热轧用离心铸造复合辊的制作方法
1.本发明涉及离心铸造复合辊,适合用于钢板的热轧机的特别是第五~第七机架,尤其涉及耐磨耗性遍及轧制使用区域整体都良好,抑制铸造缺陷发生,且外层与内层的边界健全的热轧用离心铸造复合辊。
背景技术:
2.热带钢轧机,对于以连续铸造等制造的厚数十~300mm的板坯进行加热后,使之依次在多个粗轧机和多个精轧机的辊间通过,轧制成1mm左右~数十mm的厚度。精轧机中,通常串列配置有5~7个四辊式轧机机架,特别是由7个机架构成的精轧机被广泛使用。在7机架的精轧机中,第一~第三机架被称为前段机架,第四~第七机架被称为后段机架。
3.用于精轧机的辊需要耐受轧制带来的热负荷和机械负荷,为此使用耐磨耗性优异的外层和韧性优异的内层经熔敷一体化的复合结构的离心铸造复合辊(也简称为“复合辊”。)。但是,由于轧制带来的热负荷和机械负荷,导致外层表面发生磨耗、表面粗糙、热裂缝等损伤,因此在使用一段时间后,将复合辊从轧机上拆卸下来,磨削除去(修磨)损伤。由于修磨导致复合辊的筒体直径从初始直径逐渐减小至轧制可使用的最小直径(作废直径)。在本说明书中,从初始直径至作废直径的辊径称为轧制使用有效直径(也简称为“有效直径”),从初始直径至作废直径的有效直径区域称为“使用区”。
4.精轧机的特别是后段机架,传统上使用高合金麻口细晶粒铸铁制的外层和强韧性优异的铸铁制的内层经冶金一体化的离心铸造复合辊。高合金麻口细晶粒铸铁外层由石墨、碳化物和基体组织构成,特别是因为抗咬粘性优异,所以即使遭遇堆钢事故时,裂纹的发生、进展也极少,换言之就是具有抗事故性优异这样的特征。特别是在后段机架,因为薄钢板被折叠轧制造成的堆钢事故多发,所以多使用抗事故性良好的以高合金麻口细晶粒铸铁作为外层的复合辊。高合金麻口细晶粒铸铁中,有只含有m3c系(渗碳体)的类型、和为了改善耐磨耗性而含有m3c系(渗碳体)和由钒等元素构成的比较少量的mc碳化物的类型。但是,高合金麻口细晶粒铸铁若与高铬铸铁材料和高速钢材料比较,则耐磨耗性较差,因此进行了各种改善。
5.日本特开2004-68142号中,作为用于热轧用复合辊的外层的外层材,公开有一种具有如下组成的热轧用辊外层材,以质量标准计,含有c:2.9~3.8%、si:0.8~2.0%、mn:0.2~1.5%、cr:1.5~3.5%、mo:0.8~3.5%、ni:3.0~7.0%、v:1.0~3.5%、nb:0.1~0.8%、b:0.020~0.2%、rem:0.002~0.030%,并且满足式(1):[2.5≤c-(0.236
×
v+0.129
×
nb)≤3.2]、和式(2):[0.5<cr/c<1.0],余量由fe和不可避免的杂质构成。在日本特开2004-68142号中记述有具有该外层材的复合辊兼具优异的抗咬粘性和耐磨耗性,适合于钢板热轧用的后段机架用辊。
[0006]
日本特开2004-68142号所述的具体例之中,(1)在含有c:3.76%、cr:1.67%、v:2.38%、nb:0.92%、ni:4.62%、si:1.64%、mn:0.54%、mo:1.30%、b:0.054%和rem:0.011%的试验材l中,存在的问题是,因为c含量多达3.76%,所以石墨和碳化物过剩,强度
和韧性降低,(2)在含有c:3.46%、cr:2.27%、v:2.46%、nb:0.83%、ni:4.55%、si:1.78%、mn:0.61%、mo:0.66%、b:0.042%和rem:0.019%的试验材t中,存在的问题是,因为v/nb比为2.96而过大,所以mc碳化物的分布偏向外层内周侧,(3)在含有c:3.35%、cr:1.97%、v:3.27%、nb:1.57%、ni:4.61%、si:1.91%、mn:0.5%、mo:1.32%、和b:0.074%的试验材w中,存在的问题是,因为v当量(veq=v+0.55nb)多,为4.13质量%,所以mc碳化物量变多,容易发生组织不均匀和组织粗大化。
[0007]
日本特开2001-279367号公开有一种热轧用离心铸造辊,其由高合金麻口细晶粒铸铁制的外层和高级铸铁或球状石墨铸铁制的内层构成,所述外层以质量标准计,含有c:2.7~4.0%、si:0.5~2%、mn:0.2~2%、mo:0.2~0.8%、ni:2.5~6.0%、cr:1.0~2.0%、b:0.01~0.1%,还含有nb:0.2~1.0%和v:0.2~2.0%的1种或2种,余量由fe和不可避免的杂质构成。在此离心铸造辊的外层,因为在现有的高合金麻口细晶粒铸铁材的基本组成中添加了适量的nb和v,并且添加适量的b等,所以形成的碳化物以m3c型(渗碳体)为主体,mc碳化物很少,大概为3%以下,微细的石墨粒子均匀分布在铸造组织中。日本特开2001-279367号,通过离心铸造法而廉价地提供了一种没有大量含有高价合金,而耐磨耗性和耐裂纹性优异的热轧用辊。
[0008]
日本特开2001-279367号中,作为外层的具体例,记述有试验材11,其含有c:3.2%、si:2.4%、mn:0.8%、mo:0.6%、ni:4.2%、cr:2.2%、nb:1.5%、v:3.5%和b:0.04%。但是,试验材11因为v含量为3.5%而过多,所以,不仅mc碳化物有偏向外层内周侧的倾向,而且因为veq多,为4.33质量%,所以mc碳化物量变多,容易发生组织不均和组织粗大化。
[0009]
日本特开2008-50681号公开有一种离心铸造制轧制用复合辊的外层材,其以质量标准计,含有c:2.5~3.4%、si:0.5~2.0%、mn:0.5~1.0%、ni:3.0~6.0%、cr:1.0~2.0%、mo:0.2~0.8%、v:1.0~4.0%、nb:0.2~1.0%,并且v和nb的质量%满足式(1):1≤(v-1)/nb≤4、和式(2):0.7≤1.8(v-1)+nb≤5.0,余量由fe和不可避杂质构成。日本特开2008-50681号记述有该外层材耐磨耗性优异,不存在因重力偏析和粗大的mc碳化物结晶造成的表面粗糙。
[0010]
日本特开2008-50681号中,作为具体例记述如下:(1)含有c:3.1%、si:1.8%、mn:0.8%、ni:4.5%、cr:1.1%、mo:0.3%、v:3.0%、nb:1.0%、b:0.03%的外层用试验片,(2)含有c:3.2%、si:1.8%、mn:0.6%、ni:4.1%、cr:1.2%、mo:0.8%、v:2.0%和nb:1.0%的外层用试验片,和(3)含有c:3.5%、si:1.1%、mn:0.4%、ni:2.9%、cr:1.9%、mo:0.2%、v:2.0%和nb:1.2%的外层用试验片。但是,(1)的试验片因为v/nb比为3而过大,所以存在mc碳化物的分布偏向外层内周侧这样的问题。另外,(2)和(3)的试验片不仅不含有b,而且(2)的试验片因为veq为2.55质量%而过少,所以耐磨耗性差,另外(3)的试验片因为mo含量为0.2%而过少,所以淬火性不足,基体硬度低,耐磨耗性和抗事故性差。
[0011]
日本特开2017-185548号中公开有一种热轧用离心铸造复合辊,其具有外层和由球墨铸铁构成的轴芯部,所述外层以质量标准计,含有c:2.6~3.8%、si:0.1~3.0%、mn:0.3~2.0%、ni:2.3~5.5%、cr:0.5~2.5%、mo:0.2~3.0%、v:0.2~3.8%、nb:0.4~6.8%,余量由fe和不可避免的杂质构成,具有以面积标准计含0.3~10%石墨粒子的组织,从所述外层的两端面沿轴向分别远离100mm的位置的c含量,相对于所述外层的轴向长度中
央的c含量,多0.05~0.3质量%,从所述外层的两端面沿轴向分别远离100mm的位置的nb含量,相对于所述外层的轴向长度中央的nb含量,多0.5~3.0质量%。该辊使相对于被轧制的钢板的宽度中央部的外层中央部、和相对于钢板两侧的宽度端部附近的外层端部平均地磨耗,以此方式能够减轻外层的局部磨耗,并且具有耐磨耗性优异的外层。由于外层在辊轴向上平均地进行磨耗,将辊再次供轧制使用时,以很少的损失抑制辊研磨时直至局部磨耗部分消失为止的研磨,能够减小外层材的损失。
[0012]
作为日本特开2017-185548号中的具体例,实施例1的外层具有如下组成,含有c:3.34%、si:1.3%、mn:0.81%、ni:4.12%、cr:1.86%、mo:0.82%、v:2.33%、和nb:0.78%,实施例2的外层具有如下组成,含有c:3.51%、si:1.45%、mn:0.65%、ni:4.51%、cr:1.58%、mo:0.64%、v:2.55%和nb:0.92%。但是,在任意一个实施例中,因为v/nb为2.99和2.77而过大,所以mc碳化物的分布具有偏向外层内周侧的倾向,使用层内的mc碳化物的产率降低,耐磨耗性劣化。
[0013]
日本特开2003-73767号中公开有一种热轧用辊用的外层材,其具有的组成为,以质量%计,含有c:2.5~4.0%、si:0.8~2.5%、mn:0.2~1.5%、cr:1.0~3.5%、mo:0.5~4.0%、ni:3.0~7.0%、v:1.0~3.5%、nb:0.2~1.0%、al:0.02~0.2%和b:0.020~0.10%,cr/c为1以下,余量由fe和不可避免的杂质构成,并且具有以面积率计含有0.6~4%石墨的组织。作为日本特开2003-73767号所述的具体例,环材d具有如下组成,含有c:2.6%、si:1.7%、mn:0.5%、ni:4.9%、cr:3.0%、mo:1.2%、v:1.8%、nb:1.3%、al:0.081%和b:0.046%。但是,该环材d其v/nb为1.38而过小,且veq也过小,为2.52。
[0014]
日本特开2015-193025号中公开有一种具有如下外层的轧制用复合辊,该外层具有如下组成,以质量标准计,含有c:3.0~4.5%、si:高于0%并在2.0%以下、mn:高于0%并在1.5%以下、ni:3.0~5.0%、cr:1.4~4.0%、mo:0.1~3.0%和v:高于0%并在3.0%以下,余量是fe和不可避免的杂质,并且满足4.0%≤c+si/3+cr/7.5≤5.5%的条件,周面的金属组织中的渗碳体的面积率为40~60%。作为日本特开2015-193025号所述的具体例,no.1的外层具有如下组成,含有c:3.7%、si:1.3%、mn:0.8%、ni:4.0%、cr:2.1%、mo:0.2%、v:2.1%、nb:1.2%和b:0.05%。但是,因为c含量为3.7%而过多,且mo含量为0.2%而过少,所以存在碳化物量过多,抗裂纹性降低,并且淬火性不充分,基体硬度不足,耐磨耗性和耐表面粗糙性差这样的问题。
[0015]
日本特开2015-080813号中公开有一种具有外层和内层的离心铸造制轧制用复合辊,其中,所述外层的化学成分以质量比计,由c:1.5~4.0%、si:0.5~3.0%、mn:0.1~1.5%、ni:1.0~6.0%、cr:0.1~3.0%、mo:0.1~3.0%和v:1.0~6.0%构成,余量是fe和不可避免的杂质,并且满足4.0≤v+c≤8.0和0.2≤si/(cr+2v)≤0.3。作为日本特开2015-080813号所述的具体例,no.8的外层具有的组成为,含有c:3.4%、si:1.6%、mn:0.8%、ni:4.5%、cr:1.8%、mo:0.5%、v:2.5%、nb:0.9%、和b:0.04%。但是,因为v/nb为2.78而过大,所以mc碳化物的分布有偏向外层内周侧的倾向,外层与内层的边界的健全性不充分。
技术实现要素:
[0016]
发明所要解决的问题
[0017]
因此本发明的目的在于,提供一种耐磨耗性遍及轧制使用区整体都良好,抑制铸
造缺陷发生,并且外层与内层的边界健全的热轧用离心铸造复合辊。
[0018]
解决问题的方法
[0019]
鉴于上述目的锐意研究的结果,本发明人发现,通过在用于热带钢轧机的热轧用复合辊的外层中,使有助于耐磨耗性的mc碳化物主要分布在初始直径至作废直径的使用区,以此方式使含v和nb的构成元素的组成最佳化,并且将v/nb比和v当量(veq=v+0.55nb)限定在规定范围,由此能够得到在使用区具有比较均匀而优异的耐磨耗性,抑制铸造缺陷发生,并且与内层的边界健全的外层,并想到本发明。
[0020]
即,本发明的热轧用离心铸造复合辊,其特征在于,在由fe基合金形成的外层上熔敷一体化有铁系合金所形成的内层,所述fe基合金具有如下化学组成:以质量标准计,含有c:2.6~3.6%、si:0.1~3%、mn:0.3~2%、ni:2.3~5.5%、cr:0.5~3.2%、mo:0.3~1.6%、v:1.8~3.4%和nb:0.7~2.4%,并且1.4≤v/nb≤2.7,v当量(veq=v+0.55nb)为2.60~4质量%,余量由fe和杂质构成。
[0021]
在本发明的热轧用离心铸造复合辊中,优选所述外层还含有b:0.06质量%以下。
[0022]
在本发明的热轧用离心铸造复合辊中,优选所述外层还含有以质量标准计w:0.01~3%、ti:0.01~0.5%、al:0.001~0.5%、zr:0.01~0.5%、和co:0.1~5%之中的任意1种以上。
[0023]
在本发明的热轧用离心铸造复合辊中,优选所述外层的v当量为3.8质量%以下。
[0024]
在本发明的热轧用离心铸造复合辊中,优选所述外层以面积标准计含有0.3~5%的石墨粒子、和2~20%的mc碳化物。
[0025]
发明的效果
[0026]
本发明的热轧用离心铸造复合辊的外层,因为含有1.8~3.4质量%的v和0.7~2.4质量%的nb,并且满足1.4≤v/nb≤2.7、和v当量(veq=v+0.55nb)为2.60~4质量%的条件,所以在表层部和深部两方都具有优异的耐磨耗性,同时抑制铸造缺陷发生,并且与内层(具有中间层时为中间层)的边界健全。因此,本发明的热轧用离心铸造复合辊,适合用于热带钢轧机的精轧机。
[0027]
本发明的热轧用离心铸造复合辊,适合作为轧制条件严苛的热带钢轧机的工作辊使用,当然也能够作为线材用热轧辊、型钢用热轧辊等使用。
附图说明
[0028]
图1是表示本发明的热轧用离心铸造复合辊的概略剖视图。
[0029]
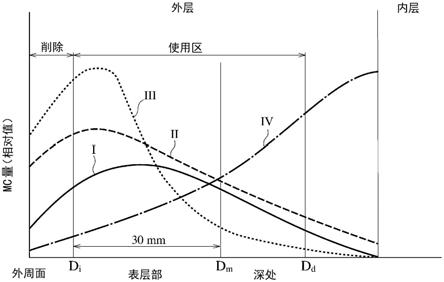
图2是概略性地表示外层的使用区中mc碳化物分布的图。
[0030]
图3(a)是表示用于本发明的热轧用离心铸造复合辊的制造的铸模的一例的分解剖视图。
[0031]
图3(b)是表示用于本发明的热轧用离心铸造复合辊的制造的铸模的一例的剖视图。
具体实施方式
[0032]
以下详细说明本发明的实施方式,但本发明不受其限定,可以在不脱离本发明的技术思想的范围内进行各种变更。除非特别说明,否则仅记为“%”时意思是“质量%”。
[0033]
[1]热轧用离心铸造复合辊
[0034]
图1表示由通过离心铸造法形成的外层1、和与外层1熔敷一体化的内层2构成的热轧用复合辊10。内层2具有熔敷于外层1的筒芯部21、和从筒芯部21的两端一体延伸出的轴部22、23。
[0035]
(a)外层
[0036]
(i)组成
[0037]
本发明的热轧用离心铸造复合辊的外层的组成,由形成外层所用的铁基合金熔体的组成表示。铁基合金熔体的组成相当于外层整体的平均组成。形成外层的fe基合金,基本上归入“高合金麻口细晶粒铸铁”的类别。
[0038]
(a)必需元素
[0039]
(1)c:2.6~3.6质量%
[0040]
c与v、nb、cr和mo结合而生成硬质的碳化物,有助于耐磨耗性提高。另外在si和ni等石墨化促进元素作用下在组织中作为石墨结晶,因而赋予外层以抗咬粘性,并且使外层的韧性提高。c低于2.6质量%时,不仅石墨的结晶不充分,而且硬质碳化物的结晶量过少,不能赋予外层充分的耐磨耗性。
[0041]
另一方面,若c高于3.6质量%,则石墨过剩,其形状也成为带状,外层的强度降低。另外碳化物的结晶量过多,外层的韧性降低,抗裂纹性降低,因此轧制造成的裂纹变深,辊损失增加。c的含量的下限优选为2.7质量%,更优选为2.8质量%。c的含量的上限优选为3.5质量%,更优选为3.4质量%。c含量的优选范围的一例是2.7~3.5质量%,更优选范围的一例是2.8~3.4质量%。
[0042]
(2)si:0.1~3质量%
[0043]
si通过对熔融金属脱氧而减少氧化物缺陷,具有助长石墨结晶的作用,有助于抗咬粘性和抑制龟裂进展。si低于0.1质量%时,熔融金属的脱氧作用不充分,石墨结晶的作用也少。另一方面,若si高于3质量%,合金基体脆化,外层的韧性降低。si的含量的下限优选为0.5质量%,更优选为1质量%。si的含量的上限优选为2.8质量%,更优选为2.5质量%。si含量的优选范围的一例是0.5~2.8质量%,更优选范围的一例是1~2.5质量%
[0044]
(3)mn:0.3~2质量%
[0045]
mn除了熔融金属的脱氧作用以外,还具有将杂质s作为mns固定的作用。mn低于0.3质量%时,这些效果不充分。另一方面,即使mn高于2质量%,也得不到进一步的效果。mn的含量的下限优选为0.4质量%,更优选为0.5质量%。mn的含量的上限优选为1.5质量%,更优选为1质量%。mn含量的优选范围的一例是0.4~1.5质量%,更优选范围的一例是0.5~1质量%。
[0046]
(4)ni:2.3~5.5质量%
[0047]
ni具有使石墨结晶的作用,有助于抗咬粘性。ni还具有提高基体组织的淬火性的作用。ni低于2.3质量%时,无法充分取得其作用。另一方面,若ni高于5.5质量%,则奥氏体过于稳定化,难以相变为贝氏体或马氏体。ni的含量的下限优选为2.5质量%,更优选为3质量%,更优选为3.5质量%。ni的含量的上限优选为5质量%,更优选为4.8质量%。ni含量的优选范围的一例是2.5~5质量%,更优选范围的一例是3~4.8质量%,进一步优选的范围的一例3.5~4.8质量%。
[0048]
(5)cr:0.5~3.2质量%
[0049]
cr使淬火性提高,并且使基体为贝氏体或马氏体而保持硬度,对于维持耐磨耗性是有效的元素。cr低于0.5质量%时,其添加效果不充分。另一方面,若cr高于3.2质量%,则不仅阻碍石墨的结晶,而且形成粗大的共晶碳化物,使基体组织的韧性降低。cr含量的下限优选为0.7质量%,更优选为1质量%。cr含量的上限优选为2.8质量%,更优选为2.5质量%,进一步优选为2.3质量%。cr含量的优选范围的一例是0.7~2.8质量%,更优选范围的一例是1~2.5质量%,进一步优选的范围的一例是1~2.3质量%。
[0050]
(6)mo:0.3~1.6质量%
[0051]
mo与c结合而形成硬质的mo碳化物,使外层的硬度增加,并且提高基体的淬火性。mo低于0.3质量%时,这些效果不充分。另一方面,若mo高于1.6质量%,则外层的韧性劣化,白口化倾向变强,因此阻碍石墨的结晶。mo含量的下限优选为0.4质量%。mo含量的上限优选为1.3质量%,更优选为1质量%。mo含量的优选范围的一例是0.4~1.3质量%,更优选范围的一例是0.4~1质量%。
[0052]
(7)v:1.8~3.4质量%
[0053]
v是与c结合而生成硬质的mc碳化物的元素。v低于1.8质量%时,mc碳化物的结晶量不充分。另一方面,若v高于3.4质量%,则(a)不仅比重轻的vc碳化物由于离心铸造中的离心力而在外层的内侧稠化,mc碳化物的分布达到最大的范围从外层的初始直径至作废直径的区域偏离,(b)而且mc碳化物粗大化,合金组织变粗,轧制时容易发生表面粗糙。v含量的下限优选为1.85质量%,更优选为1.9质量%。v含量的上限优选为3质量%,更优选为2.7质量%,最优选为2.5质量%。v含量的优选范围的一例是1.85~3质量%,更优选范围的一例是1.9~2.7质量%,进一步优选的范围的一例是1.9~2.5质量%。
[0054]
(8)nb:0.7~2.4质量%
[0055]
nb与c结合而生成mc碳化物。通过使nb与v组合,(a)不仅固溶于mc碳化物而使mc碳化物强化,使外层的耐磨耗性提高,(b)而且使mc碳化物的比重增大,防止mc碳化物向外层内周侧偏析。nb低于0.7质量%时,这些效果不充分。另一方面,若nb高于2.4质量%,则mc碳化物的比重变得过大,mc碳化物的分布在从外周至初始直径的削除区域变得过多。另外,熔融金属中的氧化物和助熔剂有附着到nbc上的倾向,附着于nbc的氧化物和助熔剂容易被凝固中的外层捕捉。因此,若nb的含量过多,则附着的氧化物和助熔剂造成铸造缺陷发生的风险变大。nb含量的下限优选为0.8质量%,更优选为0.9质量%。nb含量的上限优选为2.2质量%,更优选为2.0质量%。nb含量的优选范围的一例是0.8~2.2质量%,更优选范围的一例是0.9~2.0质量%。
[0056]
(9)v/nb:1.4~2.7
[0057]
在含有v和nb的铁基合金经离心铸造而成的外层中,结晶出由vc和nbc构成的mc碳化物,但是,vc具有小于外层熔融金属的比重,因此有朝向外层的内周侧偏析的倾向,而nbc具有大于外层熔融金属的比重,因此有朝向外层的外周侧偏析的倾向。附带一句,离心铸造的外层,如图2所示,是将外周侧切削除去至初始直径di的深度(一般为10mm)后,从初始直径di使用到规定深度的作废直径dd(例如,距初始直径di达50mm的深度),因此,优选在从初始直径di至作废直径dd的使用区(有效直径区域)主要分布mc碳化物。
[0058]
这样的mc碳化物分布示例显示在图2中。在mc碳化物分布i中,峰位于使用区的大
体中央,且在外周侧(表层部)和内层侧(深处)两方都存在足够的mc量。在mc碳化物分布ii中,峰位于初始直径di附近,但外周侧(表层部)和内层侧(深处)两方的mc量充足。mc碳化物分布i和ii均优选。相对于此,在mc碳化物分布iii中,位于初始直径di附近的峰过高,深处的mc量过低。因此,外层深处的耐磨耗性不充分。另外,在mc碳化物分布iv中,峰位于内层侧附近,在使用区不存在足够的mc碳化物。因此,具有mc碳化物分布iv的外层不能发挥充分的耐磨耗性。因此,mc碳化物分布iii和iv均不为优选。
[0059]
nbc不仅在高温下从熔融金属中结晶,而且与熔融金属中的氧化物和抗氧化用助熔剂的亲和性高(润湿性好)。因此,nbc上容易附着氧化物和助熔剂。因为附着于nbc的氧化物和助熔剂被凝固中的外层捕捉,所以容易作为铸造缺陷残留在外层内。另外,比重高于熔融金属的nbc由于离心分离而有偏向外周侧(表层部)的倾向,因此附着于nbc的氧化物和助熔剂带来的铸造缺陷,有大量出现在外层的表层部的倾向。
[0060]
为了抑制这样的倾向,需要v和nb满足1.4≤v/nb≤2.7的条件。若v/nb低于1.4,则初晶nbc的结晶量增加,难以抑制附着于nbc的氧化物和助熔剂造成的铸造缺陷。通过满足1.4≤v/nb的条件,特别是v当量(veq)为2.60质量%以上的熔融金属,也可以适度抑制nbc的结晶量,防止外层内的铸造缺陷。v/nb的下限优选为1.45,更优选为1.5。
[0061]
另一方面,若v/nb高于2.7,则比重小的vc的比例增加,使mc碳化物在离心铸造外层的内周侧大量偏析,使用区的mc碳化物的分布变少,同时在外层的内周侧(深处)稠化。高熔点的mc碳化物在内层(有中间层时为中间层)的铸造时难以再溶融,因此若veq高于2.6,则mc碳化物向深处的稠化显著,阻碍外层与内层(有中间层时为中间层)的熔敷,损害两层边界的健全性。v/nb的上限优选为2.65,更优选为2.6。v/nb的优选范围的一例是1.45~2.65,更优选范围的一例是1.5~2.6。
[0062]
(10)v当量:2.60~4质量%
[0063]
形成于外层的mc碳化物的量能够由v当量(veq=v+0.55nb)表示。veq越大,mc碳化物结晶得越多。veq为2.60~4质量%。若veq低于2.60质量%,则对耐磨耗性有效的mc碳化物太少。veq的下限优选为2.65质量%,更优选为2.7质量%,最优选为2.8质量%。另一方面,若veq过多,则mc碳化物以外的渗碳体和石墨将太少。为了确保必要量的渗碳体和石墨,添加mc碳化物相应的c即可,但若添加过多c和veq,则比铁基体凝固得快的mc碳化物的量过多。若凝固时在液相中mc碳化物多,则容易发生mc碳化物的偏析。因此,使veq为4质量%以下。veq优选为3.8质量%以下,更优选为3.6质量%以下,最优选为3.2质量%以下。v当量的优选范围的一例是2.65~3.8质量%,更优选范围的一例是2.7~3.6质量%,最优选范围的一例是2.8~3.2质量%。
[0064]
(b)任意组成
[0065]
本发明的热轧用离心铸造复合辊的外层,除了上述必需元素以外,也可以含有下述元素。
[0066]
(1)b:0.06质量%以下
[0067]
b具有使碳化物微细化的作用。另外微量的b有助于石墨的结晶。但是若b高于0.06质量%,则白口化效应变强,石墨难以结晶。因此,b的含量优选为0.06质量%以下。为了得取b的添加效果,b含量的下限更优选为0.001质量%,最优选为0.002质量%。b含量的上限更优选为0.04质量%。b含量的更优选范围的一例是0.001~0.04质量%,最优选范围的一
例是0.002~0.04质量%。
[0068]
(2)w:0.01~3质量%
[0069]
w与c结合而生成硬质的m2c的碳化物,有助于外层的耐磨耗性提高。另外也固溶于mc碳化物而使其比重增加,具有减轻偏析的作用。但是,若w高于3质量%,则使熔融金属的比重加重,因此容易发生碳化物偏析。因此,如果添加w,则其优选的含量为3质量%以下。另一方面,若w低于0.01质量%,则其添加效果不充分。w含量的下限更优选为0.02质量%。w含量的上限更优选为2.9质量%。w含量的更优选范围的一例是0.02~2.9质量%。
[0070]
(3)zr:0.01~0.5质量%
[0071]
zr与c结合而生成mc碳化物,使外层的耐磨耗性提高。另外在熔融金属中生成的zr氧化物作为结晶核起作用,因此凝固组织变得微细。另外使mc碳化物的比重增加,防止偏析。但是,若zr高于0.5质量%,则生成夹杂物而不为优选。因此,添加zr时,其含量优选为0.5质量%以下。另一方面,zr低于0.01质量%时,其添加效果不充分。zr的含量的下限更优选为0.02质量%。zr的含量的上限更优选为0.4质量%。zr的含量的更优选范围的一例是0.02~0.4质量%。
[0072]
(4)co:0.1~5质量%
[0073]
co对于基体组织的强化是有效的元素。另外,co容易使石墨结晶。但是,若co高于5质量%,则外层的韧性降低。因此,添加co时,其含量优选为5质量%以下。另一方面,co低于0.1质量%时,其添加效果不充分。co的含量的下限更优选为0.2质量%。co的含量的上限更优选为4.9质量%。co的含量的更优选范围的一例是0.2~4.9质量%。
[0074]
(5)ti:0.01~0.5质量%
[0075]
ti与作为石墨化阻碍元素的n和o结合,形成氧化物或氮化物。氧化物或氮化物悬浮在熔融金属中而成为核,使mc碳化物微细化和均质化。但是,若ti高于0.5质量%,则熔融金属的粘性增加,容易发生铸造缺陷。因此,添加ti时,其优选的含量是0.5质量%以下。另一方面,ti低于0.01质量%时,其添加效果不充分。ti的含量的下限更优选为0.02质量%。ti的含量的上限更优选为0.4质量%。ti的含量的更优选范围的一例是0.02~0.4质量%。
[0076]
(6)al:0.001~0.5质量%
[0077]
al与作为石墨化阻碍元素的n和o结合,形成氧化物或氮化物,其悬浮于熔融金属中而成为核,使mc碳化物微细均匀地结晶。但是,若al高于0.5质量%,则外层变脆,招致力学特性的劣化。因此,添加al时,其优选的含量是0.5质量%以下。另一方面,al的含量低于0.001质量%时,其添加效果不充分。al的含量的下限更优选为0.01质量%,进一步优选为0.02质量%。al的含量的上限更优选为0.4质量%。al的含量的更优选范围的一例是0.01~0.4质量%,进一步优选为0.02~0.4质量%。
[0078]
(c)杂质
[0079]
外层组成的余量由fe和杂质构成。可知p、s、cu等作为杂质元素而微量混入不可避免,但影响到石墨形成。特别是p和s,可知即使微量也会影响石墨。为了在本发明的离心铸造复合辊中也得到优选的面积率的石墨粒子,需要控制杂质元素的含量。另外,因为p和s招致力学特性的劣化,所以其含量必须抑制在规定水平。cu也影响石墨,但在微量范围的影响度很小。作为其他不可避免的杂质,可列举ca、ba、mg、sb、te、ce等的元素。具体来说,如果p和s的含量分别在0.1质量%以下,cu在0.5质量%以下,ca和ba分别在0.05质量%以下,mg
在0.07质量%以下,sb在0.05质量%以下,te和ce分别在0.03质量%以下的范围内,则几乎不会损害本发明的效果,因此能够允许。
[0080]
(ii)组织
[0081]
本发明的热轧用离心铸造复合辊的外层的组织,包含基体、石墨、mc碳化物和渗碳体。本发明的热轧用离心铸造复合辊的外层的组织,优选以面积标准计而含有0.3~5%的石墨粒子、和2~20%的mc碳化物。优选外层的基体组织实质上由马氏体、贝氏体或珠光体构成。外层的基体组织优选还含有15~45面积%的渗碳体相。
[0082]
(a)石墨粒子的面积率:0.3~5%
[0083]
在外层组织中结晶的石墨粒子的面积率优选为0.3~5%。石墨粒子的面积率低于0.3%时,外层的抗咬粘性提高的效果不充分。另一方面,若石墨粒子高于5面积%,则外层的力学特性降低。石墨粒子的面积率的下限更优选为0.5%,最优选为1%。另一方面,石墨粒子的面积率的上限,更优选为4%,最优选为3%。石墨粒子的面积率的更优选范围的一例是0.5~4%,最优选范围的一例是1~3%。
[0084]
(b)mc碳化物的面积率:2~20%
[0085]
若外层组织中结晶的mc碳化物的面积率低于2%,则外层不具有充分的耐磨耗性。另外由于与石墨的共存关系,难以使mc碳化物的面积率高于20%。mc碳化物的面积率更优选为2.2%以上,进一步优选为2.5%以上。另外,为了使石墨粒子的面积率为0.3~5%,mc碳化物更优选为17%以下,进一步优选为15%以下,最优选为10%以下。mc碳化物的面积率的更优选范围的一例是2~17%,进一步优选范围的一例是2~15%,最优选范围的一例是2~10%。
[0086]
(b)内层
[0087]
作为形成内层的铁系合金,优选强韧的球墨铸铁(球状石墨铸铁)。内层的组成,由形成内层所用的铁基合金熔体的组成表示。铁基合金熔体的组成相当于内层整体的平均组成。球墨铸铁的熔融金属组成,优选以质量标准计,含有c:2.3~3.6%、si:1.5~3.5%、mn:0.2~2%、ni:0.3~2%、cr:0.05~1%、mo:0.05~1%和mg:0.01~0.08%,余量由fe和杂质构成。除了上述必需元素以外,也可以还含有nb:0.7%以下和w:0.7%以下。球墨铸铁中,铁基体以铁素体和珠光体为主体,另外主要包含石墨和微量的渗碳体。在外层与内层之间,也可以出于抑制成分混入或缓冲等目的而介入中间层。
[0088]
[2]热轧用离心铸造复合辊的制造方法
[0089]
本发明的热轧用离心铸造复合辊,能够通过如下方式制造:在离心铸造用模具内,以奥氏体析出开始温度+(30~150)℃的温度、重力倍数为60~200g的范围内的离心力、且0.5~3mm/s的平均层叠速度,浇注具有如下化学组成的外层用熔融金属:以质量标准计而含有c:2.6~3.6%、si:0.1~3%、mn:0.3~2%、ni:2.3~5.5%、cr:0.5~3.2%、mo:0.3~1.6%、v:1.8~3.4%和nb:0.7~2.4%,并且1.4≤v/nb≤2.7,v当量(veq=v+0.55nb)为2.60~4质量%,余量由fe和杂质构成的fe基合金的熔融金属,铸造所述外层。平均层叠速度的下限优选为0.6mm/s,上限优选为2.5mm/s。在此,外层的“平均层叠速度”,是用通过铸造而层叠的外层的厚度除以浇注时间的值,即单位时间内的外层的厚度增加速度。
[0090]
图3(a)和图3(b),表示以离心铸造用圆筒状铸模30离心铸造外层1后再铸造内层2所用的静态铸造用铸模的一例。静态铸造用铸模100由如下构成:内表面具有外层1的圆筒
状铸模30;设于其上下端的上模40和下模50。圆筒状铸模30由如下构成:铸模主体31;形成于其内侧的脱模层32;设于铸模主体31和脱模层32的上下端部的铸模端部33。上模40由铸模主体41、和形成于其内侧的砂型42构成。下模50由铸模主体51、和形成于内侧的砂型52构成。在下模50设有用于保持内层用熔融金属的底板53。圆筒状铸模30内的外层1的内表面具有用于形成内层2的筒芯部21的型腔60a,上模40具有用于形成内层2的轴部23的型腔60b,下模50具有用于形成内层2的轴部22的型腔60c。使用圆筒状铸模30的离心铸造法是水平型、倾斜型或垂直型的任意一种均可。
[0091]
在轴部22形成用的下模50的上端部54上,使离心铸造有外层1的圆筒状铸模30竖立设置,若在圆筒状铸模30之上设置轴部23形成用的上模40,则构成静态铸造用铸模100。在静态铸造用铸模100中,外层1内的型腔60a与上模40的型腔60b和下模50的型腔60c连通,构成使整体内层1一体形成的型腔60。
[0092]
在通过离心铸造法形成的外层1凝固后,随着内层2用的球墨铸铁熔融金属从上模40的上方开口部43被注入到型腔60内,型腔60内的熔融金属的汤面从下模50逐渐上升至上模40,由轴部22、筒芯部21和轴部23构成的内层2被一体铸造。
[0093]
由实施例更详细地说明本发明,但本发明不受其限定。
[0094]
实施例1~4和比较例1~4
[0095]
将图3(a)所示构造的圆筒状铸模30(内径800mm和长度2500mm)设置在卧式离心铸造机,按表2所示温度、重力倍数和平均层叠速度浇注表1所示组成的各熔融金属,离心铸造外层1。外层1凝固后,使内表面形成有外层1(厚度:90mm)的圆筒状铸模30竖立,在轴部22形成用的空心状下模50(内径600mm,和长度1500mm)之上立设圆筒状铸模30,在圆筒状铸模30之上立设轴部23形成用的空心状上模40(内径600mm,和长度2000mm),构成图3(b)所示的静态铸造用铸模100。
[0096]
在静态铸造用铸模100的型腔60中,从上方开口部43浇注具有如下化学组成的球墨铸铁熔融金属:以质量标准计,含有c:3.0%、si:2.6%、mn:0.3%、ni:1.4%、cr:0.1%、mo:0.2%、mg:0.05%、p:0.03%和s:0.03%,余量是fe和杂质,途中孕育含si的石墨化孕育剂,制造外层1的内表面一体熔敷有内层2的复合辊。
[0097]
【表1-1】
[0098]
[0099]
注:(1)相当于外层的平均组成。
[0100]
【表1-2】
[0101][0102]
注:(1)veq=v+0.55nb(单位:质量%)。
[0103]
【表2】
[0104][0105]
注:(1)γ是奥氏体析出开始温度。
[0106]
对于实施例1~4和比较例1~4的各复合辊,根据以下的方法,测量外层与内层的边界的健全性、外层内的mc碳化物的分布、外层的表层部和深处的耐磨耗性和外层内的铸造缺陷。
[0107]
(1)外层和内层的边界的健全性
[0108]
通过用超声波探头扫描外层整个表面的超声波探伤检查法,探查外层内的缺陷,按以下的标准评价。
[0109]
〇:在外层与内层的边界不存在直径10mm以上的缺陷。
[0110]
×
:在外层与内层的边界存在直径10mm以上的缺陷。
[0111]
(2)外层内的mc碳化物的分布
[0112]
在各外层的纵长方向端部,显微镜观察初始直径di的位置(距氧化皮约10mm深度的位置),以及在距初始直径di分别为10mm、20mm、30mm、40mm和50mm的深度位置的外层组
织,将mc碳化物的分布分类为图2所示的i~iv的模式。
[0113]
(3)外层的使用层的平均耐磨耗性
[0114]
基于v当量(veq=v+0.55nb)分布,按以下标准判定外层的使用层的平均耐磨耗性。
[0115]
○
:作为外层材使用的熔融金属组成中的v当量为2.6以上时。
[0116]
×
:作为外层材使用的熔融金属组成中的v当量低于2.6时。
[0117]
(3)外层的使用层的表层部和深处的耐磨耗性
[0118]
基于v当量(veq=v+0.55nb)分布,按以下标准判定外层的使用层的表层部和深处的耐磨耗性。
[0119]
×
:在使用层内的表层部和深处的各部最低的v当量低于外层熔融金属的平均v当量的60%时。
[0120]
△
:在使用层内的表层部和深处的各部最低的v当量为外层熔融金属的平均v当量的60以上至低于70%时。
[0121]
○
:在使用层内的表层部和深处的各部最低的v当量为外层熔融金属的平均v当量的70%以上时。
[0122]
(4)外层内的铸造缺陷
[0123]
通过使用超声波探头扫描外层整个表面的超声波探伤检查法探查外层内有无缺陷,按以下标准评价。
[0124]
〇:在外层内不存在直径1mm以上的铸造缺陷。
[0125]
×
:在外层内存在直径1mm以上的铸造缺陷。
[0126]
基于外层与内层的边界的健全性、外层的使用层的平均耐磨耗性、及表层部和深处的耐磨耗性、及外层内的铸造缺陷的评价结果,按以下标准进行综合评价。
[0127]
〇:全部的评价项目为〇。
[0128]
△
:
×
至
△
的评价项目合计有1到2个。
[0129]
×
:
×
到
△
的评价项目合计有3个以上。
[0130]
【表3】
[0131][0132]
注:(1)外层的使用层整个的平均的耐磨耗性。注:(2)外层的使用层的表层部的耐磨耗性。注:(3)外层的使用层深处的耐磨耗性。
[0133]
由表3可知,实施例1~4的离心铸造复合辊,外层与内层的边界的健全性、外层的表层部和深处的耐磨耗性、及外层内的铸造缺陷全部优异。相对于此,比较例1~4的离心铸造复合辊,上述评价项目之中有1个以上的评价项目是
×
。具体来说,比较例1和2中因为veq低于2.60,所以外层的表层部和深处均不具备充分的耐磨耗性。另外,比较例3中因为v/nb为4.37而过高,所以边界的健全性差。此外,比较例4中因为v/nb低至1.23,所以mc碳化物的分布是iii型,不仅外层深处的耐磨耗性不充分,而且在外层内确认到铸造缺陷。
[0134]
符号说明
[0135]1…
外层
[0136]2…
内层
[0137]
10
…
热轧用离心铸造复合辊
[0138]
21
…
筒芯部
[0139]
22、23
…
轴部
[0140]
30
…
离心铸造用圆筒状铸模
[0141]
31、41、51
…
铸模主体
[0142]
32
…
脱模层
[0143]
33
…
铸模端部
[0144]
42、52
…
砂型
[0145]
40
…
静态铸造用上模
[0146]
50
…
静态铸造用下模
[0147]
60、60a、60b、60c
…
型腔
[0148]
100
…
静态铸造用铸模
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1