高倍散热器型材的模具制备工艺及加工出的型材的制作方法
1.本发明涉及一种高倍散热器型材的模具制备工艺及加工出的型材。
背景技术:
2.随着电动汽车、智能设备在各领域的快速应用,对于核心模块的散热问题提出了更高的要求,为了适应小体积、大功率模块达到足够的散热效果,要求散热器型材表面积小、散热率高;同一单位面积增加散热面积,以前一般散热型材散热面积都控制在15倍以内,此倍率面积为散热型材的难度节点,如果能够把倍率从15倍提高到20倍,单位面积散热效果将提高25%,这是本领域目前的一个发展方向及新的需求。
技术实现要素:
3.本发明的目的在于,克服现有技术中存在的缺陷,提供高倍散热器型材的模具制备工艺,在选材上选用进口h13热模钢,保证材料各种特性的高标准。其次,保证加工精度,特别是内腔光洁度。然后,热处理是关键,为了保证叶片有一定的韧性,在热处理过程中,取淬火温度的下限,降低一点硬度,增加一定韧性。最后,模具回火是关键一步,要消除模具内引力,保证整个模具硬度强度均匀,模具回火要彻底,将原来回火三次增加至五次,回火后的硬度能保证在45
‑
48hrc。
4.为实现上述目的,本发明的技术方案是设计一种高倍散热器型材的模具制备工艺,包括如下依次工艺步骤:选择h13热作模具钢,锻打去应力,车加工,数控加工,热处理,磨床加工,线切割,电火花加工,抛光加工后装配试模。车加工工序中,上车床加工出外圆与厚度;数控加工工序中,采用加工中心加工出上下模;在模具制备方面,首先模具钢选择既要求耐热性好,且还需满足硬度适当、强度高、阻力小等综合特点,在选材上选用进口h13热模钢,保证材料各种特性的高标准。其次,保证加工精度,特别是内腔光洁度。然后,热处理是关键,为了保证叶片有一定的韧性,在热处理过程中,取淬火温度的下限,降低一点硬度,增加一定韧性。最后,模具回火是关键一步,要消除模具内引力,保证整个模具硬度强度均匀,模具回火要彻底,将原来回火三次增加至五次,回火后的硬度能保证在45
‑
48hrc。
5.进一步的技术方案是,在模具热处理工序中,依次进行如下处理:去引力,淬火,回火。
6.进一步的技术方案是,在去引力的处理步骤中,加温至820
±
5℃后保温一段时间,保温时间按每毫米厚30秒计算,淬火温度去105℃,保温25分钟,淬火采用油淬方式,回火温度为550℃,回火共有五次,每次保温2.5小时,模具硬度为45~48hrc。同时,本发明还对设备进行了改进,散热器生产的主要关键点是挤压初始出料的速度与稳定性,要保证速度的稳定性。原来配套挤压设备的电机是普通三相电机,普通电机存在速度不可变、转速随电压波动的特点,不能保证基础速度的精度及稳定性,很容易把模具齿冲掉,针对这种情况,新增伺服电机,全部采用德国原装液压系统配合挤压机,大大提升了挤压精度,从而保证初始挤压速度与稳定性,保证散热器不偏齿断裂。并且调整了挤压工艺:铝棒选购需要选择高精
铝棒,铝棒纯度要高不能含有杂质,全部使用均质棒,防止铝棒合金偏析,挤压工艺采用高温低速,挤压棒温控制在500
±
5℃,挤压速度在2~3之间调整。通过以上改进,成功把散热器型材倍率从15倍提升到20倍,大大提升了在该行业的竞争力。
7.本发明还提供的技术方案为,采用高倍散热器型材的模具制备工艺加工而成的散热器型材,包括型材本体,型材本体上设有散热针,散热针上活动设置用于增加散热面积的套接针。通过在散热针上套接的方式来增加散热器的散热面积,能够进一步提高散热器型材的倍率。
8.进一步的技术方案为,散热针一体设置或活动设置在型材本体上。这样能够适用不同用途或不同安装位置的散热器,对于有些需要避开其他结构的地方,可以将这部分的散热针拿掉,提高本发明的灵活性。
9.进一步的技术方案为,型材本体的上表面上设有用于插接散热针座板的插槽,散热针一体设置或插接在散热针座板上。
10.进一步的技术方案为,插槽设有若干个,所述散热针座板设有若干个,相邻散热针座板之间插接连接。
11.进一步的技术方案为,每块散热针座板由若干块矩形板插接构成,每块矩形板的侧面设有插块与插孔。这样每块散热针座板由多块矩形板插接构成,可以根据现场安装情况选择安装几块矩形板以满足既最大化散热,还避免其他结构。
12.进一步的技术方案为,套接针呈圆锥槽状,所述套接针的内壁设有凹槽,所述散热针的外表面一体设有与凹槽适配的连接凸块。
13.本发明的优点和有益效果在于:在模具制备方面,首先模具钢选择既要求耐热性好,且还需满足硬度适当、强度高、阻力小等综合特点,在选材上选用进口h13热模钢,保证材料各种特性的高标准。其次,保证加工精度,特别是内腔光洁度。然后,热处理是关键,为了保证叶片有一定的韧性,在热处理过程中,取淬火温度的下限,降低一点硬度,增加一定韧性。最后,模具回火是关键一步,要消除模具内引力,保证整个模具硬度强度均匀,模具回火要彻底,将原来回火三次增加至五次,回火后的硬度能保证在45
‑
48hrc。同时,本发明还对设备进行了改进,散热器生产的主要关键点是挤压初始出料的速度与稳定性,要保证速度的稳定性。原来配套挤压设备的电机是普通三相电机,普通电机存在速度不可变、转速随电压波动的特点,不能保证基础速度的精度及稳定性,很容易把模具齿冲掉,针对这种情况,新增伺服电机,全部采用德国原装液压系统配合挤压机,大大提升了挤压精度,从而保证初始挤压速度与稳定性,保证散热器不偏齿断裂。并且调整了挤压工艺:铝棒选购需要选择高精铝棒,铝棒纯度要高不能含有杂质,全部使用均质棒,防止铝棒合金偏析,挤压工艺采用高温低速。通过以上改进,成功把散热器型材倍率从15倍提升到20倍,大大提升了在该行业的竞争力。车加工工序中,上车床加工出外圆与厚度;数控加工工序中,采用加工中心加工出上下模;在模具制备方面,首先模具钢选择既要求耐热性好,且还需满足硬度适当、强度高、阻力小等综合特点,在选材上选用进口h13热模钢,保证材料各种特性的高标准。其次,保证加工精度,特别是内腔光洁度。然后,热处理是关键,为了保证叶片有一定的韧性,在热处理过程中,取淬火温度的下限,降低一点硬度,增加一定韧性。最后,模具回火是关键一步,要消除模具内引力,保证整个模具硬度强度均匀,模具回火要彻底,将原来回火三次增加至五次,回火后的硬度能保证在45
‑
48hrc。同时,本发明还对设备进行了改进,散热器
生产的主要关键点是挤压初始出料的速度与稳定性,要保证速度的稳定性。原来配套挤压设备的电机是普通三相电机,普通电机存在速度不可变、转速随电压波动的特点,不能保证基础速度的精度及稳定性,很容易把模具齿冲掉,针对这种情况,新增伺服电机,全部采用德国原装液压系统配合挤压机,大大提升了挤压精度,从而保证初始挤压速度与稳定性,保证散热器不偏齿断裂。并且调整了挤压工艺:铝棒选购需要选择高精铝棒,铝棒纯度要高不能含有杂质,全部使用均质棒,防止铝棒合金偏析,挤压工艺采用高温低速,挤压棒温控制在500
±
5℃,挤压速度在2~3之间调整。通过以上改进,成功把散热器型材倍率从15倍提升到20倍,大大提升了在该行业的竞争力。通过在散热针上套接的方式来增加散热器的散热面积,能够进一步提高散热器型材的倍率。能够适用不同用途或不同安装位置的散热器,对于有些需要避开其他结构的地方,可以将这部分的散热针拿掉,提高本发明的灵活性。
附图说明
14.图1是本发明高倍散热器型材的模具制备工艺制备出的散热器型材的示意图;
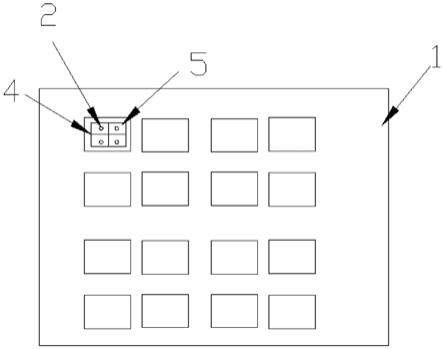
15.图2是图1的俯视图;
16.图3是图2中两块相邻矩形板的示意图;
17.图4是图3中散热针套上套接针后的分解示意图。
18.图中:1、型材本体;2、散热针;3、套接针;4、座板;5、矩形板;6、插块;7、插孔;8、凸块。
具体实施方式
19.下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
20.如图1至图4所示(为便于图示,图1仅示出一块座板,座板未示出其构成部分:矩形板;图1至图3未示出套接针),本发明是高倍散热器型材的模具制备工艺,包括如下依次工艺步骤:选择h13热作模具钢,锻打去应力,车加工,数控加工,热处理,磨床加工,线切割,电火花加工,抛光加工后装配试模。在模具热处理工序中,依次进行如下处理:去引力,淬火,回火。在去引力的处理步骤中,加温至820
±
5℃后保温一段时间,保温时间按每毫米厚30秒计算,淬火温度去105℃,保温25分钟,淬火采用油淬方式,回火温度为550℃,回火共有五次,每次保温2.5小时,模具硬度为45~48hrc。
21.采用高倍散热器型材的模具制备工艺加工而成的散热器型材,包括型材本体1,型材本体1上设有散热针2,散热针2上活动设置用于增加散热面积的套接针3。散热针2一体设置或活动设置在型材本体1上。型材本体1的上表面上设有用于插接散热针2座板4的插槽,散热针2一体设置或插接在散热针2座板4上。插槽设有若干个,所述散热针2座板4设有若干个,相邻散热针2座板4之间插接连接。每块散热针2座板4由若干块矩形板5插接构成,每块矩形板5的侧面设有插块6与插孔7。(为了在避开其他部件或结构的同时还能充分保证散热,除了座板4采用矩形板5插接之外,还配套设有三角板及圆形板,三角板及圆形板上一体设置散热针2,可以用于一些边角部位或不好置放矩形板5的位置放置三角板或圆形板,以保证散热效果的最大化)套接针3呈圆锥槽状,所述套接针3的内壁设有凹槽,所述散热针2的外表面一体设有与凹槽适配的连接凸块8。
22.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1