一种摆齿的生产工艺的制作方法
1.本发明涉及机械加工技术领域,尤其涉及一种摆齿的生产工艺。
背景技术:
2.现有摆齿的生产工艺一般有两种,一种是直接压铸成型,另一种是钢材机加工铣削齿面;其缺点为:1.压铸成型的强度不够,容易断齿;导致产品寿命短,传动力小,进而剪切力小;2.钢材机加工的由于使用仿型刀片铣加工,导致该齿形是花键,非标准齿形,进而该传动为花键传动,非齿轮啮合传动,导致传动效率低下;同时该加工效率低,成本高。
3.因此,亟待需要一种摆齿的生产工艺来解决上述难题。
技术实现要素:
4.为了解决该问题,本发明公开了一种摆齿的生产工艺,它让摆齿能够使用钢材加工,同时又能保证齿形的精度和表面粗糙度,使得该结构的传动强度和传动效率得到提高。一种摆齿的生产工艺,其特征在于,所述生产工艺包括如下方法步骤:下料
‑‑
锻造外形
‑‑
冲压
‑‑
齿面粗锻
‑‑
齿面精锻;
5.一、下料:用锯床将棒料进行切割得到需要的尺寸;
6.二、锻造外形:使用棒料锻造得到产品的外形,要注意控制01的角度、02的角度、03的角度、04的角度和05的连皮厚度、06的飞边厚度;
7.三、冲压:将上一步锻造产生的连皮和飞边去除;
8.四、齿面粗锻:对齿面进行预锻,控制07齿面的成型深度和形状;
9.五、齿面精锻:对齿面进行精锻,控制08齿面的精度达到8级以上和粗糙度达到1.6以上。
10.作为进一步地,本发明通过锻造和冲压成型外形。
11.作为进一步地,本发明通过锻造外形,其中齿形部位的四个角度的控制影响最终产品的饱满度。
12.作为进一步地,本发明通过粗锻造齿面加精锻造齿面,来成型和保证齿形精锻和粗糙度。
13.作为进一步地,本发明可以锻造各种不同于示意图的类似摆齿。
14.本发明的有益效果为:
15.本发明产品致密度高,齿形具有完成的流线,增加产品强度;材料利用率高,废料少;加工效率高。
16.在发明内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
17.结合以下详细说明本发明的优点和特征。
附图说明
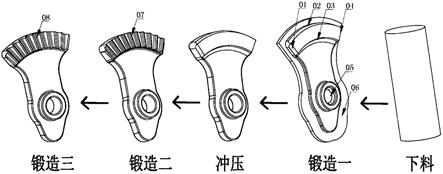
18.图1为本发明锻造成型的工艺流程图。
具体实施方式
19.在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员来说显而易见的是,本发明可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本发明发生混淆,对于本领域公知的一些技术特征未进行描述。
20.为了彻底了解本发明,将在下列的描述中提出详细的结构。显然,本发明的施行并不限定于本领域的技术人员所熟习的特殊细节。本发明的较佳实施例详细描述如下,然而除了这些详细描述外,本发明还可以具有其他实施方式。
21.以下对本发明的实施例做出详细描述。
22.参照图1所示,一种摆齿的生产工艺,其特征在于,所述生产工艺包括如下方法步骤:下料
‑‑
锻造外形
‑‑
冲压
‑‑
齿面粗锻
‑‑
齿面精锻;
23.一、下料:用锯床将棒料进行切割得到需要的尺寸;
24.二、锻造外形:使用棒料锻造得到产品的外形,要注意控制01的角度、02的角度、03的角度、04的角度和05的连皮厚度、06的飞边厚度;
25.三、冲压:将上一步锻造产生的连皮和飞边去除;
26.四、齿面粗锻:对齿面进行预锻,控制07齿面的成型深度和形状;
27.五、齿面精锻:对齿面进行精锻,控制08齿面的精度达到8级以上和粗糙度达到1.6以上。
28.作为进一步地,本发明通过锻造和冲压成型外形。
29.作为进一步地,本发明通过锻造外形,其中齿形部位的四个角度的控制影响最终产品的饱满度。
30.作为进一步地,本发明通过粗锻造齿面加精锻造齿面,来成型和保证齿形精锻和粗糙度。
31.作为进一步地,本发明可以锻造各种不同于示意图的类似摆齿。
32.本实施例的有益效果为:
33.本实施例产品致密度高,齿形具有完成的流线,增加产品强度;材料利用率高,废料少;加工效率高。
34.本发明已经通过上述实施例进行了说明,但应当理解的是,上述实施例只是用于举例和说明的目的,而非意在将本发明限制于所描述的实施例范围内。此外本领域技术人员可以理解的是,本发明并不局限于上述实施例,根据本发明的教导还可以做出更多种的变型和修改,这些变型和修改均落在本发明所要求保护的范围以内。本发明的保护范围由附属的权利要求书及其等效范围所界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1