用于焊接的设备的制作方法
用于焊接的设备
1.本发明涉及一种用于焊接、特别是用于回流焊接至少一个组件的设备,该设备包括处理室装置。至少一个由至少两个部件组成的组件被引入处理室,且通过向该组件施加热能,其中通过焊料的熔化或通过边界面的扩散而产生液相建立了一种结合。该部件通常不会深度熔化,在这种情况下,由于焊料的熔化和固化,通常会形成部件之间的物质连接。上述使用的设备适用于以实现对组件、部件和焊料的指定温度控制来实现焊料的熔化。
2.用于焊接至少一个组件的相关设备包括处理室装置,从现有技术中基本上是已知的。在现有技术中已知,例如,在smd部件(例如厚膜混合电路)的回流焊接过程中,部件的温度控制或焊接以这样一种方式发生,即组件被放置在传送带上并通过该传送带沿直线穿过隧道状的焊炉。在这个过程中,该焊炉沿运动直线上的某些通道部分上保持有不同的温度区域。这里,部件以均匀的速度连续地通过隧道状的焊炉,回流焊接可以至少部分地基于气相焊接、对流焊接和/或红外焊接。
3.本发明的目的是提供一种设备,以特别是在简单、快速和低成本方面减少设备所需的空间,并在经济合理的条件下增加了在设备内受热影响的组件和/或部件受到热影响的方式的可能性。
4.该目的通过根据权利要求1的用于焊接至少一个组件的设备来实现。引用其的从属权利要求涉及该设备的可能性的实施例。
5.本发明涉及一种用于焊接、特别是用于回流焊接至少一个组件的方法,该设备具有处理室装置,该处理室装置包括用于准备焊接方法和/或用于执行焊接方法和/或用于后处理焊接方法的至少两个处理室,其中,所述至少两个处理室被布置成一个在另一个之上,特别是以类似堆叠的方式被布置成一个在另一个之上。通过彼此堆叠的两个处理室,使控制第一处理室中的第一组件以及位于第一处理室上方的第二处理室中的另一组件同时进入焊接方法过程成为可能。以时间偏移,特别是轻微的时间偏移来处理在不同处理室中处理的至少两个组件的处理子步骤可能是有利的。换句话说,温度控制,例如加热和/或冷却,至少两个组件在时间偏移下发生,由于时间偏移,已经被充分加热的组件可以被转移,其中另一个组件仍必须在处理室中放置一定的时间。待焊接的组件可以包括至少两个部件,例如,其中第一部件通常包括电气和/或电子单元,其被焊接到特别是电气和/或电子的第二部件上。焊接有至少一个第一部件的第二部件,可以以板的方式形成且包括至少一个印刷导体。因此,第二部件可以形成为印刷电路板或形成为通过焊接附接一个或多个部件或单元的板。为了这个目的,例如,在实际焊接过程之前,即在对组件产生热影响之前,可以将助焊剂,特别是焊膏应用在至少一个部件上。在这种情况下,组件中可以布置或能够布置有间接或直接相互结合的部件,例如,甚至在基本部件的一个表面上指向所有的三个空间方向,即,例如,一个部件焊接在或可以焊接在该基础部件的上侧,另一部件焊接在该基础部件的正面,再一部件焊接在该基础部件的侧面区域。可选地或附加地,3d印刷电路板可用作该组件的一部分。焊膏可包含焊锡金属粉末和助焊剂。助焊剂在设备温度控制期间至少部分地熔化。在助焊剂冷却之后或在至少部分熔化的助焊剂硬化之后,组件的各个独立的部件和助焊剂之间形成了坚硬的和/或硬性的结合。
6.根据本发明的设备具有至少两个用于执行焊接方法的至少一个子步骤的处理室,该焊接方法可分为焊接方法的准备步骤、焊接方法的执行焊接方法步骤和焊接方法的后处理步骤。焊接方法的准备步骤可以是,例如:清洁即将被彼此焊接的组件中的至少一个,对齐和/或定位至少两个即将被彼此焊接的组件,至少部分地将助焊剂放置或应用于即将被彼此焊接的组件中的至少一个上,对即将被彼此焊接的组件中的至少一个组件进行热、光学和/或触觉检测,和/或对组件和/或助焊剂预温度控制,和/或将至少一个组件从非工作位置转移或处理到位于处理室中的工作位置,或以相反的方向转移或处理组件。执行焊接方法步骤可以包括有关于特别是直接产生物质和物质的结合的步骤,因此,例如:(a)对至少一个部件和/或助焊剂的预热,和/或(b)对组件或布置在至少一个部件上的助焊剂进行温度控制,特别是加热,和/或(c)对熔化或至少部分地熔化的助焊剂的主动或被动冷却,和/或对组件和/或部件的主动或被动冷却。焊接方法的后处理步骤可包括持续的温度控制,即,对已固化的焊膏和/或至少一个部件和/或至少一个组件的重新加热和/或主动或被动冷却。例如,通过焊接过程相互连接的组件的热、光学和/或触觉检测,至少部分地也可以构成焊接方法的后处理步骤。不管热、光学和/或触觉检测是作为准备步骤和/或作为焊接方法的后处理步骤来提供的,用于此的至少一个检测装置可以设置在至少一个处理室之中或之上,特别是在至少一个处理室之中,和/或在至少一个处理单元之中或之上。例如,热、光学和/或触觉检测可用作检查系统,用于监测和/或控制组件的热效应或组件关于热效应的表现或进展。
7.该方法的一个方面是,在至少一个组件布置在设备的处理室中时,至少执行一个用于准备焊接方法和/或执行焊接方法和/或后处理焊接方法的动作。根据本发明的设备提供了至少两个处理室,该至少两个处理室被布置成一个在另一个之上,特别是以类似堆叠的方式被布置成一个在另一个之上。由于至少两个处理室布置或者形成为一个在另一个上,一个影响焊接方法的动作可以在两个处理室中或在两个处理空间中进行,且同时与现有技术的设备相比,焊接方法可以以更小的空间需求来执行。例如,两个、三个、四个和/或五个处理室布置为一个在另一个上,由于处理室堆叠或垂直布置,所需的空间例如生产车间的需求减小。垂直方向(在z方向)的扩展几乎可以没有限制,因为正常的生产车间的天花板高度通常没有被利用。因此,传统的回流焊炉尤其展现出大幅拉长和水平方向上的延伸。
8.在根据本发明的设备上选择性地进行的回流焊,涉及一种用于焊接smd(surface-mounted device,表面安装器件)部件的软焊接方法,其中,单元或组件通过可焊接的连接表面直接焊接到另一个部件(例如电路板)上。形成的组件也可以称为扁平模块。smd部件通常可以布置在或连接到部件或电路板上的一侧或两侧。
9.在至少两个处理室被布置成一个在另一个上的情况下,这些处理室可以布置或形成为“一致的”,例如,即在处理室的边界线投影的情况下,其边界线重合。作为其替代,至少一个处理室可以相对于相邻的处理室彼此错开的布置或形成。在此,偏移量可以包括至少一个处理室的宽度或长度的分数或整数倍。特别地,设备的至少两个、优选全部的处理室可以具有相同的宽度和/或相同的长度和/或相同的高度。在处理室构造相似和/或相同的情况下,至少部分的用于形成它们的部件可以用作公共部件。至少两个处理室原则上可以根据模块化尺寸彼此相对地确定尺寸和/或以模块化尺寸彼此间隔布置。模块化尺寸使处理室的布置可以促进节省空间,特别是可以以模块化方式组装的处理室或可以工厂装配的处
理室。
10.至少两个处理室可各自具有由壁体部分界定的内部空间。在这种情况下,内部空间可以至少在一侧、优选在两侧具有开口,该开口可以至少暂时地打开,并且,至少一个组件可以通过该开口被引入到处理室的内部空间中和从处理室的内部空间中移出。例如,至少一个组件,优选地至少两个组件同时放置在处理室中以受到热影响。因此,每个处理室各自均包括由壁体或壁体部分所限定空间物理形状的处理室主体。处理室的壁体或壁体部分由此通常可以限定出处理室的内部空间。处理室主体可包括内部空间,该内部空间通常因壁体或壁体部分而形成限定的处理室主体的内部容积。至少一个组件可以被引入该内部空间或进入处理室主体的内部容积,并且在那里至少暂时地受到加热和/或冷却。在至少一个组件放置在处理室的内部空间中受热作用的期间,该组件至少在这个期间内可以是静止的。即,组件在热影响期间至少暂时地不执行任何相对于处理室的运动。可选地或附加地,放置在处理室的内部空间中的至少一个组件可以至少部分地执行连续或不连续、特别是相对于处理室的运动。
11.除了布置成一个在另一个上的至少两个处理室之外,该设备还可以另外包括其他的处理室,其中,其他的处理室中的至少一部分处理室可以布置在第一处理室和/或第二处理室的旁边。换言之,例如,第一处理室可布置或形成在第一平面(第一高度水平)中,而第二处理室在第二平面(第二高度水平)中,第二平面相比于第一平面位于不同的高度水平。另一个第三处理室与第一处理室相邻布置或形成,因此,第三处理室与第一处理室位于同一平面或同一高度水平上。例如,该至少一个其他的处理室可以布置或形成在第一处理室的后面和/或前面和/或横向邻近于第一处理室。
12.存在于至少一个处理室的内部空间中的至少一个工艺参数的控制和调节可以由至少一个工艺参数单元执行,特别是,存在于至少一个处理室的内部空间中的压力和/或温度和/或大气可以由工艺参数单元控制或调节。因此,可以通过工艺参数单元对处理室内主要的环境或工艺参数进行针对性的改变。例如,指定的超压和/或定义的负压和/或真空可以通过工艺参数单元和/或通过激活可操作地连接到处理室的内部空间的工艺参数调整装置(例如可激活的泵体)来实现。
13.可选地或附加地,至少部分的处理室的内部空间中的普遍存在温度变化可以通过工艺参数单元来实现。在这种情况下,工艺参数单元本身或调温装置(例如电加热元件和/或用于供应或导向调温气流的导板)的激活可以在在处理室的内部至少部分地获得指定的温度,即,进行加热或冷却到目标温度。
14.可选地或附加地,工艺参数单元也可以改变内部空间中普遍存在的大气并且将其控制或调节到目标大气。例如,冷却气体可以被引入处理室中以冷却处理室的内部空间,从而冷却位于处理室的内部空间的至少一个组件。为了产生冷却气体,可以使用液体冷却气体,例如其通过混合气态和液态惰性气体而产生冷却气体,例如可以为氮气,特别是液氮(ln2)、氩气、氦气和/或碳,至少暂时作为惰性气体。引入处理室的冷却气体可以由布置在设备侧、特别是在处理室装置侧的冷却仪器中产生。这里的冷却仪器可以包括例如热交换器或冷却器、以及用于产生导入处理室的冷却气流的风扇。冷却效果可以通过例如液氮从环境中吸取热量来实现,这里是指从处理室的内部空间吸取热量,在其仪器改变的过程中并因此冷却处理室和位于处理室中的至少一个组件。处理室中的工艺参数的控制和/或调
节可以优选地发生,以便根据已位于或将被引入处理室的至少一个组件来实施压力、温度和/或大气的调节或控制。因此,其能够针对被引入到处理室的内部空间中的组件来针对性地调节处理室中普遍存在的工艺参数,换句话说,至少一个工艺参数可以直接根据组件调节。例如,因此,可以对部件表面和/或组件表面进行有针对性的温度控制,也可以在处理室的内部空间中通过例如控制回路来设置目标工艺参数。
15.在一个有利的实施例中,可以规定,通过工艺参数单元,存在于第一处理室的内部空间中的至少第一工艺参数可以独立于第二处理室内的第二工艺参数被控制和/或调节。因此,该设备可以在不同的处理室中保持不同的工艺参数,从而在平行时间或偏移时间对位于各自的处理室中的组件进行彼此独立的加热和/或冷却。除了温度控制之外,独立于处理室设置的工艺参数还可选地涉及各自处理室的大气和/或各自处理室的压力。其证明如果将第一处理室与第二处理室隔开的壁体或壁体部分具有绝热性是有利的,以便减少或隔绝相邻处理室之间的交流的热影响。通过处理室中适当的可激活的和/或有效的温度控制手段,以及该处理室的直接温度控制,可以补偿该处理室受到的相邻的其他处理室(布置在第一个处理室的上方或侧面)的交叉影响。
16.每个处理室可以具有至少一个插入和/或移除开口,通过该插入和/或移除开口,至少一个待焊接和/或已焊接的组件可以通过插入和/或移除运动插入处理室中或从该处理室中移除。为此,处理室可具有穿过壁体和/或壁体部分的缺口而布置或形成的至少两个开口,其中,插入运动可通过第一开口进行,而移除运动可通过第二开口进行。可选地,插入运动和移除运动可以通过相同的开口进行,在这种情况下,处理室的单个开口就足够了。
17.如果用于将组件插入处理室的插入运动与用于从该处理室中移除组件的移除运动在时间和/或位置上平行发生或进行,插入运动优选地指向于与移除运动相反的方向,则是有利的。
18.插入运动和/或移除运动可以设置为至少部分地线性运动和/或至少部分地弯曲运动,其中,插入运动和移除运动可以定向为至少部分地彼此平行。可选地,线性运行的插入运动可以相对于线性运行的移除运动构成一定角度。
19.可选地或附加地,可以规定,用于将组件插入处理室内的插入运动和用于从该处理室中移除组件的移除运动被定向为至少部分不平行。在这种情况下,插入运动和移除运动可以至少部分地、优选完全地形成为线性,其中插入运动和移除运动的至少两个线性部分构成不等于180
°
的角度,优选地构成为5
°
至175
°
的角度,特别优选地构成为30
°
至50
°
的角度,最优选地构成为60
°
至120
°
的角度。例如,具有90
°
角的处理室可以设计成,其中,组件可以从第一方向插入该处理室,且该组件可以从沿其横向延伸的方向,即与第一方向成直角的方向从处理室中移除。因此,可以使用一种用于处理且特别是用于填充和移除该组件的处理结构,该处理结构适应于位于设备的安装位置处的自由空间。为此,该处理室可以这样设计,例如,插入运动和移除运动之间的角度在前述角度区域中是可变的或可调节的。在这种情况下,处理室的壁体和/或壁体部分能够可变地布置。可选地或附加地,还可以规定,至少一个组件在垂直于设备的安装区域的方向上被引入和/或引出于处理室。
20.可能的是,至少一个处理室的至少一个插入和/或移除开口可以由至少一个封闭元件至少部分地封闭,特别是,该至少一个封闭元件封闭处理,以使该处理室的内部空间中的温度和/或压力和/或大气相对于该处理室的外部区域是封闭的。例如,在此可以规定,在
组件插入或移出处理室的内部空间的期间,封闭元件暂时地打开或部分地打开。至少在焊接过程本身的期间,即在组件受到热影响且特别是在位于组件上的助焊剂受到热影响的期间,封闭元件可以关闭或部分地关闭。通过封闭处理室,可以更快、更准确地获得在其中设置的工艺参数并减少能量消耗。
21.可选地,可以规定,至少一个封闭元件是布置在至少一个开口的锁状和/或锁形的封闭机构的一部分,该封闭机构优选地布置在所有开口上。锁状的封闭机构通常在保持处理室的内部空间中主要的工艺参数几乎或完全不受到不利影响的情况下,允许组件通过设有锁机构的处理室的开口,同时。例如,封闭机构具有外封闭元件和内封闭元件,其中,内封闭元件将处理室的内部空间相对于处理室和处理室的外部区域之间的中间空间分隔开,外封闭元件将中间空间与处理室的外部区域分隔开。使用这种结构,可以通过内封闭元件和外封闭元件的交替打开和关闭以及通过与其协调的组件的运动来转移组件,而不会对处理室的内部空间中主要的工艺参数造成实质性损害。因此,例如,在保持和/或至少轻微地损害处理室的内部空间中普遍存在的温度和/或压力和/或大气的情况下,能够实现组件移出或移入处理室的内部空间,尽管启动了锁状的封闭结构,也仅产生了少量的能量支出。
22.组件从处理室内的装载和/或清空或引入和/或移动可以至少部分、优选完全地手动进行或自动进行。在这种情况下,手动移动可以包括例如由工人通过手动控制的机器人控制的至少一个组件的引入和/或移动。
23.例如,可以规定,至少一个包括至少一个传送装置的传送设备用于执行传送运动,其中,待焊接和/或已焊接的组件可以通过传送装置从第一位置传送到与第一处理室相关联的第一转移位置,特别地,传送装置的传送运动包括在垂直方向上的运动分量。因此,组件可以通过传送装置从第一位置,例如较低的位置,带入到更高的转移位置。该传送装置能够以例如电梯的方式来设计以实现此目的。可选地或附加地,传送装置可以设计为起重机或高度可移动的平台。该转移位置被布置为,例如,与和该转移位置相关联的处理室处于相同的竖直高度。因此,组件在到达转移位置之后可以通过基本水平或完全水平的位移移动到位于处理室的内部空间中的工作位置。
24.作为传送设备的替代或补充,该设备可以包括至少一个转移设备,该转移设备包括至少一个转移装置,用于执行转移运动。其中,至少一个待焊接和/或已焊接的组件可通过转移装置(a)从非工作位置,特别是转移位置,转移到位于第一处理室的内部空间中的第一工作位置,和/或,(b)从位于第一处理室的内部空间中的第一工作位置转移到非工作位置,特别是转移位置,和/或,(c)从位于第一处理室的内部空间中的第一工作位置转移到位于第二处理室的内部空间中的第二工作位置。例如,转移运动包括在水平方向上的运动分量。换言之,转移设备用于组件的进一步移动,例如手动或通过传送设备进入转移位置,从转移位置离开到工作位置和/或从工作位置到转移位置和/或从第一工作位置到另一个工作位置。
25.为了转移组件,转移设备和/或转移装置可以执行相对于处理室的运动。组件通常位于转移装置上和/或被转移装置的夹持元件所夹持,并和转移装置一起执行相对于处理室的联合运动。在到达目的地位置后,转移装置和处理室的连接可以被取消,如果适用,转移装置可以至少暂时地在处理室中,并在放置或拾取组件之后可以再次离开处理室。可选地或附加地,转移装置可以组成为处理室和/或处理单元的一部分,或者集成到处理室和/
或处理单元中。还可以规定,至少两个连续布置的处理室各自在至少一个组件的处理方向上包括转移装置,其中,两个转移装置便于该至少一个组件从一个处理室到另一个处理室的转移,特别是在这种情况下发生的至少一个组件的垂直移动。
26.传送设备例如可以至少部分地以支撑和/或抓握的方式承载组件。在支撑的情况下,传送设备可以包括存储区域,特别是存储表面。在抓握的情况下,传送设备可以包括抓握和/或夹持装置,组件可以通过该抓握和/或夹持装置被传送设备夹持或保持。传送设备通常可以与组件形成临时的主动连接和/或摩擦连接。
27.为了使组件(a)能够移动到传送装置上和/或远离传送装置,如果传送装置包括移动单元或转移装置,以能够使组件相对于该传送装置而移动,则证明是有利的。例如,该移动单元或转移装置可以被设计为布置在传送装置的存储区域、特别是存储表面上的传送带或传送链,通过例如将组件放置到移动单元、特别是传送带上,组件由移动单元承载并且可以相对于传送装置移动。移动单元可以设计为可改变,从而手动或自动地适用于不同几何形状的部件和/或组件和/或不同数量的要同时移动的部件和/或组件。因此,例如,移动单元能够至少部分地伴随设备上的待焊接的产品或待焊接的组件的改变而调整。
28.可以规定,传送设备和转移设备在共同的结构单元中实现,即,该传送装置和转移装置例如被至少部分地设计为一个特别的共同体或作为一个特别的共同单位。
29.在优选地实施例中,传送设备和/或转移设备布置在处理单元中,其中,处理单元至少可临时连接于或已连接于处理室装置。该处理单元可以包括至少包围该处理单元的大部分体积的外壳,因此,该外壳特别地形成为该处理单元的空间物理形状并且特别地通过壁体或壁体部分来限定它。例如,该传送装置和/或转移装置能够可移动地支撑在外壳的内部空间中,并因此位于处理单元的内部空间中。其中,传送机装置和/或转移装置设置为可选择地能够在处理单元的主要延伸容积中至少暂时地移动。然而,传送装置和/或转移装置通常、至少主要和/或仅在由壳体形成的处理单元的主要延伸容积中移动。
30.处理单元的外壳可以具有至少一个开口,组件可以通过该开口从位于处理单元外部的位置被引入到位于处理单元内部的位置,反之亦然。例如,处理单元包括用于将待焊接或已焊接的组件引入到处理单元中的第一开口,以及用于将组件从处理单元引入到内部空间,特别是到处理室的工作区域的第二开口。原则上,至少在处理室内部的热影响之后,组件可以从供应路径反向以进行移除。可选地,可以规定,处理单元具有第三开口,在从处理室转移到处理单元之后,组件可以通过该第三开口从处理单元导出到下游的目的地。例如,该组件可以手动或自动地通过第三开口从处理单元中移除或导出。
31.处理单元可以形成为移动运输系统,特别是无人驾驶移动运输系统(fts)。至少一个已被焊接或待焊接的组件优选地可通过移动运输系统从远离设备的第一位置运输到靠近设备的第二位置。一个移动运输系统可能同时运输多个待焊接或已被焊接成集合组件(例如弹匣(magazin))的组件。为此,例如可以使用组件载体,多个组件可以在以指定方向和/或彼此关联的位置布置在该组件载体的内部或上方。组件载体可以可选地设置有减振装置,其使得组件能够减振安装在运输系统上,因此,从而可以抑制由于行进运动而作用在组件上的加速度。尤其是在行驶于坑洼或类似情况下时可能会导致的这种加速。在这种情况下,处理单元能够不可拆卸地,即不可非破坏性地可拆卸地或者可拆卸地固定在移动运输系统上。例如,处理单元通过固定件(例如螺钉)可拆卸地连接到运输系统。运输系统和/
或处理单元还可以包括耦合单元,其使得可以手动或自动地将运输系统连接到处理单元和/或从处理单元拆卸。
32.运输系统通常可以用于运输至少一个组件,特别是几个组件,和/或一个处理单元。
33.可选地或附加地,处理单元的部分和/或处理室装置的部分可以至少部分地和/或暂时地由公共外壳包围。换言之,处理单元和处理室可以至少部分地设计为公共单元。例如,处理室装置形成第一几何体,且处理单元为另一几何体,其中,两个几何体彼此连接,特别是可拆卸地彼此连接。在这种配置中,处理单元应被视为固定单元,而处理单元通过例如运输系统至少部分地可移动,其可以被理解为移动处理单元。
34.在另一可选地实施例中,至少两个均包括至少一个传送设备和/或转移设备的处理单元可连接于或连接于处理室装置。至少一个处理室内的待焊接或已焊接的组件的供应优选地通过第一处理单元进行,并且该处理室中的待焊接或已焊接的组件的移除通过第二处理单元进行。可选地,可连接于或连接于处理室装置的至少两个处理单元均可以促进组件的供应和移除。在这种情况下,两个处理单元可以至少暂时地承担相同处理室中的组件的处理和/或至少暂时地彼此独立地承担不同处理室的组件的处理。
35.该至少两个处理单元可以布置或形成在处理室装置的两个相对侧上。可选地或附加地,至少一个处理单元可以相对于另一处理单元被布置或形成在横向围绕于处理室装置的拐角处。
36.在至少一个处理室内和/或传送装置上和/或转移装置上可以设置至少一个保持装置,例如,该保持装置适应于固定将通过或者已经通过主动方式或者摩擦方式焊接的待焊接组件和/或已经焊接的组件。在这种情况下,至少一个保持装置可以形成为设有至少一个抓握件的抓握装置。可选地或附加地,保持装置可以通过夹紧装置或者以夹紧方式连接于组件至少部分地固定该组件。该保持装置,特别是夹紧装置,可以手动地或自动地适应变化的几何形状和/或适应不同数量的同时被固定的组件。换言之,因此,保持装置可以适应于组件尺寸或产品尺寸。
37.在该设备的另一有利的可选配置中,可以规定,至少两个处理室装置彼此连接,每个处理室装置包括至少两个处理室,该至少两个处理室被布置成一个在另一个上,特别是以类似堆叠的方式被布置成一个在另一个之上。优选地,第一处理室装置中的处理室和第二处理室装置的处理室彼此平行排列。在这种情况下,第一处理室装置中的第一处理室和第二处理室装置中的其他处理室可以布置或形成在第一公共高度水平上,且第一处理室装置中的第二处理室和第二处理室装置中的第二其他处理室可以布置或形成在第二公共高度水平上。因此,无需执行垂直位移,位于第一处理室中的组件可以通过水平位移转移到第二处理室装置的其他处理室中。这同样适用于位于第一处理室装置的第二处理室中的组件,该组件可以通过特别是仅通过水平位移转移到第二处理室装置的第二其他处理室中。
38.可选地,可以规定,用于将组件供应到第一处理室或第二处理室中的第一处理单元布置在第一处理室装置上,并且,用于将组件从第二处理室装置的其他处理室或第二其他处理室中移除的第二处理单元布置在第二处理室装置上。
39.至少一个封闭元件和/或锁状的封闭机构可以布置在第一处理室和其他处理室之间和/或第二处理室和第二其他处理室之间。通过这种封闭机构,相邻布置的处理室(第一
处理室和其他处理室或第二处理室和第二其他处理室)及其内部空间之间的影响能够减少或者避免。
40.在另一个可选实施例中,例如可以规定,该设备包括(a)用于将信息输入到设备侧的控制单元的输入设备,和/或(b)用于向操作员和/或设备端的控制单元输出信息的输出设备。通过输入单元可以实现,例如,(i)控制和/或调节工艺参数单元,和/或(ii)控制和/或调节转移装置,和/或(iii)控制和/或调节传送装置。可选地或附加地,与(i)工艺参数、(ii)工艺参数单元、(iii)转移装置的位置和/或方向、和/或(iv)传送装置的位置和/或方向有关的信息例如可以通过输出设备显示或传送给设备的操作者和/或更高级别的数据系统(例如生产网络)。
41.除了用于焊接的设备外,本发明还涉及一种用于本文所述设备的处理室装置和/或用于操作本文所述的用于焊接组件的设备的方法,该方法包括以下方法步骤:(a)提供至少一个组件,(b)将至少一个组件引入处理室的内部空间,(c)在至少一个处理室的内部空间中执行焊接方法,(d)在执行焊接方法后,将该组件从处理室的内部空间中移除。这里,所述提供至少一个组件例如可以包括,从系统或从供应邻近装置中拾取组件。移出至少一个组件的例如可以包括,将至少一个组件转移到下游系统或接收邻近装置。
42.在至少一个处理室的内部空间中执行焊接方法的期间,位于处理室的内部空间中的至少一个组件可以是静止的,即至少暂时地或完全不执行相对于处理室的运动。
43.执行焊接方法可以包括加热布置在处理室的内部空间中的至少一个组件,其中,在加热至少一个组件之后或者在将至少一个组件转移到另一个处理室之后,至少一个组件在处理室中经受冷却过程。例如,该至少一个组件在第一处理室中被加热,并且在第一处理室中加热之后直接或间接地转移到另一个处理室并在那里受到主动冷却或被动冷却。
44.本装置可以用于多个组件,例如两个、三个和/或四个组件,通过传送设备、特别是传送装置和/或通过转移设备、特别是转移装置的同时转移。可选地或附加地,多个组件例如两个、三个和/或四个组件,可以同时布置在相同的处理室内并且可以至少部分地同时加热和/或冷却。
45.可选地,该设备可以用于一系列焊接组件的应用。该设备通常可以每小时焊接至少75个,优选地至少150个,特别优选地至少220个,最优选地至少350个组件。例如,每小时的组件的数量可以表示为pcbs/h。例如,当使用四个用作烘箱或加热设备的处理室时,该性能数据可以被实现。这四个烘箱或加热设备可与分别相连的冷却的处理室组合或配对。在这种情况下考虑组件可以具有欧洲标准格式(eurokartenformat),其通常具有230mm至270mm的长度,特别是250mm的长度,以及175mm至225mm的宽度,特别是200mm的宽度。
46.至少在处理室内的至少一个组件的热影响期间,该组件可以是静止的,即相对于处理室不执行任何运动。该概念尤其可以在处于经济条件下或使它们经受焊接过程下,使得甚至小批量的执行成为可能,即批量小于100,优选批量小于35,特别优选批量小于10,最优选批量等于1。例如,可以同时处理或同时焊接具有不同批量大小的组件,在这种情况下,至少两个组件之间的批量大小差异可以相差至少4倍,优选至少相差10倍,特别优选为至少为100倍,特别优选至少为1000倍。
47.根据本发明的设备的所有优点、细节、实施例和/或特征可转移或应用于根据本发明的处理室装置和/或根据本发明的方法。
48.参考附图中的示例性实施例可以更详细地解释本发明,在附图中示出:
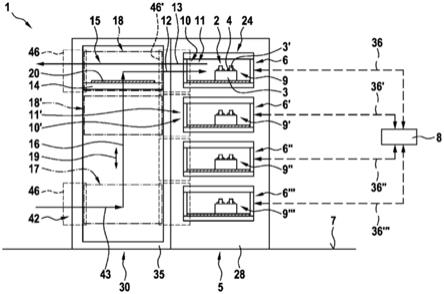
49.图1是根据一种示例性实施例提供的设备在正面视角中的示意图;
50.图2是根据图1中的设备在平面视角中的示意图;
51.图3是根据一种示例性实施例提供的设备在正面视角中的示意图;
52.图4是根据图3中的设备在平面视角中的示意图;
53.图5是根据一种示例性实施例提供的设备在正面视角中的示意图;
54.图6是根据一种示例性实施例提供的设备在平面视角中的示意图;
55.图7是根据一种示例性实施例提供的设备在平面视角中的示意图;
56.图8是根据一种示例性实施例提供的设备的立体示意图;
57.图9是根据图8中的设备在表现为分解至设备子组时的立体示意图;
58.图10是根据一种示例性实施例提供的处理单元的立体示意图;
59.图11是根据一种示例性实施例提供的导向装置的侧视示意图;
60.图12是根据一种示例性实施例提供的导向装置的侧视示意图;
61.图13是根据一种示例性实施例提供的设备在平面视角中的示意图;
62.图14是根据一种示例性实施例提供的设备在平面视角中的示意图;
63.图15是根据一种示例性实施例提供的设备在表现为分解至设备子组时的立体示意图;
64.图16是根据一种示例性实施例提供的设备在平面视角中的示意图。
65.附图中示出了一种用于焊接、特别是用于回流焊接至少一个组件2的设备1。这里的组件2包括至少两个部件3、3',其中第一部件3形成为电路板,而第二部件3'形成为连接并固定在该电路板上的电子或电气单元,特别地,第二部件3'为smd部件。在部件3、3'的区域,特别是直接接触的区域中使用了助焊剂4,例如焊膏,助焊剂4在热影响下或加热过程中液化,并在冷却阶段后硬化。
66.设备1具有包括例如四个处理室6、6'、6"、6'"的处理室装置5,四个处理室6、6'、6"、6'"用于准备焊接方法和/或用于执行焊接方法和/或后处理焊接方法。在这种情况下,处理室6、6'、6"、6'"中的至少两个被布置成一个在另一个上,且特别是以类似堆叠的方式布置成一个在另一个上。在示出的示例性实施例中,独立的处理室6、6'、6"、6'"彼此一致,即,在轮廓形状或边缘投影到在设备1的安装区域7上时,该边界线或边缘至少在平面视图中重合。
67.至少一个处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中的普遍存在的工艺参数可以通过工艺参数单元8控制和/或调节,特别是,存在于至少一个处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中的压力和/或温度和/或大气可以通过工艺参数单元8控制和/或调节,在这种情况下,可以对布置在内部空间9、9'、9"、9'"中的至少一个组件2进行针对性地控制和/或调节。这里,工艺参数单元8通过连接线路36、36'、36"、36'"连接到工艺参数调整装置(未示出),例如加热装置和/或冷却装置,以影响各自的内部空间9、9'、9"、9'"中的工艺参数。处理室6、6'、6"、6'"各自的内部空间9、9'、9"、9'"中的工艺参数的调节可以通过工艺参数单元8有针对性地进行,以满足组件的特定要求。第一处理室6、6'、6"、6'"中的工艺参数的设置或调节可以独立于其他的工艺参数的设置,且特别是独立于相邻处理室6、6'、6"、6'"的工艺参数的设置。因此,通过工艺参数单元8,存在于至少第一处理室6的内部空间
9中的第一工艺参数可以独立于存在于第二处理室6'的内部空间9'中的普遍存在的第二工艺参数被控制和/或调节。在任意情况下分别调节处理室6、6'、6"、6'"的工艺参数的设备对此目的可以适当有效,从而可以补偿相邻的处理室6、6'、6"、6'"的交叉影响。可选地或附加地,在相邻的处理室6、6'、6"、6'"之间布置绝缘装置(未示出),绝缘装置可以防止或至少减少交叉影响,特别是关于相邻的处理室6、6'、6"、6'"的压力和/或温度和/或大气的影响。
68.每个处理室6、6'、6"、6'"均具有至少一个插入和/或移除开口10、10'、11、11',通过该插入和/或移除开口10、10'、11、11',待焊接和/或已被焊接的组件通过插入运动和/或移除运动12、13可以插入处理室6、6'、6"、6'"中或从该处理室6、6'、6"、6'"中移除。处理室6、6'、6"、6'"通常具有限定出处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"的壁体或壁体部分,这里,壁体上具有开口以形成插入和/或移除开口10、10'、11、11'。
69.例如,如图1或图3所示,用于将组件2插入处理室6的插入运动12和用于特别是从该处理室6中移除组件2的移除运动13平行进行。参考图1和图2,插入运动12优选地指向与移除运动13相反的方向。可选地,如图3和图5所示,插入和移除运动12、13可以平行地定向或指向相同的方向。这里,所述或所观察到的插入和移除运动的方向可以包括指向水平平面中的方向和/或指向垂直平面中的方向,即,例如,指向垂直于安装面7的垂直平面的方向。
70.例如,用于将组件2插入处理室6中的插入运动12和用于从该处理室6移除组件2的移除运动13可以不是平行定向的。在这种情况下,插入和移除运动12、13可以构成角度α。角度α可以是5
°
到175
°
,例如,优选地是30
°
到150
°
,最优选地是60
°
到120
°
。参考图6,其中作为示例从平面视角中显示的角度α是90
°
。此外,图6中示出了用于从处理室6的内部空间9移除组件2的其他的可选地或附加的入口和/或出口区域,这些可选地或附加的入口和/或出口区域以及于此可实施的插入和/或移出运动通过显示为虚线的箭头47、48表示。
71.至少一个处理室6、6'、6"、6'"的至少一个插入和/或移除开口10、10'、11、11'可以由至少一个封闭元件(未示出)至少部分地封闭,特别是,至少一个封闭元件以这样的方式封闭处理室6、6'、6"、6'",使得处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中的压力和/或温度和/或大气封闭或者隔绝于该处理室6、6'、6"、6'"的外部区域。
72.设备1包括至少一个传送设备15,该传送设备15包括至少一个用于执行传送运动16的传送装置14,其中,通过该传送装置14,待焊接和/或已被焊接的组件2,可以从第一位置17转移到与第一个处理室6、6'、6"、6'"相关联的第一转移位置18,特别是,传送装置14的传送运动16包括垂直方向的运动分量。该传送运动16可以至少部分地包括仅在竖直方向上的运动,参考箭头19。第一位置17可以是例如位于与用于将组件2插入传送装置15或处理单元30、30'、31、31'的插入开口42相同高度的位置17。图1中的转移位置18定义为分配用于转移到第一处理室6的转移位置18。每个处理室6、6'、6"、6'"可以均具有与其相关联的转移位置18、18',特别是,该转移位置18、18'大致地或精确地对应于其高度水平,例如,根据箭头19所示,该高度水平可通过传送装置14的相应运动来接近。
73.设备1还具有至少一个转移设备21,其包括至少一个用于至少部分地实现转移运动22、23的转移装置20、20',其中,通过转移装置20、20',待焊接和/或已经焊接的至少一个组件2可以(a)从非工作位置,特别是转移位置18,转移到位于第一处理室6的内部空间9中的第一工作位置24,和/或(b)从位于第一处理室6的内部空间9中的第一工作位置24转移到
非工作位置,特别是转移位置18,和/或(c)从位于第一处理室6的内部空间9中的第一工作位置24转移到第二工作位置25,特别是另一处理室29、29'。该转移运动22、23优选地包括运动分量,如图13和图14所示,可以执行仅在水平方向上的第一和/或第二转移运动22、23。在这种情况下,传送装置20、20’可以设计为例如传送带。
74.第一转移运动22涉及将组件2从位于处理室6、6'、6"、6'"的外部或旁边的传送位置18传送到对应的处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中,反之亦然。第二转移运动23涉及将组件2从位于设备1的外部的供应相邻装置26转移到设备1中和/或将组件2从设备1转移到接收相邻装置27。这里,组件2可以通过插入运动43从设备1上游的相邻装置26(未示出)穿过插入开口42而自动引入第一处理单元30中并转移到例如第一位置17。
75.可选地或附加地,组件2到设备1的供应和/或从设备1的移除可以由生产工人手动实现。
76.图13示出了第二转移运动23,其中,组件2的供应和/或拾取发生于从供应相邻装置26到处理单元30或传送装置15。如果组件2是完全在处理单元30内或传送装置15内被接收,并且如果可适用地到达与处理室6、6'、6"、6'"相关联的转移位置18,则发生从处理单元30或传送装置15转移到指定的处理室6、6'、6"、6'"的第一转移运动22或者组件2到相关的处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"的引入。在这种情况下,例如,如图14所示,转移装置20、20'设置为具有移动性,以使得转移装置20、20'可以至少部分地凸出于处理单元30或从传送装置15,或者至少部分地凸出于或接合于处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中。转移装置20、20'例如形成为传送链和/或传送带,组件2位于其上并且组件2通过传送链或传送带的适当运动来执行运动。如果转移装置20、20'至少部分地和暂时地凸出到处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中,可以省去用于将组件2移入处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中的其他传送选项。
77.形成为传送带的转移装置20、20'可以被水平可移动地支撑,例如,以抽屉的方式。因此,即使转移装置20、20'形成为抽屉并关联于处理室装置5、5'、50、50',或者布置或形成在处理室装置5、5'、50、50'的内部或上方,转移装置20、20'可以由生产工人(未示出)对组件2手动装载或者可以将组件2从转移装置20、20'中移除。
78.传送设备15和/或转移设备21优选地布置在处理单元30中,其中处理单元30可连接于或连接于处理室装置5。如图13和图14所示,至少部分的处理单元30(例如转移设备21)可以支撑在处理单元30内部,使得它们可以至少暂时地接合于或延伸到处理室装置5、5'、50、50'的容积中。
79.处理单元30、31可以设计为例如移动运输系统32,特别是无人驾驶移动运输系统(fts),至少一个已被焊接或待焊接的组件2优选地可以从远离设备的第一位置(未示出)通过移动运输系统32移动到靠近设备的第二位置33、33'。根据图5,移动运输系统32可以是通过安装区域7上的轮子34、34'可移动的传输媒介,该媒介适用于同时至少传输(a)一个、优选多个的组件2、(b)至少一个传送设备15和/或(c)至少一个转移设备置21。在这种情况下,传送设备15和/或转移设备21可以可拆卸地连接到移动运输系统32。特别地,传送设备15和/或转移设备21以这样的方式连接于或附接于移动运输系统32,使得传送设备15和/或转移设备21可以实现手动和/或自动从移动运输系统32分离,其中传送设备15和/或转移设备21优选地适用于在与移动传输系统32分离之后作为静态装置以实现其预期用途。
80.在图中,处理单元30、31和处理室装置5、5'均各自显示为彼此连接或能够彼此连接的独立单元。为此,处理单元30、31和处理室装置5、5'均各自至少部分地由其自身的外壳28、28'、35、35'包围或容纳。可选地或附加地,至少部分的处理单元30、31和/或至少部分的处理室组件5、5'可以至少部分地被公共外壳(未示出)包围或放置在一个共同的外壳内。
81.根据图3至图5所示的实施例,至少两个处理单元30、31可以连接到至少一个处理室装置5、5',每个处理单元包括至少一个传送设备15和/或一个转移设备21。在这种情况下,例如,至少一个处理室6、6'、6"、6'"中的待焊接或已被焊接的组件2的供应可以通过第一处理单元30实现,且将待焊接或已被焊接的组件2从这个或其他处理室6、6'、6"、6'"、29、29'的移除可以通过第二处理单元31实现。
82.至少一个适用于以主动方式和/或摩擦方式固定待焊接或已被焊接的组件2的保持装置(未示出),可以布置在至少一个处理室6、6'、6"、6'"内和/或在传送装置14上和/或在转移装置20、20'上。保持装置可以形成为夹具(未示出)或夹紧装置(未示出)。保持装置的功能可以例如至少暂时地通过导向装置37、37'、38、38'来实现,例如,这些导向装置能够至少暂时地以夹紧方式固定组件2。可选地或附加地,可以设置独立的保持装置,其可以相对于组件2靠近于具有至少暂时的固定功能的导向装置37、37'、38、38',例如,保持装置,特别是导向装置37、37'、38、38'可以手动或者自动地在方向和/或位置上发生至少部分的改变,以适应于同时并行处理或引导和/或固定不同几何设计的组件2和/或不同数量的组件2。
83.可选地或附加地,根据图11和12提供的传送装置14和/或转移装置20、20',其适用于引导形成为不同几何形状的组件2和/或部件3、3'。由此,可以执行由传送装置和/或转移装置侧提供的导向装置37、37'、38、38'与相应的组件2和/或部件3、3'的针对性的适配。在这种情况下,可以使用四个特别是成对设计的导向装置37、37'、38、38',其中,导向装置37、37'、38、38'在其间距39、39'上是可变的。导向装置37、37'、38、38'优选地可以手动或自动(例如通过计算机控制)的相对于彼此移动,从而使其间距39、39'有针对性地改变。在根据图11的配置中,两个组件2可以被引导。根据图12,第一对导向装置37、37'处于停放位置或处于非使用位置,而第二对导向装置38、38'移动以使得导向装置38、38'具有更大的间距39',因此更大的组件2可以被导向装置38、38'所引导。导向装置37、37'、38、38'之间放置有形成为传送带的转移装置20、20'。组件2位于这些转移装置20、20'上并且可以沿转移装置20、20'的延伸部分移动。两个、三个或四个组件2可选地能够同时在转移装置20、20'上运输,即,可选地,转移装置20、20'可以实施两轨道、三轨道或四轨道布置。在这种情况下,组件2可以在至少基本保持工艺参数的情况下同时发生移动。
84.如图5所示,在示例性实施例设置了,至少两个处理室装置5、5'相互连接,该至少两个处理室装置5、5'各自包括特别是以类似堆叠布置的方式布置在彼此上的处理室6、6'、6"、6'"、29、29'。优选地,第一处理室装置5的处理室6、6'、6"、6'"和第二处理室装置5'的处理室29、29'相互平行排列。这里,组件2从第一处理室装置5的处理室6、6'、6"、6'"到第二处理室装置5'的处理室29、29'的转移可以通过布置在处理室装置5、5'上或者之间的转移设备21实现,例如类似于如图14所示的转移设备21或者转移装置20、20'的变形。例如,第一处理室装置5的第一处理室6、6'、6"、6'"用于加热位于处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中的组件2,特别是,组件2的加热以实现助焊剂4的熔化的方式而发生。在离开第一
处理室6、6'、6"、6'",组件2可以被运送到与该第一处理室6、6'、6"、6'"相关联的第二处理室装置5'的第二处理室29、29'中。组件2可以在第二处理室29、29'的内部空间中进行主动和/或有针对性的冷却。
85.该设备可以至少包括(a)一个输入设备,用于将信息输入至设备侧的控制单元41,特别是工艺参数单元8,和/或(b)一个输出设备,用于将信息输出到操作员和/或设备侧的控制单元41,特别是工艺参数单元8。在图8和图9所示的实施例中,触摸屏40布置在设备1上,可以实现该输入设备的功能和/或输出设备的功能。
86.此外,从图9所示的实施例中可以看出,第一和/或第二处理单元30、31和/或至少一个处理室装置5、5'具有特别是在预期使用的期间朝上放置或者直立的几何形状或取向。这里,处理单元30、31和/或至少一个处理室装置5、5'可以具有至少基本上为长方体的构造,其具有比其至少一个侧面更小的底面积。换句话说,安装区域7在其平面中的最大延伸要比垂直方向或者垂直于安装区域7的最大延伸更小,优选地小至少一半,特别优选地小至少四分之一。
87.该设备通过用于焊接组件2的方法操作,该方法设置有以下方法步骤:(a)提供组件2,(b)将组件2插入处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中,(c)在至少一个处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中执行焊接方法,(d)在执行焊接方法后,将组件2从处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中移除。可选地,在对布置在处理室6、6'、6"、6'"的内部空间9、9'、9"、9'"中的组件2加热之后,该加热发生在实施焊接方法的过程中,该组件可以在处理室6、6'、6"、6'"中或者在将组件2转移到另一个处理室29、29'之后进行冷却过程。
88.图10示出了一种处理单元30、31的示例性构造。在此可以看出,形成为传送设备15和转移设备21的单元可沿箭头19垂直传送并沿箭头44水平传送,特别是横向于设备1中的组件2的主要传送方向45。传送装置14设置有传送带状的转移装置20、20',其使得放置在转移装置20、20'上的组件2能够沿设备1中的组件2的主要传送方向45移动。可选地或附加地,转移装置20、20'可以至少部分地形成为,特别是在主传送方向45上,能够以抽屉的方式抽出和/或可以包括夹爪。
89.设备1可以具有多个用于引导组件2进出处理单元30、31和/或进出处理室装置5、5'的开口。为此,至少一个开口上可以设置有锁状封闭机构(未示出)。处理单元30、31和/或处理室装置5、5'上可能形成的开口由虚线示出的区域46、46'、46"、46'"、46”"表示。换言之,区域46、46'、46"、46'"、46”"构成了用于相应提供或者部分提供的锁状封闭机构的潜在的位置。
90.如图7所示,第一处理单元30布置在处理室装置5的第一侧上,而另一处理单元31可以相对于第一处理单元30布置在围绕于处理室装置5的拐角处。这里,组件2的供应由第一处理单元30执行且组件2的移除由第二处理单元31执行,插入运动12与移除运动13构成角度α。可选地或附加地,如图7中由点划线(参见箭头49)表示的实施所示,组件2的整体呈s形或阶梯状(stufenartiger)的运动过程可在装置内进行。
91.图15示出了由两个相似的、特别是相同构造的处理室装置5、5'组成的结构,其中,只有第一处理室装置5配备有触摸屏40。第一处理单元30附接到或连接到第一个处理室装置5,第二处理单元31附接到或连接到第二个处理室装置5'。该构造与图5中所示的构造相
当,其中,根据图15的设备1的处理单元30、31没有形成为移动运输系统32。
92.图16示出了设备1的平面视图,该设备1包括连接到第一个处理室装置5的第一处理单元30和连接到第二个处理室装置5'的第二处理单元31。此外,与其平行的另一个处理单元30'连接到另一个处理室装置50,并且另一个处理单元31'连接到另一个处理室装置50'。通过第一条线中的插入和移除运动12、13以及通过平行于第一条线的第二条线中的进一步插入和移除运动12'、13',处理室6、6'、6"、6'"、29、29'可以发生运动和/或热影响。因此,通过示例的方式示出,处理室装置5、5'、50、50'可以在主传送方向45上彼此前后布置和/或彼此相邻布置。因此,多个处理室装置5、5'、50、50'和/或处理单元30、30'、31、31'可以布置为以棋盘或矩阵的方式相对于彼此连接。处理室装置5、5'、50、50'可以包括分别位于处理室装置5、5'、50、50'内的多个、特别是相同数量的彼此重叠布置的处理室6、6'、6"、6'"、29、29'。
93.参考标记列表
94.1-设备
95.2-组件
96.3、3'-部件
97.4-助焊剂
98.5、5'-处理室装置
99.6、6'、6"、6'"-处理室
100.7-安装区域
101.8-工艺参数单元
102.9、9'、9"、9'"-内部空间
103.10、10'-6、6'、6"、6'"的插入开口
104.11、11'-6、6'、6"、6'"的移除开口
105.12-插入运动
106.13-移除运动
107.14-传送装置
108.15-传送设备
109.16-传送运动
110.17-第一位置
111.18-转移位置
112.19-箭头
113.20、20'-转移装置
114.21-转移设备
115.22-第一转移运动
116.23-第二转移运动
117.24-第一工作位置
118.25-第二工作位置
119.26-供应邻近装置
120.27-移除邻近装置
121.28、28'-5、5'的外壳
122.29、29'-其他处理室
123.30、30'-第一处理单元
124.31、31'-第二处理单元
125.32-移动运输系统
126.33-靠近设备的位置
127.34、34'-轮子
128.35、35'-30、31'的外壳
129.36、36'、36"、36'"-连接线路
130.37、37'-导向装置
131.38、38'-导向装置
132.39、39'-间距
133.40-触摸屏
134.41-控制单元
135.42-插入开口
136.43-插入运动
137.44-箭头
138.45-主要转移方向
139.46、46'、46"、46'"、46”"-开口
140.47、47'、47"-箭头
141.48、48'-箭头
142.49-箭头
143.50、50'-第三、第四处理室装置
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1