线放电加工装置的制作方法
1.本发明涉及一种使用线电极进行放电加工的线放电加工装置,尤其涉及如下放电加工装置,其包括:上侧支撑体,从上下延伸的柱起横向延伸,对在上侧引导线电极的上侧导引单元进行支撑;及下侧支撑体,从柱起横向延伸,对在下侧引导线电极的下侧导引单元进行支撑。
背景技术:
2.先前使用线放电加工装置,所述线放电加工装置使用线电极对被加工物进行放电加工。线放电加工装置利用被加工物与线电极之间的放电现象进行加工,因此可对无法进行切削加工的硬金属或陶瓷等高硬度材料进行精密加工。
3.近年来,从提高耐久性的观点出发,而将高硬度材料用于模具等各种零件,要求线放电加工装置实现高水平的加工精度。
4.另外,在进行高精度加工的情形时,线放电加工装置的设置环境推荐恒温室,但特别是海外的用户想要在准恒温室或简易空调环境下也实现高精度加工的要求增多,希望开发出即使环境温度多少有些变化加工精度也不大幅变差的机械。
5.在对被加工物进行加工的情形时,在分别安装于从柱起沿着水平方向延伸的上侧支撑体及下侧支撑体的前端的上侧导引单元与下侧导引单元之间配置线电极,对上侧导引单元与下侧导引单元的相对位置进行控制,由此将线电极配置为所需的角度而将被加工物加工成精密的形状。
6.自先前起,如果外部环境的温度变化等导致线放电加工装置的支撑上侧导引单元及下侧导引单元的支撑体等的温度上升或下降,那么会产生如下问题:支撑体会膨胀或收缩而发生热变形,上侧导引单元与下侧导引单元的相对位置发生错位,引起加工精度降低。
7.由此,已知有一种放电加工装置(专利文献1、专利文献2),所述放电加工装置是将作为热引起的变形少且刚性高的原材料的陶瓷应用于各零件。
8.[现有技术文献]
[0009]
[专利文献]
[0010]
[专利文献1]日本专利特开昭62
‑
264818号公报
[0011]
[专利文献2]日本专利特开昭62
‑
176735号公报
[0012]
[专利文献3]日本专利第5922995号公报
技术实现要素:
[0013]
[发明所要解决的课题]
[0014]
然而,各支撑体为了实现其形状或构造等而在制造上有限制,因此多数情况下不得不将一部分零件设为铸铁制。如果将上侧支撑体的一部分设为铸铁制,由陶瓷等材料形成其他零件,那么会产生两个问题。
[0015]
第一个问题是:当在放电加工过程中环境温度发生变化的情形时,由于材料的线
膨胀系数不同,故而上侧支撑体因热变化引起的水平方向的长度的变化量大于下侧支撑体因热变化引起的水平方向的长度的变化量,支撑上侧导引单元的位置与支撑下侧导引单元的位置会从本来意图的位置偏离。
[0016]
为了解决所述问题,揭示了线放电加工装置相关的发明(专利文献3)等,所述线放电加工装置考虑材质的差异来选定各零件的水平方向的长度,以使上侧支撑体因温度变化引起的变化量与下侧支撑体因温度变化引起的变化量相等。
[0017]
第二个问题是:当使用材质不同的零件构成支撑体的情形时,结合零件彼此的固结面因热膨胀率的差而产生热应力,接合强度显著降低。具体而言,当温度发生变化时,内部应力导致固结面周边的零件发生变形,来自外部的冲击导致固结面中零件彼此错位。
[0018]
对于所述两个问题,本技术发明者等人进行了锐意研究,结果通过不仅对支撑体彼此的水平方向的长度进行调整,而且在上侧支撑体的构造上发挥创新,从而发明出一种进一步使外部的热变化或受到外力时的倾斜及位移成为最小限度的上侧支撑体。
[0019]
另外,通过在将热膨胀率不同的零件彼此结合的固结面上发挥创新,从而发明出一种能够使内部应力分散的上侧支撑体。
[0020]
如上所述,本发明的目的在于提供一种放电加工装置,所述放电加工装置通过进一步改良上侧支撑体的形状及构造,而将上侧导引单元与下侧导引单元因温度变化发生的相对位置的错位及固结面的零件彼此的错位抑制为最小限度。
[0021]
[解决课题的手段]
[0022]
本发明是一种线放电加工装置,包括:下侧支撑体,安装于柱,对在下侧引导线电极的下侧导引单元进行支撑;上侧支撑体,对在上侧引导所述线电极的上侧导引单元进行支撑;及轴驱动部,使所述上侧支撑体沿着至少一个轴方向移动,所述线放电加工装置的特征在于:所述上侧支撑体包括:臂支撑部,以可移动的方式固定于所述轴驱动部;倾斜臂,从所述臂支撑部伸延,相对于水平面倾斜配置;及垂直臂,上端固定于所述倾斜臂,在下端设置所述上侧导引单元,以垂直于水平面的方式配置。
[0023]
另外,本发明的线放电加工装置的特征在于:所述倾斜臂、所述垂直臂及所述下侧支撑体由陶瓷形成。
[0024]
进而,本发明的线放电加工装置的特征在于:所述倾斜臂相对于水平面的倾斜角度为30
°
以上60
°
以下。
[0025]
这里所谓“轴驱动部”是用来使上侧支撑体移动的驱动机构的总称,在本实施方式中,是指柱、u轴鞍、v轴滑块及z轴座。
[0026]
另外,所谓“水平面”是指由x轴及y轴形成的xy平面。
[0027]
进而,所谓“轴方向”是指x轴、y轴、z轴、u轴、v轴任一轴的方向。
[0028]
根据本发明,由于上侧支撑体由倾斜臂及垂直臂所形成,进而材质由陶瓷形成,故而可提供热引起的变形少且刚性高的线放电加工装置。
[0029]
进而,通过将倾斜臂相对于水平面的倾斜角度设为30
°
以上60
°
以下,可将上侧支撑体设为刚性更高的构造。
[0030]
本发明所述臂支撑部由铸铁形成,在与所述倾斜臂的固结面设置了多条槽。
[0031]
当臂支撑部与倾斜臂的材质不同的情形时,热膨胀率的差导致固结面产生热应力,存在接合强度显著降低的情况。具体而言,当温度发生变化时,内部应力导致固结面周
边的零件发生变形,来自外部的冲击导致固结面中零件彼此错位。
[0032]
然而,根据本发明,由于在臂支撑部与倾斜臂的固结面设置了多条槽,故而可使线膨胀系数的差异引起的拉伸率的差以臂支撑部侧的弯曲的形式得以避免,从而防止应力集中到固结面。
[0033]
本发明的线放电加工装置的特征在于:以所述下侧支撑体在所述柱的固定位置作为基准位置,以所述下侧支撑体的温度变化引起的水平1轴方向的所述基准位置至所述下侧导引单元的水平1轴方向的端部为止的长度的变化量与所述上侧支撑体的温度变化引起的水平1轴方向的所述基准位置至所述上侧导引单元的水平1轴方向的端部为止的长度的变化量变得相等的方式构成所述轴驱动部、所述臂支撑部、所述倾斜臂及所述垂直臂的长度。
[0034]
这里所谓“水平1轴方向”是指线放电加工机所规定的xy平面中的1轴,本实施方式中指y轴方向。
[0035]
根据本发明,下侧支撑体与上侧支撑体的温度变化引起的位移量的差减小,可进一步抑制由上侧支撑体支撑的上侧导引单元相对于由下侧支撑体支撑的下侧导引单元的温度变化引起的错位。
[0036]
这里所谓“变得相等”无需变化量必须严格一致,只要为接近可实现放电加工中所需的加工精度的范围的值即可。例如,优选以下侧支撑体在柱上的固定位置作为基准位置,使下侧支撑体的温度变化引起的水平1轴方向的所述基准位置至下侧导引单元的水平1轴方向的端部为止的长度的变化量与上侧支撑体的温度变化引起的水平1轴方向的所述基准位置至上侧导引单元的水平1轴方向的端部为止的长度的变化量的差为30%以下。进而言之,更佳为设为20%以下,进而较佳为设为10%以下。
[0037]
[发明的效果]
[0038]
本发明的线放电加工装置由陶瓷形成上侧支撑体及下侧支撑体,选定各构件的长度,进而导入倾斜臂,由此可抑制上侧导引单元与下侧导引单元因温度变化发生的相对位置的错位及上侧支撑体的翘曲或变形,从而提供刚性高的放电加工装置。
附图说明
[0039]
图1是表示本发明的实施方式的线放电加工装置100的概略的侧视图。
[0040]
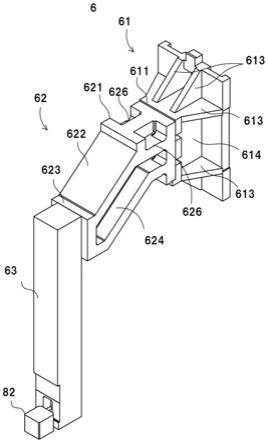
图2是表示线放电加工装置100的上侧支撑体6的第一实施方式的立体图。
[0041]
图3是表示线放电加工装置100的上侧支撑体6的第一实施方式的侧视图。
[0042]
图4是表示线放电加工装置100的上侧支撑体6的臂支撑部61周边发生热变形的状态的示意图。
[0043]
图5是表示线放电加工装置100的上侧支撑体6的臂支撑部61周边的截面放大图。
[0044]
图6是表示线放电加工装置100的上侧支撑体6的臂支撑部61的倾斜臂安装面611的示意图。
[0045]
图7是表示线放电加工装置100的上侧支撑体6及下侧支撑体7的水平方向的长度的计算方法的说明图。
[0046]
图8是表示线放电加工装置100的上侧支撑体26的第二实施方式的立体图。
[0047]
图9是表示线放电加工装置100的上侧支撑体26的第二实施方式的侧视图。
[0048]
图10是表示比较例1的上侧支撑体500的立体图。
[0049]
图11是表示比较例2的上侧支撑体600的立体图。
[0050]
[符号的说明]
[0051]
1:机座
[0052]
2:柱
[0053]
3:台
[0054]
4:加工槽
[0055]
51:u轴鞍
[0056]
52:v轴滑块
[0057]
6:上侧支撑体
[0058]
7:下侧支撑体
[0059]
81:下侧导引单元
[0060]
82:上侧导引单元
[0061]
9:z轴座
[0062]
w:线电极
[0063]
100:线放电加工装置
具体实施方式
[0064]
<1.第一实施方式>
[0065]
(1.1线放电加工装置100的整体结构)
[0066]
以下,使用图对本发明的第一实施方式进行详细说明。图1是表示本发明的实施方式的线放电加工装置100的概略的侧视图。图2是表示线放电加工装置100的上侧支撑体6的第一实施方式的立体图,图3是表示线放电加工装置100的上侧支撑体6的第一实施方式的侧视图。
[0067]
线放电加工装置100包括:机座1,载置于设置面;及柱2,以可沿着水平方向即y轴方向往返移动的方式设置于机座1上。包括:u轴鞍51,以可沿着与x轴方向平行的水平1轴方向(u轴方向)往返移动的方式水平设置于所述柱2上;及v轴滑块52,以可沿着与y轴方向平行的水平1轴方向(v轴方向)往返移动的方式水平设置于u轴鞍51上。进而在v轴滑块52的一端安装了可沿着z轴方向往返移动的z轴座9。这里,将柱2、u轴鞍51、v轴滑块52及z轴座9总称为轴驱动部10。另外,包括以可沿着与y轴方向垂直的方向(x轴方向)移动的方式设置的台3,在台3安装加工槽4,可将被加工物载置于加工槽4内的工作台上。
[0068]
另外,在z轴座9固定了沿着水平方向伸延的上侧支撑体6,在上侧支撑体6的另一端固定了上侧导引单元82。另外,在柱2的下方的侧壁固定了从柱2起延伸的下侧支撑体7,在另一端固定了下侧导引单元81。
[0069]
在机座1的上部固定沿着y轴方向延伸的多条轨11、及沿着x轴方向延伸的多条轨13,轨11与固定于柱2的底部的多个线性引导件21卡合,轨13与固定于台3的底部的多个线性引导件31卡合。由此,柱2可沿着y轴方向线性移动,台3可沿着x轴方向线性移动。同样地,在柱2的上部固定沿着u轴方向延伸的多条轨22,这些轨22与固定于u轴鞍51的底部的多个线性引导件51a卡合。由此,u轴鞍51可沿着u轴方向线性移动。另外,在u轴鞍51的上部固定
沿着v轴方向延伸的多条轨51b,这些轨51b与固定于v轴滑块52的底部的多个线性引导件52a卡合。由此,v轴滑块52可沿着v轴方向线性移动。
[0070]
再者,线性引导件21、线性引导件31、线性引导件51a、线性引导件52a可适当利用公知的线性引导件,柱2、u轴鞍51、v轴滑块52、z轴座9、台3利用马达等驱动构件沿着各方向往返移动。
[0071]
z轴座9包括固定于u轴鞍51的支撑体91、及设置于支撑体91的前端且沿着z轴方向延伸的多条轨92。这些轨92与多个线性引导件61a卡合,所述多个线性引导件61a被固定于设置于上侧支撑体6的臂支撑部61的与支撑体91相向的面。由此,上侧支撑体6可相对于支撑体91而沿着上下方向即z轴方向相对地线性移动。
[0072]
线放电加工装置100可从未图示的放电加工用电源装置对被加工物与线电极w供给加工电压,并且通过未图示的控制装置,使载置于工作台的被加工物相对于架在上侧导引单元82与下侧导引单元81之间的线电极w沿着所需的路径相对移动,而进行放电加工。
[0073]
上侧支撑体6包括:臂支撑部61,以可沿着z轴方向往返移动的方式隔着线性引导件61a安装于z轴座9;倾斜臂62,被固定于臂支撑部61的与z轴座9相向的面;及垂直臂63,被固定于倾斜臂62的与臂支撑部61相向的面。
[0074]
臂支撑部61是用来将z轴座9与上侧支撑体6连接的构件,包括截面矩形的本体614、设置于本体614侧周的多块增强板613。通过设置增强板613,可增强臂支撑部61的刚性,进而可实现轻量化。臂支撑部61受到制造上的限制而由铸铁所形成。在臂支撑部61的与支撑体91相向的面固定了多个线性引导件61a。
[0075]
如图2、图3所示,倾斜臂62的一端被固定于臂支撑部61,另一端被固定于垂直臂63的上端。倾斜臂62包括角柱形状或圆柱形状的上侧水平部621、倾斜部622、下侧水平部623,上侧水平部621、倾斜部622及下侧水平部623是一体地形成。在倾斜臂62的两侧面的中央部设置了用来使倾斜臂62轻量化的槽624,同时,同样在下侧水平部623的上表面也设置了用于轻量化的槽626。
[0076]
上侧水平部621及下侧水平部623相对于xy平面而平行地设置,倾斜部622以相对于xy平面而以倾斜角度θ倾斜的状态设置。倾斜角度θ优选可为30
°
以上60
°
以下。
[0077]
倾斜臂62由作为热引起的变形少且刚性高的原材料的陶瓷所形成。
[0078]
图4是表示线放电加工装置100的上侧支撑体6的臂支撑部61周边发生热变形的状态的示意图。图5是表示线放电加工装置100的上侧支撑体6的臂支撑部61周边的截面放大图,图6是表示线放电加工装置100的上侧支撑体6的臂支撑部61的倾斜臂安装面611的示意图。
[0079]
如果外部环境的变化导致上侧支撑体6的温度上升,那么臂支撑部61与倾斜臂62的材质的差异引起的热膨胀率的差导致固结面产生内部应力(图4)。作为倾斜臂62材质的陶瓷与作为臂支撑部61材质的铸铁相比,线膨胀系数约为一半,因此当温度变化大的情形时,与固结面平行地发挥作用的压缩应力与拉伸应力变大,即使施加了相对较小的冲击的情形时也有固结部分偏离的可能性。
[0080]
因此,在倾斜臂安装面611设置多条槽612,使线膨胀系数的差异引起的拉伸率的差以臂支撑部61侧的弯曲的形式得以避免,从而使应力分散以避免集中到固结面。槽612设置于用来将臂支撑部61与倾斜臂62接合的多个安装螺栓625之间(图5、图6)。
[0081]
垂直臂63是长条的角柱形状或圆柱形状的构件,上端固定于倾斜臂62,在下端设置了上侧导引单元82。垂直臂63垂直地设置于xy平面。
[0082]
垂直臂63也与倾斜臂62同样地由陶瓷所形成。
[0083]
下侧支撑体7是固定于柱2的下方的侧壁而从柱2起延伸的角柱形状或圆柱形状的构件,在前端固定了下侧导引单元81。下侧支撑体7由陶瓷形成,下侧导引单元81由不锈钢所形成,所述不锈钢是具有较铸铁的线膨胀系数大的线膨胀系数的材料。
[0084]
(1.2上侧支撑体6及下侧支撑体7的水平方向的长度的计算)
[0085]
图7是表示线放电加工装置100的上侧支撑体6及下侧支撑体7的水平方向的长度的计算方法的说明图。
[0086]
在本实施方式中,以下侧支撑体7在柱2的固定位置作为基准位置h,使下侧支撑体7的温度变化引起的水平1轴方向的基准位置h至下侧导引单元81的水平1轴方向的端部hl为止的长度的变化量与上侧支撑体6的温度变化引起的水平1轴方向的基准位置h至上侧导引单元82的水平1轴方向的端部hu为止的长度的变化量相等。由此决定轴驱动部10、臂支撑部61、倾斜臂62及垂直臂63的长度。
[0087]
将基准位置h至下侧支撑体7的端部为止的温度变化引起的水平1轴方向的长度l21的变化量设为δl21,将下侧导引单元81的温度变化引起的水平1轴方向的长度l22的变化量设为δl22。另外,将基准位置h至臂支撑部61的端部为止的温度变化引起的水平1轴方向的长度l11的变化量设为δl11,将倾斜臂62及垂直臂63的温度变化引起的水平1轴方向的长度l12的变化量设为δl12,将上侧导引单元82的温度变化引起的水平1轴方向的长度l13的变化量设为δl13。这时,以δl21和δl22的和与δl11、δl12及δl13的和相同的方式,即下述式(1)成立的方式,决定轴驱动部10、臂支撑部61、倾斜臂62及垂直臂63的长度。
[0088]
在下述式(1a)中,将作为形成轴驱动部10及臂支撑部61的材料的铸铁的线膨胀系数设为a11,将作为形成倾斜臂62、垂直臂63及下侧支撑体7的材料的陶瓷的线膨胀系数设为a12,将形成下侧导引单元81及上侧导引单元82的不锈钢的线膨胀系数设为a13,将温度变化设为δt。由此,可表示为δl11=a11
×
l11
×
δt、δl12=a12
×
l12
×
δt、δl13=a13
×
l13
×
δt、δl21=a12
×
l21
×
δt、δl22=a13
×
l22
×
δt。将这些代入下述式(1)中进行整理,结果式(1)可如以下式(1a)那样变形。
[0089]
δl11+δl12+δl13=δl21+δl22
···
(1)
[0090]
a11
×
l11+a12
×
l12+a13
×
l13=a12
×
l21+a13
×
l22
····
(1a)
[0091]
在本实施方式中,为了满足所述式(1a),而运算长度l11、长度l12、长度l13、长度l21及长度l22,决定轴驱动部10、臂支撑部61、倾斜臂62及垂直臂63的长度。作为轴驱动部10的长度,具体而言,决定z轴座9的长度,考虑臂支撑部61的长度及其他要素来决定。通过以上述方式构成,可使下侧支撑体7与上侧支撑体6因温度变化引起的位移量的差变得非常小,而可适宜地控制由上侧支撑体6支撑的上侧导引单元82相对于由下侧支撑体7支撑的下侧导引单元81的温度变化引起的相对位置的错位。
[0092]
再者,所谓上侧支撑体6的温度变化引起的水平1轴方向的变化量与下侧支撑体7的温度变化引起的水平1轴方向的变化量的和大致相等无需必须严格一致,只要为接近可实现放电加工中所需的加工精度的范围的值即可。
[0093]
<2.第二实施方式>
[0094]
以下,使用图对本发明的第二实施方式进行说明。图8是表示线放电加工装置100的上侧支撑体26的第二实施方式的立体图,图9是表示线放电加工装置100的上侧支撑体26的第二实施方式的侧视图。
[0095]
本发明的第二实施方式的线放电加工装置的上侧支撑体26是在将第一实施方式的上侧支撑体6进行制品化方面制成研究用的构造。
[0096]
上侧支撑体26包括臂支撑部261、倾斜臂62、垂直臂63。
[0097]
臂支撑部261包括截面矩形的本体2614、及设置于本体2614的相对的两个侧面的多块增强板2613。
[0098]
使用作为第二实施方式的上侧支撑体26进行模拟,将作为第一实施方式的上侧支撑体6的构造进一步具体化,而进行制品化。
[0099]
<3.模拟例>
[0100]
为了对第二实施方式的上侧支撑体26与具有未倾斜的水平臂的上侧支撑体500(比较例1、图10)及上侧支撑体600(比较例2、图11)进行比较,而进行数值模拟。这里,图10是表示比较例1的上侧支撑体500的立体图,图11是表示比较例2的上侧支撑体600的立体图。
[0101]
具体而言,为以下三种情形:(1)使周围的温度从23℃上升到26℃的情形;(2)使周围的温度从23℃下降到20℃的情形;(3)对于上侧导引单元,向z轴正方向(上方向)施加50n的力的情形。对于这三种情形,通过模拟对上侧导引单元的y方向位移(μm)、上侧支撑体的上端及下端的y方向位移(μm)、上侧支撑体相对于y方向的倾斜(每长度500μm的倾斜量(μm))进行计算。
[0102]
<3.1使周围的温度从23℃上升到26℃的情形时的模拟例>
[0103]
(表1)表示使周围的温度从23℃上升到26℃的情形时的上侧支撑体500(比较例1、图10)、上侧支撑体600(比较例2、图11)及作为第二实施方式的上侧支撑体26的上侧导引单元的y方向位移、上侧支撑体的上端及下端的y方向位移、上侧支撑体相对于y方向的倾斜。
[0104]
[表1]
[0105][0106]
根据(表1)可知,与比较例1及比较例2的上侧支撑体500、上侧支撑体600相比,具有倾斜臂的上侧支撑体26是即使在温度上升的情形时也可抑制y方向的位移且将y方向的倾斜抑制为最小限度的构造。
[0107]
<3.2使周围的温度从23℃下降到20℃的情形时的模拟例>
[0108]
(表2)表示使周围的温度从23℃下降到20℃的情形时的上侧支撑体500(比较例1、
图10)、上侧支撑体600(比较例2、图11)及作为第二实施方式的上侧支撑体26的上侧导引单元的y方向位移、上侧支撑体的上端及下端的y方向位移、上侧支撑体相对于y方向的倾斜。
[0109]
[表2]
[0110][0111]
根据(表2)可知,与比较例1及比较例2的上侧支撑体500、上侧支撑体600相比,具有倾斜臂的上侧支撑体26是即使在温度下降的情形时也可抑制y方向的位移且将y方向的倾斜抑制为最小限度的构造。
[0112]
<3.3对于上侧导引单元而向z轴正方向(上方向)施加50n的力的情形时的模拟例>
[0113]
(表3)表示从上侧导引单元的下端向z轴正方向(上方向)施加50n的力的情形时的上侧支撑体500(比较例1、图10)、上侧支撑体600(比较例2、图11)及作为第二实施方式的上侧支撑体26的上侧导引单元的y方向位移、上侧支撑体的上端及下端的y方向位移、上侧支撑体相对于y方向的倾斜。
[0114]
[表3]
[0115][0116]
根据(表3)可知,与比较例1及比较例2的上侧支撑体500、上侧支撑体600相比,具有倾斜臂的上侧支撑体26是在受到外力的情形时可将y方向的位移及y方向的倾斜抑制为最小限度的构造。
[0117]
在本实施方式中,为使上侧支撑体6、上侧支撑体26沿着u轴、v轴、y轴、z轴方向移动且沿着x轴方向移动台3的结构,但也可设为使台3沿着y轴及x轴方向移动的结构。
[0118]
另外,在本实施方式中,为设置于柱2上的u轴鞍51沿着u轴方向移动的结构,但也可设为在z轴座9与上侧支撑体6、上侧支撑体26之间设置u轴滑块而通过u轴滑块使上侧支撑体6、上侧支撑体26沿着u轴方向往返移动的结构。
[0119]
以上所说明的本发明可在不脱离所述发明的精神及必需的特征事项的情况下以其他各种形态实施。因此,本说明书所记载的实施例为例示的例子,并非限定于此进行解释。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1