基于压力传感器焊接工装控制系统的制作方法
1.本发明涉及压力传感器加工技术领域,具体的说是一种基于压力传感器焊接工装控制系统。
背景技术:
2.压力传感器包括两膜座和膜片,压力检测时通过检测膜片的变形来检测。压力传感器的加工过程中,需要进行对接、膜片切割、焊接等工序。现有技术中,上述工序多半采用开放式加工空间进行加工,但是由于日积月累的使用,加工环境发生变化,常有粉尘的杂质对加工的压力传感器精度造成影响。并且加工过程中所要用到的冲压设备、压力检测设备、切割设备等均分体式放置,由于每个设备运行需要,均要布置相关线路,导致在加工现场杂乱无章,常常发生线路缠绕打结的问题,造成机器停运甚至损坏,给企业带来不可挽回的损失。加工过程中存在膜片切割、焊接过程,控制困难,容易导致膜片出现松动、偏移,即使是微小的,可会对压力传感器的检查精度造成影响。
3.基于上述缺陷,有必要提出一种技术方案来克服上述技术问题。
技术实现要素:
4.针对上述问题,本发明提供了一种基于压力传感器焊接工装控制系统,实现分区分功能安装,设计出一种高精度压力传感器加工工装,结合控制器,达到高精度生产的目的。
5.为达到上述目的,本发明采用的具体技术方案如下:
6.一种基于压力传感器焊接工装控制系统,其特征在于:包括焊接机壳体,所述焊接机壳体经隔板分割成压力传感器加工腔室、控制腔室、焊接机腔室以及液压机腔室,所述控制腔室、焊接机腔室、液压机腔室与所述压力传感器加工腔室相通;
7.所述控制腔室内设置有控制器;所述压力传感器加工腔室内安装有压力传感器焊接工装,该压力传感器焊接工装上安装有液压缸、下夹具轴旋转驱动组件、焊枪以及膜片夹具;所述焊接机腔室内安装有焊机,该焊机与所述压力传感器焊接工装上的焊枪连接;所述液压机腔室内安装有液压机,该液压机与所述压力传感器焊接工装上的液压缸连接;所述液压机与所述膜片夹具连接;
8.所述控制器的膜片夹持控制端与所述液压机的膜片夹具供油阀连接;
9.所述控制器的夹紧控制端与所述液压机的膜座夹紧液压缸供油阀连接;
10.所述控制器的张紧控制端与所述液压机的膜座张紧液压缸供油阀连接;
11.所述控制器焊接控制端与所述焊机连接;
12.所述控制器旋转控制端与所述下夹具轴旋转驱动组件连接;
13.所述控制器的电容值采集端与电容值传感器连接,该电容值传感器用于获取膜片电容值。
14.通过上述设计,提出了压力传感器加工的更进一步的加工环境,设置上述腔室,将
液压设备、焊接机设备、电控设备、压力传感器加工操作台等均分区分腔室安装,有效的避免加工设备相互干扰。采用控制器对加工过程中所要使用到的设备智能化控制在设定的阈值内,实现实时采集和监测,并且对整个加工过程进行一体化控制,有效提高加工精度,保证出厂产品品质。其中控制器可以为plc控制器,还可以是cnc控制器。
15.再进一步的技术方案,所述压力传感器焊接工装包括基座底座和基座支撑板,所述基座底座、基座支撑板之间竖立有至少一根支撑螺柱,所述基座底座上安装有下夹具轴,所述基座支撑板底部活动安装有上夹具轴,所述下夹具轴、上夹具轴同轴设置,所述上夹具轴经所述液压缸驱动下靠近或者远离所述下夹具轴;所述下夹具轴的下膜座夹持端正对所述上夹具轴上膜座夹持端,所述下夹具轴上设置有膜片夹具安装位,该膜片夹具安装位用于放置膜片夹具,所述基座底座、基座支撑板之间设置有焊枪,所述下夹具轴远离下膜座夹持端的一端连接下夹具轴旋转驱动组件。
16.采用上述方案,工装中下夹具轴、上夹具轴同轴设置,并且将上下膜座分别对应固定在其膜座加持端上,当活动的上夹具轴携带上膜座靠近下膜座时,上下膜座依然可以保持一直同轴。并且在液压缸驱动下,可以改变上夹具轴对上下膜座之间的夹紧力,使膜片可以坚固的夹持的上下膜座之间。即使切割和焊接也不会使膜片发生松动。采用膜片夹具,将放入两个膜座之间的膜片保持设定的张紧力和夹紧力,可以是夹在两膜座之间的膜片保持平整,当膜座夹持到膜片后、膜片边缘切割前,依然保持平整。即使采用刀具进行切割,也可以保证膜座内部的膜片部分不移动。并且在膜座夹紧的条件下进行焊接,更可以保证膜片边缘的完整性。焊接过程中,旋转驱动组件带动旋转,可以使焊机对整个膜座一周进行焊接。并且通过电容采集设备实施对电容值进行实施采集,检测其加工精度和检测精度,保证了其成品质量。
17.再进一步的技术方案,所述上夹具轴远离上膜座夹持端的一端套设在上轴承座内,所述上轴承座固定在导向滑套的上夹具轴固定位上,所述导向滑套与所述液压缸的油缸输出轴连接,所述上夹具轴与所述油缸输出轴同轴设置,所述液压缸固定在所述基座支撑板上;所述液压缸经上夹具轴输油管与所述液压机连接,所述上夹具轴输油管靠近所述液压机的一端设置有所述膜座液压缸供油阀,该膜座液压缸供油阀设置有膜座夹紧压力变送器,该膜座夹紧压力变送器与所述控制器连接;所述导向滑套的上夹具轴固定位的两侧端部对称设置有一个导向通孔,两个所述导向通孔内分别套设有一根夹具立柱,该夹具立柱的轴线与所述上夹具轴轴线相平行,两根所述夹具立柱固定在所述基座底座、基座支撑板之间;任意一根所述夹具立柱上活动设置有焊枪夹具,所述焊枪夹具用于连接所述焊枪;所述上夹具轴上膜座夹持端端面上开设有上膜座安装槽,该上膜座安装槽槽顶固定磁块;所述上夹具轴上膜座夹持端外壁上设置有膜片切割刀具安装位。
18.采用上述方案,液压缸的油缸输出轴带动上夹具轴上下移动,从而携带上膜座靠近下膜座,并且液压缸采用16mpa12吨专用液压缸,使膜片可以坚固的固定在上下膜座之间,有效防止在膜片切割和焊接过程中膜座之间的膜片变形、松动、损坏。并且导向滑套可以限定上夹具轴移动过程中不动摇、不偏移,从而保证上膜座下降到下膜座处,二者依旧保持同轴。在导向通孔内穿入夹具立柱,夹具立柱与上夹具轴、下夹具轴同轴,结合导向滑套,当液压缸带动导向滑套上的上夹具轴下降时,套设在夹具立柱的导向滑套只能沿着夹具立柱延伸方向移动,且方向固定,则不会导致上膜座在横向上发生偏移。保证上膜座下降到下
膜座处时,二者依旧保持同轴设置。通过焊枪将上下膜座、膜片焊接在一起,形成一体成型的压力传感器。焊枪正对所述下膜座顶部。刀具安装为可以将刀具安装在上夹具轴上,用于刀具对超出膜座边缘的膜片进行切割,从而进行后续的焊接过程。刀具安装位可以是是螺纹、销孔等。
19.再进一步的,所述下夹具轴的下膜座夹持端端面开有下膜座安装槽,所述下夹具轴套设在下轴承座内,该下轴承座固定在所述基座底座上,所述下轴承座靠近所述下夹具轴远离下膜座夹持端的一侧设为所述膜片夹具安装位;所述下夹具轴远离下膜座夹持端的一端穿过所述下轴承座、基座底座后连接所述下夹具轴旋转驱动组件;所述下夹具轴旋转驱动组件包括旋转电机,所述旋转电机与所述控制器连接,所述旋转电机输出轴上连接有驱动齿轮,所述下夹具轴远离下膜座夹持端的一端端部连接有从动齿轮,所述驱动齿轮和所述从动齿轮啮合。
20.采用上述方案,加工过程中,下膜座安装槽内放置下膜座,且上膜座下降过程中,下膜座保持不动,使上下膜座中间夹持着膜片,其中,膜片采用膜片夹具放置在下膜座顶部,膜片边缘被膜片夹具夹持并形成张力,当上膜座下降后,使膜片固定夹持的上下膜座之间。进行切割后,在下夹具轴旋转驱动组件驱动旋转下进行焊接。旋转电机驱动下夹具轴旋转。焊接过程中,上夹具轴保持不动。
21.再进一步的技术方案是,所述基座底座上还固定有夹具底板,套设所述下夹具轴的下轴承座经夹具底板固定在所述基座底座上;所述基座支撑板底部固定有夹具支撑板,所述基座底座、基座支撑板之间的夹具立柱的两端部分别经所述夹具底板、基座支撑板固定;
22.所述基座底座固定在工装底座上,所述工装底座底部还设置有至少4个工装基脚平衡座。
23.采用上述方案,可以便捷的将夹具立柱固定在基座底座、基座支撑板之间之间。工装基脚平衡座调节工装使其保持平衡。
24.再进一步的技术方案是,所述膜片夹具包括夹具底座,所述夹具底座包括上底座和下底座,该上底座和下底座皆成筒状,二者同轴连接且一体成型,其中下底座筒壁厚度大于所述上底座筒壁厚度;所述下底座顶部设置有呈筒状油缸体,该油缸体内壁与所述上底座外壁、下底座顶部、支承环底部包围形成夹装空间;所述夹装空间内设置有油压驱动结构,该油压驱动结构用于与油压泵连接,在油压驱动下,用于夹装压力传感器膜片;所述支承环上部设置有锁紧螺母,该锁紧螺母与所述油缸体外壁螺纹连接,用于对所述夹装空间进行锁紧;该锁紧螺母顶部开有圆孔,该圆孔与所述下底座筒孔同轴。
25.采用上述方案,通过上述设计,底座起着支撑整个夹具的作用,并对整个夹具形状起着限定作用。油压驱动结构受油压的驱动下,会对放置在夹装空间中的压力传感器膜片产生挤压力,使压力传感器膜片紧绷平整。采用油压进行驱动,可向油压驱动结构施加吨位级的力量,使膜片经夹持后,即使夹具移动摇晃,膜片也不会出现任何松动,以满足高精度压力传感器的精度要求。其中,夹具采用锁紧螺母固定,使夹装空间固定不变,即使在油压驱动下,也不会发生部件位移,避免挤压发生形变。
26.再进一步的,所述油缸体内开设有夹紧液压油孔,该夹紧液压油孔经膜片夹紧夹具输油管与所述液压机连接,所述膜片夹紧夹具输油管上设置有所述膜座夹紧液压缸供油
阀,该膜座夹紧液压缸供油阀上设置有膜片夹紧压力变送器,该膜片夹紧压力变送器与所述控制器连接;所述夹紧液压油孔的出油口与所述夹装空间连通,该夹紧液压油孔的进油口上连接有夹紧引压接头;所述下底座内设置有张紧液压油孔,该张紧液压油孔经膜片张紧夹具输油管与所述液压机连接,所述膜片张紧夹具输油管上设置有所述膜座张紧液压缸供油阀,该膜座张紧液压缸供油阀上设置有膜片张紧压力变送器,该膜片张紧压力变送器与所述控制器连接;所述张紧液压油孔的出油口与所述夹装空间连通,该张紧液压油孔的进油口上连接有张紧引压接头;夹紧引压接头和张紧引压接头都设置有垫圈;
27.所述油压驱动结构包括夹紧活塞环和张紧活塞环,二者之间设置有油缸内套;所述夹紧活塞环下部正对一个液压油孔出油口,所述夹紧活塞环上部正对所述支承环底部;所述张紧活塞环下部正对另一个液压油孔出油口,所述张紧活塞环上部正对所述支承环底部。
28.采用上述方案,夹具底座起着支撑整个夹具的作用,并对整个夹具形状起着限定作用。油压驱动结构受油压的驱动下,会对放置在夹装空间中的压力传感器膜片产生挤压力,使压力传感器膜片紧绷平整。采用油压进行驱动,可向油压驱动结构施加吨位级的力量,使膜片经夹持后,即使夹具移动摇晃,膜片也不会出现任何松动,以满足高精度压力传感器的精度要求。其中,夹具采用锁紧螺母固定,使夹装空间固定不变,即使在油压驱动下,也不会发生部件位移,避免挤压发生形变。在本发明中,底座、油缸体、锁紧螺母均采用合金工具钢cr12mov材料。夹紧引压接头和张紧引压接头经管道与油压泵相连接为油压驱动结构提供动力。并且在夹紧和张紧工序中,通过控制不同的油泵加压后经对应油孔注入油压。设置的垫圈是为了起密封作用。油缸内套起着分隔开夹紧活塞环、张紧活塞环的作用,并且在驱动时,两个分隔开,不相互干扰。两个液压油孔分别为夹紧活塞环、张紧活塞环提供动力。
29.再进一步的描述,所述夹紧活塞环包括下部的夹紧驱动环块和上部的夹紧抵接环块,二者抵接设置;所述夹紧抵接环块上部设置有夹紧凸起,所述支承环底部设置有夹紧凹槽,该夹紧凹槽位于夹紧凸起的正上方且结构适应;所述张紧活塞环包括下部的张紧驱动环块和上部的张紧抵接环块,二者抵接设置;所述张紧抵接环块上部设置有张紧凸起,所述支承环底部设置有张紧凹槽,该张紧凹槽位于张紧凸起的正上方且结构适应;所述张紧凸起的高度大于所述夹紧凸起高度;
30.所述油缸体内壁呈二级阶梯状内壁,设置在所述油缸体内部的液压油孔的出油口开设在阶梯的阶面上,该阶面上方设置有所述夹紧驱动环块;所述油缸内套包括下部的支撑内套和上部的隔离内套,二者一体成型,所述支撑内套底面固定安装在所述下底座的顶部;所述支撑内套顶面与所述阶面齐平,所述隔离内套设置在所述支撑内套顶面靠近所述阶面侧;所述隔离内套外壁与所述夹紧活塞环内壁抵接,所述夹紧活塞环外壁与所述油缸体的第二阶内壁抵接;所述支承环外壁抵接与所述油缸体的第二阶内壁抵接;所述隔离内套内壁与所述张紧活塞环外壁抵接,所述张紧活塞环内部与所述上底座外壁抵接;所述支撑内套外壁与所述油缸体的第一阶内壁抵接,所述支撑内套内壁与所述上底座外壁抵接;所述油缸内套设置有辅助油孔,该辅助油孔入油口与所述张紧液压油孔出连通,所述辅助油孔排油口正对所述张紧活塞环底部;所述支撑内套的内外侧壁上、夹紧活塞环的内外侧壁上、张紧活塞环的内外侧壁上分别沿周向开有至少一条密封槽,该密封槽内固定设置有
密封圈;所述密封槽内靠近所述支承环的一侧还设置有挡圈。
31.夹紧活塞环和支承环二者之间相适应的结构形成对压力传感器膜片的夹装结构,张紧活塞环和支承环二者之间相适应的结构形成对压力传感器膜片的张紧结构;夹紧活塞环受到液压力向上挤压作用于夹紧驱动环块,夹紧驱动环块向上过程中压力传感器膜片受力挤压;最终夹紧驱动环块顶部接触并开始挤压压力传感器膜片,直至夹紧驱动环块带动压力传感器膜片抵接到夹紧凹槽槽顶部,夹紧凹槽起到挤压限位作用。夹紧到位后,压力传感器膜片处于固定状态,张紧活塞环受到液压力向上挤压作用于张紧驱动环块,张紧驱动环块顶部接触并开始挤压压力传感器膜片,压力传感器膜片由于属于固定状态,则挤压后,膜片在平面向四周张紧,使膜片保持平整且具有张力。其中张紧力的大小根据压力传感器精度大小来设定。
32.张紧凸起的高度大于所述夹紧凸起高度是为了膜片在受力中更加的合理,使膜片更加的紧绷,平滑便于后续的切割过程中生产出来的压力传感器膜片质量更好。并且提高张紧量程,结合不同传感器精度自定设定。
33.隔离内套是为了隔开夹紧活塞环和张紧活塞环,使夹紧活塞环和张紧活塞环在受力动作时候互不影响。密封圈放置在密封槽中是起着密封的作用,放置在密封圈上方的挡圈是为了保护密封圈在油压驱动过压的情况下发生不变形和不受损坏。油缸体内壁呈二级阶梯状内壁,可以便于液压油孔的设置。
34.再进一步的描述,所述压力传感器加工腔室对应的焊接机壳体的展示面上设置有加工观察门和传动观察口,所述加工观察门位于所述传动观察口上方,所述加工观察门上开设有加工观察窗和把手;
35.所述焊接机腔室对应的所述焊接机壳体展示面上开有焊机推入口,所述焊接机腔室对应的所述焊接机壳体背面开设有焊机散热网孔,所述焊接机腔室用于可拆卸的连接焊机,所述焊接机腔室侧壁上开有焊机穿线孔,用于所述焊接机腔室中的焊机连接所述压力传感器加工腔室中的焊枪;
36.所述液压机腔室对应的所述焊接机壳体展示面、背面、顶部均开设有液压机散热网孔,所述液压机腔室内安装有液压机。
37.采用上述方案,通过传动观察口用于观察压力传感器焊接工装传动设备,通过加工观察门用于观察压力传感器的加工过程,并且打开加工观察门可以实现更换工装的加工刀具、放置加工原器件、设备维护等工序。方便快捷,不会对其他加工设备发生碰撞摩擦,避免相互干扰。焊机本为一体化设置,为了便于安装进入外壳,设置焊机推入口,整体加工设备组装过程中,只需要将经焊机推入口推入至壳体内部即可。组装方便快捷。液压机组散热大,为了保证其正常工作,设液压机散热网孔加快散热。
38.再进一步的技术方案是,所述控制腔室包括操作显示安装分腔、参数显示屏安装分腔、 pc机安装分腔;所述参数显示屏安装分腔设置在所述操作显示安装分腔上方,所述操作显示安装分腔对应的所述焊接机壳体的展示面上安装有可旋转显示安装柜门,该显示安装柜门上布置有操作按钮和至少一块触摸显示屏;所述参数显示屏安装分腔设置有键盘抽屉,该键盘抽屉用于放置与所述控制腔室连通的键盘;所述参数显示屏安装分腔对应的所述焊接机壳体的展示面上设置有参数显示屏;所述pc机安装分腔内安装有所述控制器,所述pc机安装分腔对应的所述焊接机壳体的展示面上设置有pc机柜门和pc机散热柜门,所
述pc机柜门上开设有至少一个观察窗,所述pc机散热柜门开设有pc机散热网孔,所述pc机安装分腔对应的所述焊接机壳体的背面开设有控制线路过孔;
39.所述控制腔室、液压机腔室位于所述压力传感器加工腔室的两侧,所述控制腔室的pc机安装分腔位于所述焊接机腔室上方,所述液压机腔室位于所述焊接机壳体的一端部,所述pc 机安装分腔和所述焊接机腔室位于所述焊接机壳体的另一端部;
40.所述焊接机壳体内部还设有备用工具腔,该备用工具腔位于所述键盘抽屉下方;
41.所述焊接机壳体顶部还设置有备用外置发热元件安装框,该备用外置发热元件安装框采用外置隔板周向包围,所述外置隔板上开设有备用元件散热网孔;
42.所述焊接机壳体上固定有状态显示灯,该状态显示灯与所述控制腔室的控制器相连通;
43.所述焊接机壳体底部设置有安装底座。
44.采用上述方案,采用显示安装分腔、参数显示屏安装分腔、pc机安装分腔,将整个压力传感器加工过程的电气控制设备进行分区分腔室安装,实现对加工工装的自动化控制。为了存放加工工具,提供备用空间,所述焊接机壳体内部还设有备用工具腔,该备用工具腔位于所述键盘抽屉下方;布局合理,将所有设备均一体化放置到壳体内部。集成化程度高,不易发生相互干扰。安装备用外置发热元件安装框,可用于放置其他发热设备,便于通风散热同事将其与外壳一体化放置。通过上述状态显示灯,显示压力传感器加工状态。安装底座用于使整个设备保持平衡。
45.本发明的有益效果:提出了压力传感器加工的更进一步的加工环境,设置上述腔室,将液压设备、焊接机设备、电控设备、压力传感器加工操作台等均分区分腔室安装,有效的避免加工设备相互干扰。采用控制器对加工过程中所要使用到的设备智能化控制在设定的阈值内,实现实时采集和监测,并且对整个加工过程进行一体化控制,有效提高了加工精度。工装中下夹具轴、上夹具轴同轴设置,并且将上下膜座分别对应固定在其膜座加持端上,当活动的上夹具轴携带上膜座靠近下膜座时,上下膜座依然可以保持一直同轴。并且在液压缸驱动下,可以改变上夹具轴对上下膜座之间的夹紧力,使膜片可以坚固的夹持的上下膜座之间。即使切割和焊接也不会使膜片发生松动。采用膜片夹具,将放入两个膜座之间的膜片保持设定的张紧力和夹紧力,可以是夹在两膜座之间的膜片保持平整,当膜座夹持到膜片后、膜片边缘切割前,依然保持平整。即使采用刀具进行切割,也可以保证膜座内部的膜片部分不移动。并且在膜座夹紧的条件下进行焊接,更可以保证膜片边缘的完整性。焊接过程中,旋转驱动组件带动旋转,可以使焊机对整个膜座一周进行焊接。并且通过电容采集设备实施对电容值进行实施采集,检测其加工精度和检测精度,保证了其成品质量。
附图说明
46.图1是焊接机壳体的立体结构示意图一;
47.图2是焊接机壳体的立体结构示意图二;
48.图3是焊接机壳体的正视图;
49.图4是焊接机壳体的俯视图;
50.图5是图4中a-a处的截面示意图;
51.图6是焊接机壳体的后视图。
52.图7是压力传感器焊接工装的立体结构示意图一;
53.图8是压力传感器焊接工装的立体结构示意图二;
54.图9是压力传感器焊接工装的侧视图;
55.图10是图9中b-b处的截面示意图;
56.图11图10中a处的放大示意图;
57.图12是上夹具轴的连接安装示意图;
58.图13是夹具轴旋转驱动组件结构示意图;
59.图14是膜片夹具的立体结构图;
60.图15是膜片夹具的下视图;
61.图16是图15中c-c处的剖面图;
62.图17是图16中e局部放大图;
63.图18是图15中d-d处的剖面图;
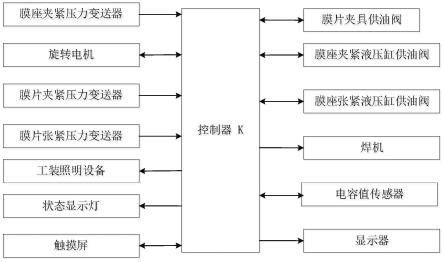
64.图19是控制器的控制框图。
具体实施方式
65.下面结合附图对本发明的具体实施方式以及工作原理作进一步详细说明。
66.从图1、5、7和19可以看出,一种基于压力传感器焊接工装控制系统,包括焊接机壳体 1,所述焊接机壳体1经隔板分割成压力传感器加工腔室2、控制腔室3、焊接机腔室4以及液压机腔室5,所述控制腔室3、焊接机腔室4、液压机腔室5与所述压力传感器加工腔室2 相通;
67.所述控制腔室3内设置有控制器k;所述压力传感器加工腔室2内安装有压力传感器焊接工装h,该压力传感器焊接工装h上安装有液压缸h7、下夹具轴旋转驱动组件h10、焊枪以及膜片夹具j;所述焊接机腔室4内安装有焊机,该焊机与所述压力传感器焊接工装h上的焊枪连接;所述液压机腔室5内安装有液压机,该液压机与所述压力传感器焊接工装h上的液压缸h7连接;所述液压机与所述膜片夹具j连接;
68.所述控制器k的膜片夹持控制端与所述液压机的膜片夹具供油阀连接;
69.所述控制器k的夹紧控制端与所述液压机的膜座夹紧液压缸供油阀连接;
70.所述控制器k的张紧控制端与所述液压机的膜座张紧液压缸供油阀连接;
71.所述控制器k焊接控制端与所述焊机连接;
72.所述控制器k旋转控制端与所述下夹具轴旋转驱动组件h10连接;
73.所述控制器k的电容值采集端与电容值传感器连接,该电容值传感器用于获取膜片电容值。
74.在本实施例中,焊接机壳体1还设置有急停按钮、焊枪手动按钮、旋转控制正转按钮、旋转控制反转按钮等。
75.从图7-9可以看出,压力传感器焊接工装包括基座底座h1a和基座支撑板h1b,所述基座底座h1a、基座支撑板h1b之间竖立有至少一根支撑螺柱h2,所述基座底座h1a上安装有下夹具轴h3,所述基座支撑板h1b底部活动安装有上夹具轴h4,所述下夹具轴h3、上夹具轴h4同轴设置,所述下夹具轴h3的下膜座夹持端正对所述上夹具轴h4上膜座夹持端,所述下夹具轴h3上设置有膜片夹具安装位,所述基座底座h1a、基座支撑板h1b之间设置有焊枪,所
述焊枪与所述焊接机腔室4连通。
76.在本实施例中,所述基座底座h1a固定在工装底座h12上,所述工装底座h12底部还设置有4个工装基脚平衡座h13。具体参见图7-9。
77.在本实施例中,结合图10可以看出,所述基座底座h1a上还固定有夹具底板h14a,套设所述下夹具轴h3的下轴承座h9经夹具底板h14a固定在所述基座底座h1a上;
78.所述基座支撑板h1b底部固定有夹具支撑板h14b,所述基座底座h1a、基座支撑板h1b 之间的夹具立柱h8的两端部分别经所述夹具底板h14a、基座支撑板h1b固定。
79.结合图11可以看出,所述上夹具轴h4上膜座夹持端端面上开设有上膜座安装槽h4a,该上膜座安装槽h4a槽顶固定磁块h4b。将上膜座放入上膜座安装槽h4a后,由于上膜座是金属材质,则磁块对上膜座存在吸引力作用,其吸引力大小大于磁块重力。在本实施例中,上膜座安装槽内径与上膜座外径相适应,上膜座安装槽内径值超出上膜座外径值的大小在误差范围内,即使每次放置位置有偏移,也是误差范围内。上膜座安装槽深度小于等于上膜座高度。
80.所述上夹具轴h4上膜座夹持端外壁上设置有膜片切割刀具安装位。在实施例中,通过螺纹连接切割膜片的刀具,在上夹具轴h4上膜座夹持端外壁开有刀具连接螺纹。且刀具可以沿着上夹具轴h4周向旋转。
81.结合图10和12可以看出,所述上夹具轴h4远离上膜座夹持端的一端套设在上轴承座 h5内,所述上轴承座h5固定在导向滑套h6的上夹具轴固定位上,所述导向滑套h6与液压缸h7的油缸输出轴h7a连接,所述上夹具轴h4与所述油缸输出轴h7a同轴设置,所述液压缸h7固定在所述基座支撑板h1b上。
82.在本实施例中,结合图19,所述液压缸h7经上夹具轴输油管与所述液压机连接,所述上夹具轴输油管靠近所述液压机的一端设置有所述膜座液压缸供油阀,该膜座液压缸供油阀设置有膜座夹紧压力变送器,该膜座夹紧压力变送器与所述控制器连接;
83.结合图10和12可以看出,所述导向滑套h6的上夹具轴固定位的两侧端部对称设置有一个导向通孔,两个所述导向通孔内分别套设有一根夹具立柱h8,该夹具立柱h8的轴线与所述上夹具轴h4轴线相平行,即实现了上夹具轴h4、下夹具轴h3同轴,上夹具轴h4、下夹具轴h3轴线与夹具立柱8相互平行。
84.结合图10可以看出,两根所述夹具立柱h8经夹具底板h14a和夹具支撑板h14b固定在所述基座底座h1a、基座支撑板h1b之间。
85.其中一根所述夹具立柱h8上固定有焊枪夹具h11,所述焊枪夹具h11用于连接所述焊枪,在本实施例中,图中焊枪未示出。
86.结合图10还可看出,所述下夹具轴h3的下膜座夹持端端面开有下膜座安装槽h3a,所述下夹具轴h3套设在下轴承座h9内,该下轴承座h9固定在所述基座底座h1a上,所述下轴承座h9靠近所述下夹具轴h3远离下膜座夹持端的一侧设为所述膜片夹具安装位;所述下夹具轴h3远离下膜座夹持端的一端穿过所述下轴承座h9、基座底座h1a后连接下夹具轴旋转驱动组件h10。
87.结合图13和图11可以看出,所述下夹具轴旋转驱动组件h10包括旋转电机h10a,结合图19可以看出,所述旋转电机h10a与所述控制器k连接,该旋转电机h10a输出轴上连接有驱动齿轮h10b,本实施例中,旋转电机h10a为直流减速电机。
88.所述下夹具轴h3远离下膜座夹持端的一端端部连接有从动齿轮h10c,所述驱动齿轮 h10b和所述从动齿轮h10c啮合。
89.在本实施例中,结合图3可以看出,所述控制腔室3包括操作显示安装分腔3a、参数显示屏安装分腔3b、pc机安装分腔3c;
90.在本实施例中,结合图1和3可以看出,所述焊接机壳体1内部还设有备用工具腔7,该备用工具腔7位于所述键盘抽屉下方。
91.在本实施例中,从图1-4可以看出,所述控制腔室3、液压机腔室5位于所述压力传感器加工腔室2的两侧,所述控制腔室3的pc机安装分腔3c位于所述焊接机腔室4上方,所述液压机腔室5位于所述焊接机壳体1的一端部,所述pc机安装分腔3c和所述焊接机腔室4 位于所述焊接机壳体1的另一端部。
92.在本实施例中,结合图3可以看出,所述压力传感器加工腔室2内部用于固定压力传感器焊接工装,所述压力传感器加工腔室2对应的焊接机壳体1的展示面上设置有加工观察门2a和传动观察口2b,所述加工观察门2a位于所述传动观察口2b上方,所述加工观察门2a 上开设有加工观察窗和把手。
93.在本实施例中,所述参数显示屏安装分腔3b设置在所述操作显示安装分腔3a上方,所述操作显示安装分腔3a对应的所述焊接机壳体1的展示面上安装有可旋转显示安装柜门,该显示安装柜门上布置有操作按钮和3块触摸显示屏;所述参数显示屏安装分腔3b设置有键盘抽屉,该键盘抽屉用于放置与所述控制腔室3连通的键盘;
94.在本实施例中,所述参数显示屏安装分腔3b对应的所述焊接机壳体1的展示面上设置有参数显示屏;
95.在本实施例中,所述pc机安装分腔3c对应的所述焊接机壳体1的展示面上设置有pc机柜门和pc机散热柜门,所述pc机柜门上开设有2个观察窗,所述pc机散热柜门开设有pc 机散热网孔,所述pc机安装分腔3c对应的所述焊接机壳体1的背面开设有控制线路过孔。
96.在本实施例中,结合图1和4可以看出,所述焊接机壳体1顶部还设置有备用外置发热元件安装框8,该备用外置发热元件安装框8采用外置隔板周向包围,所述外置隔板上开设有备用元件散热网孔。
97.在本实施例中,结合图1和3可以看出,所述焊接机壳体1上固定有状态显示灯9,该状态显示灯9与所述控制腔室3相连通。
98.在本实施例中,结合图1可以看出,所述焊接机腔室4对应的所述焊接机壳体1展示面上开有焊机推入口,结合图6可以看出,所述焊接机腔室4对应的所述焊接机壳体1背面开设有焊机散热网孔,所述焊接机腔室4用于可拆卸的连接焊机。所述焊接机腔室4侧壁上开有焊机穿线孔,用于所述焊接机腔室4中的焊机连接所述压力传感器加工腔室2中的焊枪。
99.在本实施例中,结合图1、6和4可以看出,所述液压机腔室5对应的所述焊接机壳体1 展示面、背面、顶部均开设有液压机散热网孔。
100.在本实施例中,结合图2可以看出,所述焊接机壳体1底部设置有安装底座10。
101.如图14、图15所示,所述底座j1包括上底座j1a和下底座j1b,该上底座j1a和下底座j1b皆成筒状,二者同轴连接且一体成型。
102.在本实施例中,结合图3可以看出,下底座j1b筒壁厚度大于所述上底座j1a筒壁厚度;所述下底座j1b顶部设置有呈筒状油缸体j4,该油缸体j4内壁与所述上底座j1a外壁、下
底座j1b顶部、支承环j6底部包围形成夹装空间;所述夹装空间内设置有油压驱动结构。
103.在本实施例中,该油压驱动结构用于与油压泵连接,在油压驱动下,用于夹装压力传感器膜片j17;所述支承环j6上部设置有锁紧螺母j5,该锁紧螺母j5与所述油缸体j4外壁螺纹连接,用于对所述夹装空间进行锁紧;该锁紧螺母j5顶部开有圆孔,该圆孔与所述下底座 j1b筒孔同轴。底座起着支撑整个夹具的作用,并对整个夹具形状起着限定作用。油压驱动结构受油压的驱动下,会对放置在夹装空间中的压力传感器膜片产生挤压力,使压力传感器膜片紧绷平滑。底座j1、油缸体j4、支撑环j6、锁紧螺母j5均采用合金工具钢cr12mov材料。
104.参见图16和图17所示,油缸体j4内开设有夹紧液压油孔j18a,该夹紧液压油孔j18a 的出油口与所述夹装空间连通,该夹紧液压油孔j18a的进油口上连接有夹紧引压接头j3;所述下底座j1b内设置有张紧液压油孔j18b,该张紧液压油孔j18b的出油口与所述夹装空间连通,该张紧液压油孔j18b的进油口上连接有张紧引压接头j2;夹紧引压接头j3和张紧引压接头j2都设置有垫圈j8。液压油孔为油压驱动结构提供动力。所述夹紧引压接头j3和张紧引压接头j2均采用45号钢材质,所述垫圈j8采用的材质为复合材质。
105.本实施例中,参见图19,该夹紧液压油孔j18a经膜片夹紧夹具输油管与所述液压机连接,所述膜片夹紧夹具输油管上设置有所述膜座夹紧液压缸供油阀,该膜座夹紧液压缸供油阀上设置有膜片夹紧压力变送器,该膜片夹紧压力变送器与所述控制器连接;
106.本实施例中,参见图19,张紧液压油孔j18b经膜片张紧夹具输油管与所述液压机连接,所述膜片张紧夹具输油管上设置有所述膜座张紧液压缸供油阀,该膜座张紧液压缸供油阀上设置有膜片张紧压力变送器,该膜片张紧压力变送器与所述控制器连接;
107.如图17所示,油压驱动结构包括夹紧活塞环j9和张紧活塞环j10,二者之间设置有油 缸内套j7;所述夹紧活塞环j9下部正对一个液压油孔18出油口,所述夹紧活塞环j9上部 正对所述支承环j6底部;所述张紧活塞环j10下部正对另一个液压油孔j18出油口,所述张 紧活塞环j10上部正对所述支承环j6底部。所述夹紧活塞环j9包括下部的夹紧驱动环块j9a 和上部的夹紧抵接环块9b,二者抵接设置;所述夹紧抵接环块j9b上部设置有夹紧凸起,所 述支承环j6底部设置有夹紧凹槽,该夹紧凹槽位于夹紧凸起的正上方且结构适应;所述张紧 活塞环j10包括下部的张紧驱动环块j10a和上部的张紧抵接环块j10b,二者抵接设置;所 述张紧抵接环块j10b上部设置有张紧凸起,所述支承环j6底部设置有张紧凹槽,该张紧凹 槽位于张紧凸起的正上方且结构适应。所述夹紧活塞环j9和张紧活塞环j10均采用合金工具 钢cr12mov材料。
108.在本实施例中,结合图17可以看出,所述张紧凸起的高度大于所述夹紧凸起高度。
109.压力传感器膜片j17挤压的过程中油压驱动结构提供动力,并且向上挤压的过程中压力传感器膜片j17先受到夹紧力,夹紧活塞环j9上部先与所述支承环j6底部对压力传感器膜片j17夹紧,张紧活塞环j10与所述支承环j6底部对压力传感器膜片j17张紧,最后进行切割。
110.如图15、图17、图18所示,油缸体j4内壁呈二级阶梯状内壁,设置在所述油缸体j4 内部的液压油孔的出油口开设在阶梯的阶面上,该阶面上方设置有所述夹紧驱动环块j9a;所述油缸内套j7包括下部的支撑内套和上部的隔离内套,二者一体成型,所述支撑内套底面固定安装在所述下底座j1b的顶部;所述支撑内套顶面与所述阶面齐平,所述隔离内套设
置在所述支撑内套顶面靠近所述阶面侧;所述隔离内套外壁与所述夹紧活塞环j9内壁抵接,所述夹紧活塞环j9外壁与所述油缸体j4的第二阶内壁抵接;所述支承环j6外壁抵接与所述油缸体j4的第二阶内壁抵接;所述隔离内套内壁与所述张紧活塞环j10外壁抵接,所述张紧活塞环j10内部与所述上底座j1a外壁抵接;支撑内套外壁与所述油缸体j4的第一阶内壁抵接,所述支撑内套内壁与所述上底座j1a外壁抵接;所述油缸内套j7设置有辅助油孔j20,该辅助油孔j20入油口与所述张紧液压油孔18b出连通,所述辅助油孔j20排油口正对所述张紧活塞环j10底部;所述支撑内套的内外侧壁上、夹紧活塞环j9的内外侧壁上、张紧活塞环 j10的内外侧壁上分别沿周向开有至少一条密封槽,该密封槽内固定设置有密封圈j14;所述密封槽内靠近所述支承环j6的一侧还设置有挡圈j13。
111.密封圈j14对密封槽起着密封的作用,密封圈的材质为丁腈橡胶,放置在密封圈上方的挡圈j13是为了保护密封圈j14在油压驱动过压的情况下不变形和不受损坏。挡圈的材质为尼龙66。
112.如图16,图18所示,下底座j1b与所述油缸体j4经螺钉连接,所述下底座j1b与所述油缸内套经螺钉连接固定。下底座使用螺钉与油缸体和支撑内套连接固定,能够加强夹具底部的稳定性,使对压力传感器膜片施加力的时候更均匀。
113.应当指出的是,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改性、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1