基于超快激光的多轴微盲孔加工方法和系统与流程
1.本发明涉及激光加工领域,尤其涉及一种基于超快激光的多轴微盲孔加工方法和系统。
背景技术:
2.随着通信技术的发展以及物联网的应用,人们对信息交换的速度与效率需求有了极大的提升,因此,电路板的高密度互连成了新的应用方向,如此,对于激光加工钻孔孔径的缩小以及孔间距的缩小存在更高要求。现有技术中,激光加工钻孔已经产生瓶颈,比如,对于激光加工盲孔来说,现有技术激光加工钻孔之后的盲孔往往存在以下问题:现有技术中可激光加工的盲孔通常在100微米以上,且加工速度较慢,导致加工效率低;同时,盲孔的激光加工质量较差,通常会存在表面溅铜、孔壁玻纤熔球和玻纤突出、孔底残胶和底部侧蚀、孔口悬铜和剥离等现象(如图4中最右一列所示的现有技术中加工的盲孔示意图),同时还存在热效应问题。
技术实现要素:
3.基于此,有必要针对上述技术问题,提供一种基于超快激光的多轴微盲孔加工方法和系统,以解决加工效率低和加工质量差等问题。
4.一种基于超快激光的多轴微盲孔加工方法,包括:
5.接收激光加工指令,自所述激光加工指令中获取第一加工功率、第一加工时长以及待加工孔径,并控制超快激光器发射具有所述第一加工功率的高斯分布的脉冲式激光光束;
6.控制整形组件将所述激光光束整形为类平顶的激光光束;
7.控制分光组件对类平顶的激光光束进行分光处理,将所述激光光束分裂为至少两束分光光束之后,通过功率调节组件控制至少两束所述分光光束的输出功率均等;
8.获取与所述待加工孔径对应的光束直径,并控制扩束组件将至少两束所述分光光束的直径均调节为所述光束直径;
9.通过振镜组件将调节之后的至少两束所述分光光束,分别聚焦至待加工hdi板上间隔设置的至少两个所述第一加工点上,以通过与第一加工功率对应的至少两束所述分光光束,在与至少两个所述第一加工点对应的位置进行所述第一加工时长的粗加工之后,得到至少两个第一粗钻孔;
10.自所述激光加工指令中获取第二加工功率和第二加工时长,将超快激光器发射的所述激光光束的输出功率自所述第一加工功率调节至所述第二加工功率;所述第一加工功率小于所述第二加工功率,所述第二加工时长大于所述第一加工时长;
11.通过与第二加工功率对应的至少两束所述分光光束对至少两个第一粗钻孔进行第二加工时长的细加工,得到至少两个第一微盲孔,所述第一微盲孔的孔径等于所述待加工孔径。
12.一种基于超快激光的多轴微盲孔加工系统,包括超快激光器、功率调节组件、整形组件、分光组件、扩束组件、振镜组件和控制模块,所述控制模块连接所述超快激光器、功率调节组件、整形组件、分光组件、扩束组件以及振镜组件;所述控制模块用于执行所述的基于超快激光的多轴微盲孔加工方法。
13.上述基于超快激光的多轴微盲孔加工方法和系统,可以在振镜组件一次扫描对位和聚焦之后,通过与第一加工功率对应的激光光束的分光得到的多束(至少两束)分光光束,先后完成粗加工多个(至少两个)第一粗钻孔,以及细加工(至少两个)多个第一微盲孔的加工过程,在该加工过程中,首先保证了振镜组件在一次扫描对位和聚焦的基础上即可完成上述整个加工过程(整个加工过程中,振镜组件、聚焦之后的焦点位置、第一加工点均不需要移动或调节,仅需要通过功率调节组件改变激光功率即可),其次是保证通过不同功率(第一加工功率和第二加工功率)的激光光束分别完成粗加工和细加工(细加工过程中,对粗加工得到的第一粗钻孔进行进一步效果完善和修饰,使得微盲孔加工效果更好,且由于粗加工和细加工过程不存在二次重复对位造成的位置精度误差,因此保证了加工圆度,提高了设备整体的对位精度);上述两个保证条件的同时存在,使得最终得到的第一微盲孔不存在明显的表面溅铜、孔壁玻纤熔球和玻纤突出、孔底残胶和底部侧蚀、孔口悬铜和剥离等现象,具有很好的孔口效果,同时热效应也会更小。并且,正是由于振镜组件在一次扫描对位和聚焦的基础上即可完成上述整个加工过程,大大提升了加工微盲孔的速度(振镜组件的一次调节过程需要花费大约360微秒,但是多个第一微盲孔的上述整个加工过程全程仅为120微秒);且本发明通过多束分光光束同步进行多个第一微盲孔的激光加工,进一步提升了加工速度,提高了加工效率。
附图说明
14.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
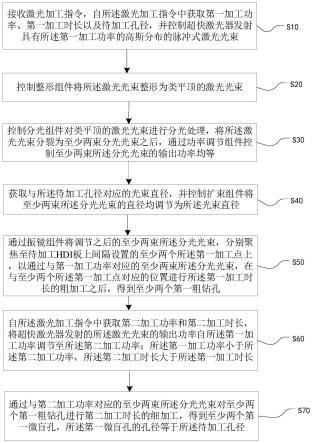
15.图1是本发明一实施例中基于超快激光的多轴微盲孔加工方法的流程示意图。
16.图2是本发明一实施例中基于超快激光的多轴微盲孔加工系统的结构示意图。
17.图3是本发明一实施例中基于超快激光的多轴微盲孔加工系统的原理框图。
18.图4是本发明一实施例中基于超快激光的多轴微盲孔加工方法加工的微盲孔和现有技术中加工的盲孔的对比示意图。
19.说明书中的附图标记如下:
20.1、超快激光器;2、功率调节组件;3、整形组件;4、分光组件;5、扩束组件;6、振镜组件;61、振镜;62、聚焦镜;7、控制模块。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施
例,都属于本发明保护的范围。
22.本实施例提供的基于超快激光的多轴微盲孔加工方法,如图1所示,提供一种基于超快激光的多轴微盲孔加工方法,包括如下步骤:
23.s10,接收激光加工指令,自所述激光加工指令中获取第一加工功率、第一加工时长以及待加工孔径,并控制超快激光器1发射具有所述第一加工功率的高斯分布的脉冲式激光光束(高斯分布的激光光束中的高斯光斑的能量呈高斯分布由线);其中,所示激光加工指令中包含本次激光加工的加工参数,比如第一加工功率、第一加工时长、待加工孔径,以及后文中提及的预设移动路径、第二加工功率和第二加工时长等;激光加工指令可以在机架的移动平台上安装好待加工hdi(高密度互连,high density interconnector)板之后,通过触发预设按钮生成。在本发明中,功率密度很高的短脉冲激光光束可以在短时间内向待加工hdi板传导大于材料烧蚀能量阔值的巨大能量,使待加工hdi板的加工点(后文中的第一加工点和第二加工点等)被熔化和蒸发,同时,在蒸发过程中,孔中的材料体积急剧膨胀,产生了很大的蒸汽压力,可以将熔化的工件材料从孔眼中推出,而聚焦点的加工时间(第一加工时间和第二加工时间等)决定了待加工hdi板表面上该加工点接受的激光脉冲数量,其中,累积脉冲越多,使得积累的能量越多,从而被熔化和蒸发的材料就越多。可选地,所述待加工hdi板包括顺次连接的表铜层、玻纤胶层和底铜层。微盲孔(包括后文中的第一微盲孔和第二微盲孔等)仅需要形成在表铜层和玻纤胶层上即可。
24.在一实施例中,所述待加工孔径为20~60μm,也即,在本发明中,最终可以加工得到的微盲孔的孔径等于所示待加工孔径。可理解地,在本发明中,在开始加工之后,首先通过基于超快激光的多轴微盲孔加工系统的控制模块将超快激光器1发射具有第一加工功率的激光光束,以准备进入粗加工阶段。
25.s20,控制整形组件3将所述激光光束整形为类平顶的激光光束;可理解地,高斯分布的激光光束中,光斑顶点面积小,即光斑正中央能量最大,峰值功率密度高,存在光斑中心能量过高而导致损伤到待加工hdi板的微盲孔(的底铜层的风险,同时,如果高斯光斑边缘能量越弱,有可能达不到待加工hdi板电镀制程所需要的上下孔径比。在本发明中,在光路中设置整形组件3之后,使得当激光光束被整形为类平顶的激光光束后再聚焦,使得聚焦光斑能量分布得到均匀处理,形成能量均匀、边界陡峭的类平顶的激光光束,使得微盲孔的底部更加均匀,还使得激光加工阙值拓宽,同时,还避免了激光聚焦光斑中心能量过高而烧蚀底铜层的风险。
26.s30,控制分光组件4对类平顶的激光光束进行分光处理,将所述激光光束分裂为至少两束分光光束之后,通过功率调节组件控制至少两束所述分光光束的输出功率均等;在本发明中,需要对激光光束进行分光,将激光光束分为至少两束(比如,两束、三束、四束等均可)分光光束,且通过功率调节组件2将每一分光光束的功率调节平衡,也即使每一分光光束的输出功率(能量)均相等,以便于激光加工得到的多个第一微盲孔均具有相同的大小和深度尺寸等。参照图3,图3中通过分光组件4进行分光处理之后,将激光光束分裂为两束具有同等能量的分光光束。
27.其中,功率调节组件2可以为可以对激光光束的输出功率进行平衡调节的玻片电机。比如:在第一加工功率为20w时,且分光组件4将类平顶的激光光束裂变为一束9w,一束11w的分光光束(一共两束),此时,功率调节组件2需要对两束分光光束的功率调节平衡,使
其变为两束功率均为10w的分光光束。
28.s40,获取与所述待加工孔径对应的光束直径,并控制扩束组件5将至少两束所述分光光束的直径均调节为所述光束直径;可理解地,在进行分光之后,还需要对分光光束进行扩束或者缩束处理(根据孔径需求确定处理方式为扩束或者缩束)处理,以使得最终调节之后的分光光束与最终所需要得到的待加工孔径相对应,以最终加工出孔径等于待加工孔径的微盲孔。
29.s50,通过振镜组件6将调节之后的至少两束所述分光光束,分别聚焦至待加工hdi板上间隔设置的至少两个所述第一加工点上,以通过与第一加工功率对应的至少两束所述分光光束,在与至少两个所述第一加工点对应的位置进行所述第一加工时长的粗加工之后,得到至少两个第一粗钻孔。可理解地,所述第一粗钻孔凹陷形成在所述表铜层和玻纤胶层上,且所述第一粗钻孔的底面为所述底铜层的顶面。也即,第一粗钻孔从表铜层最终加工到底铜层但不损伤底铜层即可。
30.在本发明中,如图2所示,基于超快激光的多轴微盲孔加工系统包括超快激光器1、功率调节组件2、整形组件3、分光组件4、扩束组件5、振镜组件6和具有可移动的移动平台的机架;机架上设有至少两个加工轴,每一个加工轴上设有一个扩束组件5和一个振镜组件6(振镜组件6包括用于进行分光光束摆动以扫描对位的振镜61以及用于将分光光束聚焦在加工点上的聚焦镜62);而超快激光器1、功率调节组件2、整形组件3、分光组件4均安装在机架上,分光组件4分裂之后的各分光光束一一对应射入至各扩束组件5中。待加工hdi板安装在移动平台上。在一实施例中,步骤s60之前,已经控制机架上的加工轴与移动平台之间相对移动使得各加工轴与待加工hdi板对齐,以使得各分光光束最终通过各加工轴上的聚焦镜62聚焦之后的各激光光斑可以一一对应照射在各第一加工点。可理解地,粗加工之后的多个第一粗钻孔之间间隔设置,且其间隔距离可以预先设置,且该间隔距离可以通过对加工轴和移动平台对齐进行调整,还可以通过振镜组件6进行进一步调整。
31.s60,自所述激光加工指令中获取第二加工功率和第二加工时长,将超快激光器1发射的所述激光光束的输出功率自所述第一加工功率调节至所述第二加工功率;所述第一加工功率小于所述第二加工功率,所述第二加工时长大于所述第一加工时长;可理解地,在获取第二加工功率和第二加工时长并将激光光束的输出功率调节至所述第二加工功率之后,即代表进入细加工阶段。第二加工功率的激光光束依旧通过与第一加工功率的激光光束同样的光路,先后经过整形组件3、分光组件4、扩束组件5以及振镜组件6等之后,开始在s70中照射至同样的第一加工点进行细加工。可理解地,在该第二加工功率的激光光束经过上述光路的过程中,整形组件3、分光组件4、扩束组件5以及振镜组件6等均不会发生任何移动和调整,也即,振镜组件6也仅在粗加工之前进行一次扫描对位和聚焦,在细加工阶段不会进行二次扫描对位和聚焦,因此,粗加工阶段对应的第一加工功率激光光束,以及细加工阶段的第二加工功率激光光束,通过相同的且丝毫并未移动的光路照射至同样的第一加工点,使得粗加工和细加工过程不存在二次重复对位造成的位置精度误差,保证了加工圆度。
32.s70,通过与第二加工功率对应的至少两束所述分光光束对至少两个第一粗钻孔进行第二加工时长的细加工,得到至少两个第一微盲孔,所述第一微盲孔的孔径等于所述待加工孔径。在一实施例中,所述第一微盲孔凹陷形成在所述表铜层和玻纤胶层上,且第一微盲孔的底面为所述底铜层的顶面。也即,第一微盲孔从表铜层最终加工到底铜层但不损
伤底铜层即可。
33.在本发明中,粗加工得到第一粗钻孔的加工阶段所使用的激光功率大(第一加工功率),且加工过程中的出光时间短(第一加工时长);相反,细加工阶段所使用的激光功率小(第二加工功率),且加工过程中的出光时间长(第二加工时长);如此,才能首先通过粗加工阶段的相对大功率激光光束,破除表面的铜层,打出满足基本需求的孔径大小,得到符合基本孔型的第一粗钻孔;进而,通过细加工阶段的相对低功率和长出光时间的激光光束在粗加工的第一粗钻孔的基础上进一步完善孔型得到第一微盲孔,且第一微盲孔的底部孔径和顶部孔径比满足预设孔径需求(细加工过程中,对粗加工得到的第一粗钻孔进行进一步效果完善和修饰,使得微盲孔加工效果更好(如图4中左列所示的本发明加工的微盲孔示意图),且由于粗加工和细加工过程不存在二次重复对位造成的位置精度误差,因此保证了加工圆度(效果),提高了设备整体的对位精度。
34.作为优选,在本发明中,所述第一微盲孔位于所述底铜层的顶面上的底部孔径,与位于所述表铜层的顶面上的顶部孔径之间的比值为0.8。在一实施例中,所述第一加工功率为10~30w;所述第二加工功率为7~20w。进一步地,所述第一加工时长为30~100μs,所述第二加工时长为60~150μs。在上述功率和时长条件下,最终可以得到孔径为20-60μm之间的第一微盲孔。
35.进一步地,通过实践操作可以得到上述参数的优选配置值如下(在表铜层为1.5μm厚度的亮铜、玻纤胶层厚度为25μm的情况下):
36.在待加工孔径为20μm时,第一加工功率为12w,第一加工时长为30μs;第二加工功率为8w;第二加工时长为60μs;
37.在待加工孔径为30μm时,第一加工功率为16w,第一加工时长为50μs;第二加工功率为12w;第二加工时长为90μs;
38.在待加工孔径为40μm时,第一加工功率为18w,第一加工时长为70μs;第二加工功率为14w;第二加工时长为110μs;
39.在待加工孔径为50μm时,第一加工功率为20w,第一加工时长为80μs;第二加工功率为15w;第二加工时长为120μs;
40.在待加工孔径为60μm时,第一加工功率为22w,第一加工时长为100μs;第二加工功率为16w;第二加工时长为140μs。
41.上述基于超快激光的多轴微盲孔加工方法和系统,可以在振镜组件6一次扫描对位和聚焦之后,通过与第一加工功率对应的激光光束的分光得到的多束(至少两束)分光光束,先后完成粗加工多个(至少两个)第一粗钻孔,以及细加工(至少两个)多个第一微盲孔的加工过程,在该加工过程中,首先保证了振镜组件6在一次扫描对位和聚焦的基础上即可完成上述整个加工过程(整个加工过程中,振镜组件6、聚焦之后的焦点位置、第一加工点均不需要移动或调节,仅需要通过功率调节组件2改变激光功率即可),其次是保证通过不同功率(第一加工功率和第二加工功率)的激光光束分别完成粗加工和细加工(细加工过程中,对粗加工得到的第一粗钻孔进行进一步效果完善和修饰,使得微盲孔加工效果更好,且由于粗加工和细加工过程不存在二次重复对位造成的位置精度误差,因此保证了加工圆度);上述两个保证条件的同时存在,使得最终得到的第一微盲孔不存在明显的表面溅铜、孔壁玻纤熔球和玻纤突出、孔底残胶和底部侧蚀、孔口悬铜和剥离等现象,具有很好的孔口
效果,同时热效应也会更小。并且,正是由于振镜组件6在一次扫描对位和聚焦的基础上即可完成上述整个加工过程,大大提升了加工微盲孔的速度(振镜组件6的一次扫描对位和聚焦过程需要花费大约360微秒,但是多个第一微盲孔的上述整个粗加工和细加工过程全程仅为120微秒);且本发明通过多束分光光束同步进行多个第一微盲孔的激光加工,进一步提升了加工速度,提高了加工效率。在实际的实践过程中,本发明可以实现每个加工轴1秒内加工1800个左右微盲孔,由于本发明拥有至少两个加工轴,因此,实际上1秒可以加工至少3600个微盲孔。
42.作为优选,所述超快激光器1为皮秒绿光激光器,且所述超快激光器1发射的激光光束的波长为515nm或532nm。皮秒绿光激光器具有脉冲宽度短与峰值功率高的特性,使得待加工hdi板表铜层的光吸收率较高,可无需黑化或棕化前处理,节省了工艺制程,提高了钻孔效率,又由于峰值功率高,减小了钻孔过程中产生的热效应,同时,皮秒绿光激光作为超快激光,其钻孔孔径灵活性较强,可以配合最终得到本发明中20~60μm的微盲孔。
43.在一实施例中,所述得到至少两个第一微盲孔之后,还包括:
44.自所述激光加工指令中获取预设移动路径,根据所述预设移动路径控制至少两束所述分光光束与所述待加工hdi板相对运动,并通过振镜组件将至少两束所述分光光束分别聚焦至所述待加工hdi板上间隔设置的至少两个第二加工点上;可理解地,上述移动路径可以根据实际上需要在待加工hdi板上加工的微盲孔的数量和布置来进行设置,一个激光加工指令对应于一条预设移动路径(且该激光加工指令中仅对应加工相同待加工孔径的微盲孔),该预设移动路径可以对应于整个待加工hdi板,亦可以仅对应与待加工hdi板中的某一个加工区域均可。第一加工点之间,以及第一加工点和第二加工点均间隔设置。所述根据所述预设移动路径控制至少两束所述分光光束与所述待加工hdi板相对运动,具体为,根据预设移动路径,控制机架上的加工轴与移动平台之间相对移动,以使得各分光光束最终通过各加工轴上的振镜组件进行扫描对位和聚焦之后的各激光光斑可以一一对应照射在各第二加工点。
45.将超快激光器1发射的所述激光光束的输出功率调节至所述第一加工功率,通过与第一加工功率对应的至少两束所述分光光束,在与至少两个所述第二加工点对应的位置进行所述第一加工时长的粗加工之后,得到至少两个第二粗钻孔;也即,在将与分光光束对应的激光光斑聚焦至第二加工点之后,控制模块将超快激光器1发射的所述激光光束的输出功率调节至所述第一加工功率,以进行粗加工得到第二粗钻孔。可理解地,所述第二粗钻孔凹陷形成在所述表铜层和玻纤胶层上,且所述第二粗钻孔的底面为所述底铜层的顶面。也即,第二粗钻孔从表铜层最终加工到底铜层但不损伤底铜层即可。
46.将超快激光器1发射的所述激光光束的输出功率调节至所述第二加工功率;可理解地,在将激光光束的输出功率调节至所述第二加工功率之后,即代表进入细加工阶段。第二加工功率的激光光束依旧通过第二粗钻孔对应的粗加工阶段相同的光路照射至第二加工点进行细加工。可理解地,在该第二加工功率的激光光束经过上述光路的过程中,整形组件3、分光组件4、扩束组件5以及振镜组件6均不会发生任何移动和调整,也即,振镜组件6也仅在粗加工之前进行一次扫描对位和聚焦,在细加工阶段不会进行二次扫描对位和聚焦,因此,粗加工阶段对应的第一加工功率激光光束,以及细加工阶段的第二加工功率激光光束,通过相同的且丝毫并未移动的光路照射至同样的第二加工点,使得粗加工和细加工过
程不存在二次重复对位造成的位置精度误差,保证了加工圆度。
47.通过与第二加工功率对应的至少两束所述分光光束对至少两个第二粗钻孔进行第二加工时长的细加工,得到至少两个第二微盲孔,所述第二微盲孔的孔径等于所述待加工孔径。第二微盲孔是指与第一微盲孔大小和深度尺寸均一致的微盲孔。所述第二微盲孔凹陷形成在所述表铜层和玻纤胶层上,且第二微盲孔的底面为所述底铜层的顶面。也即,第二微盲孔从表铜层最终加工到底铜层但不损伤底铜层即可。
48.可理解地,在本发明中,在于激光加工指令对应的预设移动路径行进到最后一个加工点并完成对该加工点对应的微盲孔的加工之后,自动识别该激光加工指令对应的激光加工已完成。否则,将会持续沿预设移动路径前进,在预设移动路径上的各加工点对应位置加工微盲孔。
49.应理解,上述实施例中各步骤的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
50.在一实施例中,提供一种基于超快激光的多轴微盲孔加工系统,该基于超快激光的多轴微盲孔加工系统与上述实施例中基于超快激光的多轴微盲孔加工方法一一对应。该基于超快激光的多轴微盲孔加工系统包括超快激光器1、功率调节组件2、整形组件3、分光组件4、扩束组件5、振镜组件6和控制模块7,所述控制模块7连接所述超快激光器1、功率调节组件2、整形组件3、分光组件4、扩束组件5以及振镜组件6;所述控制模块7用于执行上述基于超快激光的多轴微盲孔加工方法。关于基于超快激光的多轴微盲孔加工系统的控制模块7的具体限定可以参见上文中对于基于超快激光的多轴微盲孔加工方法的限定,在此不再赘述。上述控制模块7可全部或部分通过软件、硬件及其组合来实现。上述控制模块7可以硬件形式内嵌于或独立于计算机设备中的处理器中,也可以以软件形式存储于计算机设备中的存储器中,以便于处理器调用执行以上各个模块对应的操作。
51.在一实施例中,如图2和图3所示,所述基于超快激光的多轴微盲孔加工系统还包括具有可移动的移动平台的机架;所述超快激光器1、功率调节组件2、整形组件3、分光组件4、扩束组件5、振镜组件6和控制模块7均安装在所述机架上;所述待加工hdi板安装在移动平台上。可理解地,机架上设有至少两个加工轴,每一个加工轴上设有一个扩束组件5和一个振镜组件6(振镜组件6包括用于进行分光光束摆动以扫描对位的振镜61以及用于将分光光束聚焦在加工点上的聚焦镜62);而超快激光器1、功率调节组件2、整形组件3、分光组件4均安装在机架上,分光组件4分裂之后的各分光光束一一对应射入至各扩束组件5中。待加工hdi板安装在移动平台上。可以控制机架上的加工轴与移动平台之间相对移动使得各加工轴与待加工hdi板对齐,进而使得各分光光束最终通过各加工轴上的聚焦镜62聚焦之后的各激光光斑可以一一对应照射在各加工点上。
52.以上所述实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1