一种边部加热器磁轭铁芯更换方法与流程
1.本发明涉及热连轧c型边部加热器电气磁轭铁芯维护、更换方法。
背景技术:
2.2007年,在热连轧1549生产线飞剪前入口辊边上新增日本tmeic公司生产的c型边部加热器,采用保温罩的不锈钢热轧生产线一般都将保温罩和边部加热器成对配套使用,边部加热器对中间带坯边部约50—100mm范围内局部加热,通常提升温度范围在30
°
—80℃,采用边部加热器提高中间坯边部温度的新工艺能够降低板坯的断面温差,提高板坯温度的均匀性,对提高板坯边部质量和板形有显著作用。c型磁轭作为边部加热的核芯部件长期处于高温、腐蚀的、水汽夹杂铁屑等环境中,部分零件腐蚀损伤严重,需要维护更换。
3.存在问题:边部加热器的磁轭分为上磁轭、下磁轭,上下磁轭装配在一起使用,上下磁轭间还装配有线圈、线圈铁芯、屏蔽罩、反射板。而且,单一的上磁轭重1.35 吨、下磁轭重1.56吨、线圈铁芯重0.295 吨、线圈重0.14 吨,并且属于异性吊装件。现场的安装位置空间受限,属于斜拉斜吊作业。在现场进行拆、装更换磁轭的施工难度大;整体吊离现场转移至适合拆解的施工场所进行装配的可能性极小。
技术实现要素:
4.本发明的目的就是针对上述问题,提供一种边部加热器磁轭铁芯更换方法。
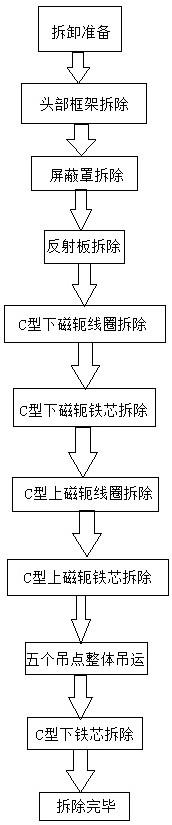
5.本发明的目的是这样实现的:一种边部加热器磁轭铁芯更换方法,包括以下步骤:头部框架拆卸;(1)拆卸c型上磁轭头部框架,首先将覆盖两侧的不锈钢板拆卸,方便拆除头部框架锁紧的螺栓,注意:一、不锈钢板螺钉的锁紧方式为不锈钢丝缠绕,对不锈钢丝的缠绕方式进行拍照记录;二、不锈钢板繁多,为了防止出现混乱,将不锈钢板的叠放顺序进行标记并拍照,然后拆除头部框架螺钉、铜排与框架连接螺栓,最后将框架用行车吊出;(2)屏蔽罩拆卸;将屏蔽罩的冷却水管与锁紧螺钉拆除,再沿拆除的方向将屏蔽罩敲出工作位置;(3)反射板拆卸;将反射板与线圈的连接螺栓与冷却水管拆除,再将反射板拆出;(4)c型下磁轭线圈拆卸:
①
当上下磁轭处于水平位置时,其上下线圈之间的间距小于线圈的高度因此将上磁轭开到最大倾角的位置,让出拆卸空间;
②
将铁芯与线圈之间的密封胶用铲刀除去;
③
将线圈的水管拆除;
④
铜排和铜排支撑架之间灌胶难以拆卸,所以将铜排和铜排支撑架整体拆除;注意拆卸点位置狭小,且两块铜排连接后用绝缘防火布包裹,需要将铜排支撑架拆除后,利用铜排挠度将防火布拆除,将铜排连接螺栓拆除;
⑤
将c型下铁芯与线圈的连接螺栓拆除;
⑥
四名工作人员将磁轭线圈四个角抬稳,慢慢将线圈抬出磁轭铁芯然后水平移出;(5)c型下磁轭铁芯拆卸:
①
将线圈铁芯的冷却水管拆除;
②
将铁芯与c型下铁芯的连接螺栓的胶水,与铁芯与c型磁轭间的夹层胶水除去;
③
用工装夹具连接在铁芯预留的螺栓孔,将铁芯稳定;
④
将铁芯与c型下铁芯的连接螺栓与支撑螺栓拆卸;
⑤
将磁轭铁芯沿拆除方向慢慢拆出,吊运至设备外部;(6)c型上磁轭线圈拆卸:
①
拆卸完下铁芯后, c型上磁轭依然处于开到最大倾角的位置,c型上磁轭线圈有足够的拆卸空间,此拆卸方法可应用于上磁轭线圈的单独拆卸;;
②
将铁芯与线圈之间的密封胶与线圈的水管拆除;
③
铁芯与线圈的螺栓被限位开关遮挡的一侧,须先将其拆卸,出口侧无此步骤;先拆卸冷却水管,再将连接限位开关的连接螺栓拆除,最后将限位开关拆除;
④
将上磁轭线圈铜排与下磁轭拆除方式一致;
⑤
将线圈四个固有的螺栓孔用螺栓连接更换为四个自制的长800毫米、直径18毫米的通长螺栓连接并固定,使得通长螺栓成为线圈上下移动的轨道;
⑥
将铁芯与线圈的连接螺栓拆除;
⑦
边轻敲线圈外部边将四个自制通长螺栓的螺母慢慢进行松动,使的线圈慢慢向下逐步移出磁轭铁芯,线圈完全移出磁轭铁芯后,将四个自制通长螺栓拆除,将线圈吊运至设备外部;(7)c型上磁轭铁芯拆卸:
①
拆卸完上磁轭线圈后,上下磁轭处于开口最大位置;为了便于拆卸线圈铁芯,将上下磁轭处于水平位置;
②
将铁芯的冷却水管拆除;
③
与下铁芯一样,将拆卸的工装与铁芯预留的螺栓孔相连,将铁芯稳定;
④
将铁芯与c型上磁辊的连接螺栓的胶水,与铁芯与c型磁轭间的夹层胶水除去;
⑤
将铁芯与c型上磁辊的连接螺栓与支撑螺栓拆卸;
⑥
边轻轻敲击铁芯边将铁芯水平移出;(8)c型下铁芯拆卸:
①
将c型下铁芯的冷却水管拆除;
②
在测算好的五个吊装位置,安装2吨手拉葫芦、3吨卸扣、6m钢丝绳各一套,按照吊装方案用行车进行吊运,通过调整五个吊装位置的手拉葫芦,慢慢将c型下铁芯移出安装位置并且调平,最终用行车完整吊出;放置时避开c型下铁芯低处的水管。
6.本发明的有益效果是:我们的此种更换维护方法、步骤,利用自主制作的拆装工具,极大的方便了拆装工序,减少了作业时间,并且保证了安全性及可调整性。现场更换一个c型下铁芯基本需要1天就可完成。减小了更换维护的难度、降低了更换的风险、节省了更换维护的施工费用。
附图说明
7.下面结合附图对本发明作进一步的描述。
8.图1是本发明的流程框图。
具体实施方式
9.c型边部加热器是日本tmeic公司的产品。每次更换磁轭都需要tmeic技术人员来现场进行技术支持。在2014年8月的一次现场更换磁轭的施工项目中,在日本外方人员的技术指导下,更换了一个下磁轭就使用了6天时间。而随着漏水磁轭的数量增加,需要更换的数量也多,但是,不可能提供超长时间的检修周期进行更换。所以,创新开发一个自主的、快速的、安全的磁轭铁芯更换方法,这种方法能够保证技术质量,减少更换维护的时间,节省了故障时间,节省了维护费用及人工费用。
10.原更换方法中的弊端:1、屏蔽罩、反射板拆除过程与头部框架干涉严重,头部框架极大的影响了拆除的工作开展;2、磁轭线圈、磁轭铁芯拆除的上、下顺序不合理,导致拆除过程的现场空间无法合理应用,安全性得不到保证,很多工具无法同时应用开展工作,造成作业效率低下;3、分体吊运导致吊运作业的频次增多,吊运工具的使用率增加,作业的危险性增大,作业效率降低;4、无适合的专用拆卸、安装工具,线圈、铁芯重量均在1吨以上,导致拆卸过程速度慢,安全性不能得到保证。回装作业过程的速度、质量、安全控制难度增大。
11.创新的更换方法步骤:1、头部框架拆卸。为了拆卸c型上磁轭头部框架,首先将覆盖两侧的不锈钢板拆卸,方便拆除头部框架锁紧的螺栓。注意:一、不锈钢板螺钉的锁紧方式为不锈钢丝缠绕,对不锈钢丝的缠绕方式进行拍照记录。二、不锈钢板繁多,为了防止出现混乱,将不锈钢板的叠放顺序进行标记并拍照。然后拆除头部框架螺钉、铜排与框架连接螺栓,最后将框架用行车吊出。
12.2、屏蔽罩拆卸。将屏蔽罩的冷却水管与锁紧螺钉拆除,再沿拆除的方向将屏蔽罩敲出工作位置。
13.3、反射板拆卸。将反射板与线圈的连接螺栓与冷却水管拆除,再将反射板拆出。
14.4、c型下磁轭线圈拆卸
①
当上下磁轭处于水平位置时,其上下线圈之间的间距小于线圈的高度因此将上磁轭开到最大倾角的位置,让出拆卸空间。
15.②
将铁芯与线圈之间的密封胶用铲刀除去。
16.③
将线圈的水管拆除。
17.④
铜排和铜排支撑架之间灌胶难以拆卸,所以将铜排和铜排支撑架整体拆除。注意拆卸点位置狭小,且两块铜排连接后用绝缘防火布包裹,需要将铜排支撑架拆除后,利用铜排挠度将防火布拆除,将铜排连接螺栓拆除。
18.⑤
将c型下铁芯与线圈的连接螺栓拆除。
19.⑥
四名工作人员将磁轭线圈四个角抬稳,慢慢将线圈抬出磁轭铁芯然后水平移
出。
20.5、c型下磁轭铁芯拆卸
①
将线圈铁芯的冷却水管拆除。
21.②
将铁芯与c型下铁芯的连接螺栓的胶水,与铁芯与c型磁轭间的夹层胶水除去。
22.③
用工装夹具连接在铁芯预留的螺栓孔,将铁芯稳定。
23.④
将铁芯与c型下铁芯的连接螺栓与支撑螺栓拆卸。
24.⑤
将磁轭铁芯沿拆除方向慢慢拆出,吊运至设备外部。
25.6、 c型上磁轭线圈拆卸
①
拆卸完下铁芯后, c型上磁轭依然处于开到最大倾角的位置,c型上磁轭线圈有足够的拆卸空间,此拆卸方法可应用于上磁轭线圈的单独拆卸。
26.②
将铁芯与线圈之间的密封胶与线圈的水管拆除。
27.③
铁芯与线圈的螺栓被限位开关遮挡的一侧,须先将其拆卸(出口侧无此步骤)。先拆卸冷却水管,再将连接限位开关的连接螺栓拆除,最后将限位开关拆除。
28.④
将上磁轭线圈铜排与下磁轭拆除方式一致。
29.⑤
将线圈四个固有的螺栓孔用螺栓连接更换为四个自制的长800毫米、直径18毫米的通长螺栓连接并固定,使得通长螺栓成为线圈上下移动的“轨道”。
30.⑥
将铁芯与线圈的连接螺栓拆除。
31.⑦
边轻敲线圈外部边将四个自制通长螺栓的螺母慢慢进行松动,使的线圈慢慢向下逐步移出磁轭铁芯,线圈完全移出磁轭铁芯后,将四个自制通长螺栓拆除,将线圈吊运至设备外部。
32.7、 c型上磁轭铁芯拆卸
①
拆卸完上磁轭线圈后,上下磁轭处于开口最大位置。为了便于拆卸线圈铁芯,将上下磁轭处于水平位置。
33.②
将铁芯的冷却水管拆除。
34.③
与下铁芯一样,将拆卸的工装与铁芯预留的螺栓孔相连,将铁芯稳定。
35.④
将铁芯与c型上磁辊的连接螺栓的胶水,与铁芯与c型磁轭间的夹层胶水除去。
36.⑤
将铁芯与c型上磁辊的连接螺栓与支撑螺栓拆卸。
37.⑥
边轻轻敲击铁芯边将铁芯水平移出。
38.8、 c型下铁芯拆卸
①
将c型下铁芯的冷却水管拆除。
39.②
在测算好的五个吊装位置,安装2吨手拉葫芦、3吨卸扣、6m钢丝绳各一套,按照吊装方案用行车进行吊运,通过调整五个吊装位置的手拉葫芦,慢慢将c型下铁芯移出安装位置并且调平,最终用行车完整吊出。放置时避开c型下铁芯低处的水管。
40.创新的更换方法优点:1、优化了屏蔽罩、反射板与头部框架的拆除、安装顺序,避免了作业过程中的干涉现象;2、优化了磁轭线圈、磁轭铁芯的拆除、安装顺序及方法,避免了拆除、安装过程中现场空间无法合理应用的问题,提高了作业安全性,提高了作业效率;3、选择整体吊运方案减少了吊运作业的频次,降低了吊运作业的危险性,提高了
作业效率;4、使用了根据现场实际制作的专用拆卸、安装工具,提高了拆卸、安装过程速度,保证了作业安全性,有效的保证了回装作业过程的速度、质量控制。
41.2020年中修过程中使用此拆装方案、技术标准,利用自制的拆装工具,在6天时间内,更换下磁轭一件、线圈铁芯两件、线圈一件、屏蔽罩一件、反射板一件。极大的提高了边部加热器的可维护性。避免了对外方的技术依靠。
42.1、根据c型磁轭的安装特点,制作专用的拆除磁轭、铁芯的工具,提高作业效率及安全性。
43.2、优化c型下铁芯的吊装方案,预设五处吊点,自制吊装工装,保证其水平,防止磕碰地面。
44.以上所述仅为本发明的具体实施例,但本发明所保护范围的结构特征并不限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1