一种可调式三滚轮推弯模具
一种可调式三滚轮推弯模具
【技术领域】
1.本发明涉及弯管加工领域,尤其涉及一种可调式三滚轮推弯模具。
背景技术:
2.弯管模具是用于将直管弯曲成各种形状弯管的模具,使用时需安装在弯管机上,借助机器或人力将直管进行弯曲成型。目前的弯管模具一般只能对管件折弯成一特定的角度,当需要将管件折弯成其他角度时,则需要更换模具,但模具更换操作复杂且耗时较长,影响生产效率,而且想要实现大范围的弯管半径加工则需要大量能弯折不同弯曲半径的模具,存在模具成本高的缺点。
3.因此,本发明正是基于以上不足而产生的。
技术实现要素:
4.本发明目的是克服了现有技术的不足,提供一种可实现大范围的弯管半径加工的可调式三滚轮推弯模具。
5.本发明是通过以下技术方案实现的:
6.一种可调式三滚轮推弯模具,包括:
7.机座1;
8.弯模装置2,其设在所述的机座1上;
9.靠模装置3,其设在所述的机座1上并能将管件压靠在弯模装置2上;
10.压模装置4,其可绕弯模装置2转动地设在所述的机座1上并在转动时与弯模装置2配合将管件弯折;
11.驱动装置5,其设在所述的机座1上并驱动压模装置4转动;
12.其特征在于,所述的压模装置4包括安装座41、设在安装座41上并能沿管件长度方向相对安装座41横向滑动的调节座42、设在所述调节座42上的压模43、设在安装座41与调节座42之间并能调节二者相对位置的调节装置44。
13.如上所述的可调式三滚轮推弯模具,其特征在于:所述的调节装置44包括设在所述调节座42上的多个横向排列的安装孔441、设在所述安装座41上的且与安装孔441连通的调节孔442、穿过调节孔442与其中一个安装孔441配合而将调节座42和安装座41固定的紧固件443。
14.如上所述的可调式三滚轮推弯模具,其特征在于:所述的安装座41上横向设置有调节滑轨411,所述的调节座42上设有与调节滑轨411滑动配合的滑槽421。
15.如上所述的可调式三滚轮推弯模具,其特征在于:所述的调节孔442为横向延伸的长条孔。
16.如上所述的可调式三滚轮推弯模具,其特征在于:所述的机座1上设有在管件弯折时插入到管件弯折处的芯棒6。
17.如上所述的可调式三滚轮推弯模具,其特征在于:所述的靠模装置3包括可转动地
设在机座1上的靠模滚轮31,所述的靠模滚轮31外周上设有对管件导滑的导滑槽311,所述的弯模装置2包括可转动地设在机座1上的弯模滚轮21,所述的弯模滚轮21外周上设有第一弯管槽211,所述的压模43为滚轮,所述的压模43外周上设有在压模43转动时将管件压靠在第一弯管槽211上而将管件弯折的第二弯管槽431。
18.如上所述的可调式三滚轮推弯模具,其特征在于:所述的驱动装置5包括第一驱动电机51,所述第一驱动电机51的电机轴上设有第一皮带轮52,所述的弯模装置2上可转动地设有传动轴52,所述的传动轴52上设有驱动臂53和通过第一皮带54与所述第一皮带轮52连接的第二皮带轮55,所述的安装座41设在驱动臂53上。
19.与现有技术相比,本发明有如下优点:
20.1、本发明中,当调节装置解锁,调节座可相对安装座沿管件长度方向横向移动,进行位置调节,调节位置后可锁定调节装置,当驱动装置驱动压模装置可绕弯模装置转动一定角度时,由于压模位置可调,这样可弯折出不同成形半径的弯管,结构新颖,无需更换模具,即可实现大范围的弯管半径加工,能满足用户对不同成形半径弯管的需求,操作简单,避免耗费时间去更换模具,有效提高生产效率,也能减少制造成本。
21.2、本发明中,调节孔为横向延伸的长条孔,这样当调节座通过紧固件与安装孔配合调节到临近设定值时,松开紧固件可以让紧固件沿长条孔孔壁左右滑动,进行横移微调,待调节完成后锁紧紧固件,调节方便,满足压模更多且小范围的位移调节需求,实用性强。
22.3、本发明中,芯棒送入管材内部成形区,对其进行支撑,从而避免弯管部分产生较大程度的截面变形或断裂,同时也可避免弯管内侧产生褶皱,保证其表面质量,保证小弯曲半径范围的弯管可顺利加工。
【附图说明】
23.图1是应用本发明可调式三滚轮推弯模具的弯管机的立体结构示意图;
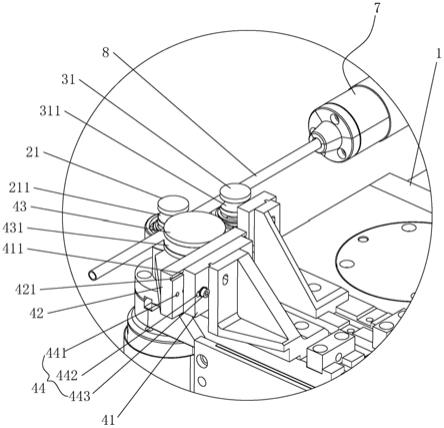
24.图2是图1中a处的放大示意图;
25.图3是本发明局部结构的分解示意图;
26.图4是本发明压模装置与驱动臂装配示意图
27.图5是图4的分解结构示意图
28.图6是本发明的管件弯折示意图。
【具体实施方式】
29.下面结合附图对本发明作进一步描述:
30.如图1至图6所示,一种可调式三滚轮推弯模具,包括:
31.机座1;
32.弯模装置2,其设在所述的机座1上;
33.靠模装置3,其设在所述的机座1上并能将管件压靠在弯模装置2上;
34.压模装置4,其可绕弯模装置2转动地设在所述的机座1上并在转动时与弯模装置2配合将管件弯折;
35.驱动装置5,其设在所述的机座1上并驱动压模装置4转动;
36.压模装置4包括安装座41、设在安装座41上并能沿管件长度方向相对安装座41横
向滑动的调节座42、设在所述调节座42上的压模43、设在安装座41与调节座42之间并能调节二者相对位置的调节装置44。如图6所示,根据所需的弯管成形尺寸,当调节装置44解锁,使用者可将调节座42可相对安装座41沿管件长度方向横向移动距离l,进行位置调节,调节位置后可锁定调节装置44,此时压模43移动到新的位置上,驱动装置5则驱动压模装置4可绕弯模装置2转动一定角度θ时,由于压模位置可调,通过设定l和θ值,这样可弯折出不同成形半径的弯管,结构新颖,无需更换模具,即可实现大范围的弯管半径加工,能满足用户对不同成形半径弯管的需求,操作简单,避免耗费时间去更换模具,有效提高生产效率,也能减少制造成本。
37.如图5所示,调节装置44包括设在调节座42上的多个横向排列的安装孔441、设在安装座41上的且与安装孔441连通的调节孔442、穿过调节孔442与其中一个安装孔441配合而将调节座42和安装座41固定的紧固件443。在本实施例中,紧固件443是带头螺丝,安装孔441是与螺丝螺纹连接的螺纹孔,当松开螺丝时,调节座42和安装座41解锁,调节座42可相对安装座41左右移动,使得压模43到弯模装置2的距离可调,从而实现对弯管半径的调节,当螺丝拧紧在螺纹孔内时,调节座42和安装座41锁定在相对位置上。当然在实际应用中,除带头螺丝与螺纹孔配合连接外,还可采用如螺栓与螺母配合连接来进行调节。
38.具体地,安装座41上横向设置有调节滑轨411,调节座42上设有与调节滑轨411滑动配合的滑槽421。当移动调节座42时,调节座42通过滑槽421沿调节滑轨411横向滑动。
39.进一步地,调节孔442为横向延伸的长条孔。当调节座42通过紧固件443与安装孔441配合调节到临近设定值时,松开紧固件443可以让紧固件443沿长条孔孔壁左右滑动,进行横移微调,待调节完成后锁紧紧固件443,调节方便,满足压模更多且小范围的位移调节需求,实用性强。
40.如图1所示,机座1上设有在管件弯折时插入到管件弯折处的芯棒6。当所设定的l和θ值会产生较小的弯曲半径时,则可将芯棒6送入管材8内部成形区,对其进行支撑,从而避免弯管部分产生较大程度的截面变形或断裂,同时也可避免弯管内侧产生褶皱,保证其表面质量。在具体实施中,机座1上还设有驱动芯棒6插入或抽出管件弯折处的芯棒驱动气缸9。
41.如图2所示,靠模装置3包括可转动地设在机座1上的靠模滚轮31,靠模滚轮31外周上设有对管件导滑的导滑槽311,弯模装置2包括可转动地设在机座1上的弯模滚轮21,弯模滚轮21外周上设有第一弯管槽211,压模43为滚轮,压模43外周上设有在压模43转动时将管件压靠在第一弯管槽211上而将管件弯折的第二弯管槽431。工作时,管件沿导滑槽311进入第一弯管槽211和第二弯管槽431之间,当驱动装置5驱动压模绕弯模装置2转动,第一弯管槽211与第二弯管槽431配合将管件折弯。
42.如图3所示,驱动装置5包括第一驱动电机51,第一驱动电机51的电机轴上设有第一皮带轮52,弯模装置2上可转动地设有传动轴52,传动轴52上设有驱动臂53和通过第一皮带54与第一皮带轮52连接的第二皮带轮55,安装座41设在驱动臂53上。当需驱动压模绕弯模装置2转动时,第一驱动电机51带动第一皮带轮52转动,第一皮带轮52通过第一皮带54带动第二皮带轮55转动,第二皮带轮55带动传动轴52转动,传动轴52带动驱动臂53转动,这样设置在驱动臂53上的安装座41跟随转动,从而设在调节座42上的压模43能绕弯模滚轮21中心转动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1