螺纹及其退刀槽加工刀具的制作方法
1.本发明涉及机加工刀具领域,尤其涉及一种螺纹及其退刀槽加工刀具。
背景技术:
2.图1所示的带有螺纹的轴类零件在各类机械中广泛存在,例如常见的液压油缸活塞杆。轴类零件一般由车床加工,车削螺纹的根部因工艺需要,要设置退刀槽。
3.目前螺纹和退刀槽的加工需要采用两种刀具进行,即螺纹加工刀具和槽加工刀具,加工时先用槽加工刀具加工出退刀槽,再用螺纹加工刀具加工出螺纹。该加工方式由于需要进行刀具的切换,并不简便。
4.经检索,zl201120238810.2和zl202020105989.3等许多专利公开了槽加工刀具,zl202020700083.6、zl201922184325.0和zl201920719176.0等许多专利公开了螺纹车刀,但并未检索到螺纹和螺纹退刀槽均可加工的刀具。
技术实现要素:
5.本发明要解决的技术问题是:提供一种螺纹及其退刀槽均可加工,且使用范围广的加工刀具。
6.为解决上述问题采用的技术方案是:螺纹及其退刀槽加工刀具包括固定刀杆、活动刀杆、螺纹加工刀片和槽加工刀片,活动刀杆与固定刀杆连接,活动刀杆与固定刀杆之间形成工件通过槽,螺纹加工刀片和槽加工刀片分别位于工件通过槽两边,螺纹加工刀片与固定刀杆连接,槽加工刀片与活动刀杆连接,活动刀杆位置可调使得工件通过槽的宽度以及螺纹加工刀片与槽加工刀片的距离可调。
7.进一步的是:固定刀杆的形状为长条形,活动刀杆的形状为“l”形,活动刀杆包括刀杆水平部和刀杆竖直部,刀杆水平部连接在固定刀杆的下方并可沿固定刀杆长度方向移动调节位置,刀杆竖直部与固定刀杆前端之间形成工件通过槽。
8.进一步的是:螺纹及其退刀槽加工刀具包括紧固件;固定刀杆上设置有自固定刀杆前端向后延伸的变形槽,变形槽将固定刀杆前部分为两个夹持部,夹持部上设置有自固定刀杆前端向后延伸的v形夹持槽;刀杆水平部上设置有菱形滑块,菱形滑块插入v形夹持槽;紧固件连接两个夹持部并使二者距离减小,从而使得v形夹持槽夹紧菱形滑块。
9.进一步的是:槽加工刀片的刀刃朝向与螺纹加工刀片的刀刃朝向相反。
10.进一步的是:槽加工刀片的刀刃与螺纹加工刀片的刀刃高度相同。
11.本发明的有益效果是:1、如图5和图6所示,螺纹车削时,工件从工件通过槽通过,移动刀具使槽加工刀片接近工件即可加工退刀槽,然后再移动刀具使螺纹加工刀片接近工件即可加工螺纹。退刀槽和螺纹加工时只需操作机床或设置程序移动本复合刀具即可,不需要切换刀具,简化了螺纹及其退刀槽的加工,利于提高加工效率。
12.2、活动刀杆位置可调使得工件通过槽的宽度以及螺纹加工刀片与槽加工刀片的距离可调,当工件直径较小时,可调窄工件通过槽和调小螺纹加工刀片与槽加工刀片的距
离,使得刀具变短,刀具刚性更好,槽加工时振动小,并且可减小槽加工状态切换至螺纹加工状态的走刀距离,利于提高加工效率;当工件直径较大时,可调宽工件通过槽和调大螺纹加工刀片与槽加工刀片的距离,以使本发明能够加工直径更大的工件。因此本发明具有适应性强的有益效果。
附图说明
13.图1是螺纹及其退刀槽加工刀具针对的工件的结构图;
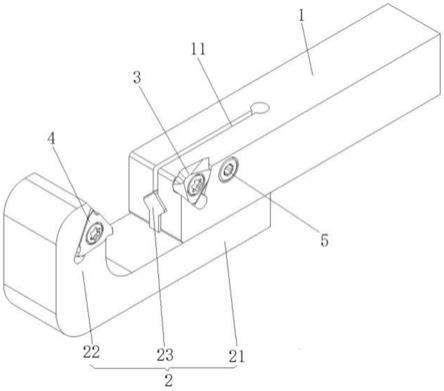
14.图2是螺纹及其退刀槽加工刀具的立体图;
15.图3是螺纹及其退刀槽加工刀具的主视图;
16.图4是图3的a
‑
a剖视图;
17.图5是螺纹及其退刀槽加工刀具加工退刀槽状态图;
18.图6是螺纹及其退刀槽加工刀具加工螺纹状态图;
19.图中标记为:固定刀杆1、变形槽11、v形夹持槽12、夹持部13、活动刀杆2、刀杆水平部21、刀杆竖直部22、菱形滑块23、螺纹加工刀片3、槽加工刀片4、紧固件5、工件通过槽6、工件7、螺纹71、退刀槽72。
具体实施方式
20.下面结合附图和具体实施方式对本发明进一步说明。
21.如图2至图4所示,螺纹及其退刀槽加工刀具包括固定刀杆1、活动刀杆2、螺纹加工刀片3和槽加工刀片4,活动刀杆2与固定刀杆1连接,活动刀杆2与固定刀杆1之间形成工件通过槽6,螺纹加工刀片3和槽加工刀片4分别位于工件通过槽6两边,螺纹加工刀片3与固定刀杆1连接,槽加工刀片4与活动刀杆2连接,活动刀杆2位置可调使得工件通过槽6的宽度以及螺纹加工刀片3与槽加工刀片4的距离可调。
22.如图5和图6所示,螺纹车削时,工件7从工件通过槽6通过,移动刀具使槽加工刀片4接近工件7即可加工退刀槽72,然后再移动刀具使螺纹加工刀片3接近工件7即可加工螺纹71。退刀槽72和螺纹71加工时只需操作机床或设置程序移动本刀具即可,不需要切换刀具,简化了螺纹71及其退刀槽72的加工,利于提高加工效率。
23.活动刀杆2位置可调使得工件通过槽6的宽度以及螺纹加工刀片3与槽加工刀片4的距离可调,当工件7直径较小时,可调窄工件通过槽6和调小螺纹加工刀片3与槽加工刀片4的距离,使得刀具变短,刀具刚性更好,槽加工时振动小,并且可减小槽加工状态切换至螺纹加工状态的走刀距离,利于提高加工效率;当工件7直径较大时,可调宽工件通过槽6和调大螺纹加工刀片3与槽加工刀片4的距离,以使本发明能够加工直径更大的工件7。因此本发明具有适应性强的有益效果。
24.固定刀杆1和活动刀杆2的具体结构优选如下:固定刀杆1的形状为长条形,活动刀杆2的形状为“l”形,活动刀杆2包括刀杆水平部21和刀杆竖直部22,刀杆水平部21连接在固定刀杆1的下方并可沿固定刀杆1长度方向移动调节位置,刀杆竖直部22与固定刀杆1前端之间形成工件通过槽6。沿固定刀杆1长度方向移动活动刀杆2即可调节工件通过槽6的宽度以及螺纹加工刀片3与槽加工刀片4的距离。
25.固定刀杆1与活动刀杆2的具体连接方式优选如下:螺纹及其退刀槽加工刀具包括
紧固件5;固定刀杆1上设置有自固定刀杆1前端向后延伸的变形槽11,变形槽11将固定刀杆1前部分为两个夹持部13,夹持部13上设置有自固定刀杆1前端向后延伸的v形夹持槽12;刀杆水平部21上设置有菱形滑块23,菱形滑块23插入v形夹持槽12;紧固件5连接两个夹持部13并使二者距离减小,从而使得v形夹持槽12夹紧菱形滑块23。
26.紧固件5具体是穿过一个夹持部13并与另一个夹持部13螺纹连接,拧紧紧固件5即可使两个夹持部13距离减小。稍微松开紧固件5,夹持部13微量回弹即可松开菱形滑块23,可移动活动刀杆2调节位置。菱形滑块23与v形夹持槽12配合还可限定活动刀杆2的高度,避免调节时活动刀杆2高度发生变化。
27.进一步的,优选槽加工刀片4的刀刃朝向与螺纹加工刀片3的刀刃朝向相反。如此则如图5和图6所示,加工时,槽加工刀片4和螺纹加工刀片3位于工件7的两边,加工退刀槽72和螺纹71时工件7均顺时针旋转。而假如槽加工刀片4的刀刃朝向与螺纹加工刀片3的刀刃朝向相同,则加工退刀槽72和螺纹71时工件7的旋转方向需要不同。因此该设置也利于简化加工,提高加工效率。
28.进一步的,优选槽加工刀片4的刀刃与螺纹加工刀片3的刀刃高度相同。车削时,刀具一般水平安装,因此本设置具体是指刀具水平设置时,槽加工刀片4的刀刃与螺纹加工刀片3的刀刃高度相同。加工时,槽加工刀片4的刀刃和螺纹加工刀片3的刀刃应当与工件7的中心平齐。槽加工刀片4的刀刃与螺纹加工刀片3的刀刃高度相同,则加工退刀槽72和螺纹71时刀具水平移动即可,不需要调整高度。
29.螺纹加工刀片3和槽加工刀片4均采用现有刀片即可,例如zl202021002776.4公开的切槽刀片和zl 201220247398.5公开的螺纹车刀片,优选选用立装式三角形刀片,安装在固定刀杆1和活动刀杆2的同一侧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1