执行需要三维分析。
[0056]
本领域技术人员理解,如果将工件从机器上拆卸下来并放置在三维测量机中进行这些检验,则将不可能在机器中以足够的精度重新定位工件以进行后续操作,这种情况将只是因为工件随后与原始棒分离。
[0057]
此外,无论探头的固有准确度如何,这些检验中的大多数不能通过使用由机器的轴线传递的信息作为测量结果的探查装置以适当的精度进行。
[0058]
实际上,以叉的外表面(231,232)的机加工为例,这些表面是在将工件固持在车铣中心的卡盘中的同时在铣削中制成。
[0059]
因此,卡盘在给定的角位置被分度并且第一表面(231)在面铣中制成。
[0060]
然后,卡盘从第一角位置旋转180度,在此位置进行分度,并制成第二表面(232)。
[0061]
为了说明技术问题,我们假设机器具有特定精度,并且在两次铣削操作之间的卡盘的旋转期间,卡盘旋转180度+/-ε(epsilon),其中ε是角定位误差。因此,在这种情况下,其他一切都是完美的,取决于零件,表面将具有+/-ε范围的平行度角缺陷。
[0062]
在通过探查对这些表面进行几何检查期间,将需要以类似的方式进行,即探查第一表面(231),然后将卡盘旋转180度并探查第二表面(232)。显然,在此探查操作期间由卡盘执行的旋转将受到相同的+/-ε不确定性的影响。
[0063]
因此,如果在机加工过程中以及在测量过程中再现相同的定位缺陷,则零件的平坦表面(231,232)之间的平行度的角缺陷就不会被检测到,或如果在机加工和探查之间定位误差并未相同地重现的话,则平行度的角度缺陷就会视情况而被放大或低估。在所有情况下,不可能通过探查和使用机器轴线的信息进行测量来可靠地评估这种平行度缺陷。
[0064]
对于叉中的孔的轴线(245)的方向也是如此。
[0065]
图3,根据一个示例性实施方式,本发明的设备包括数控机床(300),比如在此示例中的车铣中心。前述机床包括受保护工作区域(310),受保护工作区域对应于工件在其中被变形的区域、进入被门(311)和安全装置保护的安全区域,使得当门打开时,机器仅可以在所谓的安全模式下操作,安全模式的模态根据机器而变化,但禁止任何实际的机加工操作。
[0066]
工作区域(310)包括零件固持器(313),比如本示例中的卡盘。工作区域还包括用于执行机加工操作的工具支承转塔(314)。
[0067]
为了执行机加工操作,机器由可编程数字控制器单元(320)控制。
[0068]
本发明的设备包括根据此非限制性示例性实施方式的拟人化的类型的多关节机器人(360),多关节机器人安装在支撑小车(340)上,使机器人(360)相对于机器(300),例如在轨(380)上移动,特别是为了使机器人靠近或远离机器的受保护工作区域(310)。
[0069]
因此,当机器人(360)处于退回位置(361)时,可以容易地进入机器,例如装载原始零件或卸载成品零件,或者在转塔(314)中安装工具。
[0070]
机器人(360)还可以在其处于退回位置(361)时准备原始零件装载操作。
[0071]
更好地,检验位置(362)和退回位置(361)还用于在零件固持器(313)中装载原始零件或卸载成品零件。
[0072]
为了进行检验,机器人(360)在所谓的检验位置(362)移动,一旦门(311)打开,机器人就可以在检验位置进入机器受保护工作区域(310)。
[0073]
为此,本发明的设备包括光障或区域雷达(312),光障或区域雷达(312)在步骤(ii)至步骤(iv)期间对受保护工作区域(310)的入口加以保护,并且从整体视角来看,还对由机器人(360)运动扫过的区域的入口加以保护。此设备可以在机器的门(311)打开时保卫受保护区域(310)以及在机器人在退回位置(361)和检验位置(362)之间移动或在这两个位置之一移动时保卫扫过的区域。
[0074]
机器人(360)固持并能够移动非接触式测量用传感器(350)。根据一个示例性和非限制性实施方式,此传感器是发射激光束的光学传感器,激光束描画在工件的表面上反射的线。光学设备测量这条线被表面反射时的失真,从而根据投影线以及到激光源的距离确定表面的轮廓。
[0075]
更好地,传感器包括其自身的高精度装置以在给定的测量空间中移动激光束。
[0076]
因此,只要在传感器的测量空间中进行测量,支承上述传感器的机器人(360)就保持不动。
[0077]
可以使用其他光学测量技术,例如激光线图案的投影,其根据类似于上文针对单条线所公开的原理使得可以通过测量被检查表面反射时图案的失真而在单次拍摄中获得受控表面的三维测量结果。
[0078]
根据另一个实施方式,通过机器人承载的多个光学传感器的组合来执行测量。
[0079]
系统包括管理机(390),管理机包括具有存储器装置和计算装置以及输入装置和显示器(392)的计算机(391)。
[0080]
管理机通过一个或多个计算机程序与机床的数字控制单元(320)连接并交换信息,特别是与机器人(360)及其移动小车(340)连接并交换信息,以根据机器人轴线并相对于机器移动机器人,以及特别是与测量用设备(350)连接并交换信息,以检索由此设备采集的点云中的点的坐标。
[0081]
更好地,管理机在其存储器装置中包括多个cad(计算机辅助设计)文件(370),对应于工件在其机加工的连续阶段期间、特别是在进行检验时的阶段的几何定义。
[0082]
根据各种实施方式,cad文件从远程服务器(未示出)导入到管理机的存储器装置中,或者由管理机中的驻留软件创建。
[0083]
更好地,但非限制行地,这些cad文件(370)在所考虑的机加工阶段给出工件的三维表示。
[0084]
图4,根据本发明的方法的一个示例性实施方式,其包括第一机加工操作(410)。
[0085]
在机床中定位原始零件是机加工操作。根据一个示例性实施方式进行后续的机加工操作。
[0086]
在检验准备操作(420)期间,通过去除材料或通过添加材料进行的机加工操作停止,机器的轴线被清理并停止在等待位置,以释放机器的受保护工作区域并允许机器人进入受保护工作区域。
[0087]
在机加工程序中规划检验。
[0088]
根据一个实施方式,检验是记录在机床的数字控制单元中的原始机加工序列的一部分。
[0089]
根据另一个实施方式,包括检验的经修改的机加工序列由管理机生成并且被发送到机器的数字控制单元。
[0090]
因此,管理机更好地可以修改机加工序列并将对应的程序发送到机器的数字控制单元。
[0091]
上述数字控制单元与管理机对话,并通知它机器配置何时准备好进行检验。工件在机器的工作区域内保持就位。
[0092]
根据准备和安全步骤(430),管理机命令打开机器的门或通知操作者继续打开该门。
[0093]
在门打开时,管理机命令机器人在其小车上移动并触发相关联的安全系统(光障或区域雷达)。
[0094]
然后可以安全地开始检验。
[0095]
在检查操作(440)期间,由机器人支承的测量用传感器用于采集待检验的工件的表面上的多个点。
[0096]
为此,机器人根据定义的配置移动传感器,计算配置以在此位置获得所有待检查表面的最佳可见度,无需移动机器人的轴线或机器人本身。
[0097]
这种所谓的最佳可见度位置的确定是在检验之前通过计算获得的。
[0098]
上述最佳可见度的位置取决于实施的测量用设备的技术和性能、机器在其工作区域中的环境以及待检查表面以及检验时上述表面在机器中的位置。
[0099]
除此之外,这些计算考虑机器(300)、机器人(360)、传感器和机加工工件的几何建模。
[0100]
因此,最佳可见度的位置实际上是待检验的工件的位置、支承测量用设备的机器人的位置、以及机器人的轴线的位置的组合。
[0101]
根据一个实施方式,零件固持器在这些采集之间移动,以便露出隐藏在给定配置中的表面。
[0102]
这种运动由管理机通过数字控制单元控制或触发。
[0103]
因此,在上述示例中,固持工件的卡盘旋转180度,以能使非接触式传感器在叉的两个外表面上获得可见度。
[0104]
然而,由于测量用传感器是非接触式的,它同时采集多个点,并且由于系统在受保
护工作区中的定位与机器的轴线无关,因此这种旋转被分解为三个60度旋转或四个45度旋转。
[0105]
通常,确定待检验工件的表面的可见度或最佳可见度,确保了采集区域可以有足够的重叠,这取决于传感器的特性,从而可以通过组合不同视图并将它们相对于彼此配准来重建工件的数字图像。
[0106]
因此,三维采集允许从这些数据开始,根据偏差最小化的标准来将它们组合,从而重建完整的几何形状,而不管卡盘的运动精度和角定位如何。
[0107]
因此,即使在执行测量时使用上述机器的轴线的运动,无论机床的准确度如何,也可以检查叉的两个外表面(231,232,图2)之间的平行度。
[0108]
在几何重建步骤(460)期间,对获得的不同视图进行组合以获得所检查区域的三维数字表示。
[0109]
在比较步骤(470)期间,将上述数字表示与给定制造阶段中并且如记录在存储器装置中的工件的cad文件进行比较。
[0110]
为此,与测量的数字表示对应的点云是使用偏差优化技术相对于cad模型进行三维平衡,偏差优化技术包括根据定义的自由度数在虚拟空间中移动点云,以使cad模型与上述点云之间的偏差最小化。
[0111]
根据比较步骤(480),将cad模型和点云之间的残余偏差与容许控制值进行比较,容许控制值被记录在管理机的存储器装置中,并与和所考虑的cad模型进行比较的不同几何实体相关联。
[0112]
定义容许控制值,从而可以在制造过程中无法再校正缺陷(例如,如果去除了太多材料)之前检测到缺陷;因此,控制值很少是预期的最终尺寸和最终公差,除非是在最后制造阶段进行控制的情况。
[0113]
然后三种情形是可能的,并且这些情形中的每一种都可以应用于每个被检查的几何实体、每个被检查的容许控制值、或被检验的整个工件。
[0114]
因此,比较步骤首先检查被检验元素(尺寸、几何实体或整个工件)相对于参考几何形状的偏差是否符合容许控制值。
[0115]
如果答案是肯定的,则根据第一种情形(485),将机器人移出受保护工作区域,然后移至其退回位置,关闭机器门,并且制造循环按照规划的制造序列恢复。
[0116]
如果答案是否定的,并且如果观察到的偏差不符合容许控制值,则进行第二测试(490)以评估这种情况是否可以补救。
[0117]
参考图1c的示例性工件无法补救的情况的示例是孔(140)直径大于最大允许直径。
[0118]
参考同一工件(图2)无法补救的情况的另一个示例是孔(140)的直径处于其最大允许值,因此从这个角度来看,孔是符合的,但是其轴线(245)相对于圆柱形部分(200)的轴线的垂直度缺陷和/或共面度超出公差。
[0119]
在这些非限制性示例中,这种情况无法补救,并且根据结束步骤(491),机加工序列被中断,工件被驳回。
[0120]
因此,本发明的设备和方法能够更具体地在批量生产的零件的情况下尽可能早地驳回零件。
[0121]
在这种驳回情况下,在开始制造新零件之前,对导致不符合公差的操作期间实施的制造序列和工具校正器进行分析,并在必要时进行校正。
[0122]
在适当时,检查机器几何形状。
[0123]
因此,本发明的设备和方法可以尽可能早地检测机床校准问题以及工具磨损问题或工具弯曲问题,并且避免在机器未校准的情况下保持生产。
[0124]
或者,这种情况可以补救,即cad模型和测得的数字表示之间的偏差与容许控制值不兼容,但可以减少到可接受的公差以避免驳回。
[0125]
因此,在可修复的情况下,通过在检验前的操作之后的制造操作期间插入一个或多个机加工操作和/或通过修改程序指令或工具校正器,可以在检验步骤之后使零件恢复合规。
[0126]
例如,可修复的情况是这种情况,其中,图1c,测得的孔的直径小于预期的最终直径。
[0127]
如果机加工的直径和给定最终公差允许的最大直径之间的差异大于机加工技术所允许的最小切屑厚度,则可以通过在机加工序列中插入额外的铰孔操作来对上述孔进行重新铰孔,从而使孔的直径在其最终制造公差范围内。
[0128]
在这种情况下,额外的铰孔操作被引入到原始制造序列中。
[0129]
因此,在可修复的情况下,在序列修正的步骤(492)期间,特别是通过添加额外的操作,利用可能的程序校对或相关联的校正器修改制造序列,从而不仅误差可修复,而且不会在后续工件上再次发生。
[0130]
根据变体实施方式,继续制造步骤(485)、工件驳回步骤(491)或机加工序列的修正步骤(492)例如通过实施人工智能原理、通过辅助人工干预或其组合自动执行。
[0131]
因此,本发明的设备及其实施方法既适于高附加值零件的准单元制造,也适于作为制造监控自动化的一部分的大规模制造。
[0132]
根据一个更好的实施方式,本发明的设备包括用于参考机床对测量用传感器进行定位的装置。
[0133]
图3,根据变体,测量用设备本身用于确定其自身在机器中的位置,例如通过测量一个或多个特定凸起,比如定位在机器已知的特定点上的球体或目标(331)、或者机器人的固持测量用传感器的腕关节;或者测量用传感器其本身包括特定的检测装置,比如反射器(351)、棱镜或球体,特定的检测装置与安装在机器中的固定检测设备,比如微型激光跟踪器(330),协作。
[0134]
根据另一变体,这两种替代方案组合,例如,安装在机器中的固定激光跟踪器(330)能够对安装在机器人上或安装在传感器上的反射器(351)的位置(距离、角度)进行测量,并将此位置与安装在机器中的固定目标(331)的已知位置进行比较,以提高准确度。
[0135]
确定测量用传感器在机器中的位置提高了在机加工序列修正步骤(492)期间程序校正的准确性和相关性。
[0136]
此位置信息在大型工件的情况下也有用,在这种情况下,可见度条件涉及使用机器人的多个位置执行测量,并且在传感器光束中没有独特的参考。
[0137]
测量用设备在机器空间中连续位置的精确定位允许将每次采集重新定位到公共参考中。
[0138]
自动测量使其对于待检验的表面上的残留物、切屑、切削油的存在敏感,残留物、切屑、切削油可能与机加工缺陷相混淆。
[0139]
根据一个示例性实施方式,为了限制这种现象,待检验工件在进行检验之前经受压缩空气的吹扫和/或机械清洁。
[0140]
根据变体实施方式,清洁或吹扫装置由机床或机器人支承。
[0141]
这种清洁操作消除了固体残留物,比如切屑,但另一方面,这种清洁操作对于可能残留在表面上的切削液的液滴效果较差。
[0142]
为此,本发明的方法实施信息处理方法,信息处理方法消除这些测量伪影或至少在测量伪影出现时对其进行检测。
[0143]
图5,为了说明这种处理的原理,我们考虑几何实体的控制,这里是图5a中的平坦表面(500)的控制。
[0144]
本领域技术人员理解,原理适用于检查任何几何实体、平面、圆锥形圆柱体、任何种类的表面,只要其是已知的,即其可以通过参考表面来定义。
[0145]
从实践角度来看,参考表面是从与要控制的实体对应的cad文件中得知的。
[0146]
根据此示例,待控制的平坦表面被几滴切削液(510)污染。
[0147]
图5b,对应于表面的点云的采集揭示了对应于上述液滴的局部额外厚度(511)。
[0148]
在调整操作期间,几何实体(这里是平面)例如通过基于最小二乘方的方法被调整到通过测量获得的点云(501)。
[0149]
图5c,所有云点与此参考区域的偏差按类排序。对每个偏差类(521)中的点(522)的数量的追踪提供了以理论表面的高度(这里是平均高度平面0)为中心的统计分布(523),上述统计分布通过标准偏差表征。
[0150]
这些偏差解释了表面的真实几何缺陷,也解释了奇点的存在,比如切削液的液滴。
[0151]
诸位发明人发现实际的几何缺陷围绕平均值扩展+/-1标准偏差。因此,存在的距离平均表面比一个标准偏差更远的点对应于奇点,因此检测到奇点并允许生成关于测量可靠性的警告,或者替代地,对应的点从分析中被简单地跳过,或者对应的点被表面的平均高度值处的点替换。
[0152]
因此,通过对测量点云的这种简单的数值处理,消除了伪影(比如受控表面上存在切削油以及切屑),同时对所进行的处理产生警报。
[0153]
本领域技术人员将理解,位于液滴之下的缺陷不太可能存在,并且在现有技术中,检测这种缺陷,如果存在的话,可能无法通过三维测量用机器检测这种缺陷;事实上,如果液滴的表面与受控平面的比率很低(例如《总表面的1%),则在三维测量机上定义的检查点在统计方面不太可能位于相关表面中。
[0154]
图6,本领域技术人员将上文针对单个机器的情况讨论的原理适用于制造转移单元(600)的情况。
[0155]
根据一个示意性实施方式,上述转移单元包括多个机器(601,602,603,604)和转移设备(610),从而允许根据定义的制造序列将安装、定位和夹紧在托盘(613)上的工件从一台机器移动到另一台机器、以及将设置在其托盘(613)上的工件装载和卸载在每台机器中。
[0156]
根据已知的特征,托盘包括精确定位装置,精确定位装置与每台机器的装置协作,
以便将托盘精确且可再现地定位和夹紧在每台机器中。
[0157]
转移单元的操作由控制单元(未示出)控制。
[0158]
本发明的设备包括设置在小车(640)上的机器人(660),小车允许机器人在转移单元(600)中、例如在轨(680)上移动。因此,机器人可以在一个或多个退回位置(610)和一个或多个检验位置之间移动。
[0159]
机器人承载非接触式传感器(650),例如光学传感器。
[0160]
因此,根据一个实施方式,本发明的设备适于在单元的每台机器中执行测量操作,其中工件被设置在其托盘上。
[0161]
根据一个特定实施方式,转移单元包括特定检验站(690)。
[0162]
更好地,转移单元包括用于在前述检验站中装载和卸载工件、设置并夹紧在其托盘上的装置,检验站包括用于可再现地定位托盘的装置。
[0163]
根据一个更先进的示例性实施方式,检验站包括板,板适于固持托盘(613)并执行由转移单元的控制单元数字控制的一个或多个运动。
[0164]
根据一个替代实施方式,检验站仅仅是转移单元中的特定位置。
[0165]
无论实施方式如何,转移单元中的检验站利用不同机器中托盘(613)的精确定位能力,在不那么拥挤的环境条件下进行检查操作,从而提高工件的三维可见度。
[0166]
在检查操作期间,工件保持定位并夹紧在托盘上。
[0167]
以上描述和示例性实施方式表明,本发明实现了其预期目的并且允许在工件的在机床上或在转移单元中的制造期间自动原位检验工件而无需改变制造阶段。
[0168]
本发明的设备不要求机床的特殊设计,并且可适用于任何现有的机床或转移单元。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1