一种可检测工件中心柱内径的弧三角工件加工装置的制作方法
1.本发明涉及非标零件加工技术领域,具体为一种可检测工件中心柱内径的弧三角工件加工装置。
背景技术:
2.随着科技的进步和经济的快速发展,汽车的使用越来越普遍,人们出行时对汽车的依赖性也越来越大,所以,现在的汽车行业发展迅速,并带动与之相关的行业如汽车零件行业的发展,汽车零件可以分为发动机配件、传动系配件、制动系配件、转向系配件、行走系配件等等,汽车零部件的形状多种多样,一般分为标准零部件和非标准零部件,而两者零部件在生产过程中,需要对其进行铣削、钻孔等工序,现有一种弧三角工件,加工时需对胚料的三边进行铣削,并对其中心柱进行内螺纹加工。
3.由于上述工件的形状不规则,传统的弧边铣削装置无法对上述工件胚料进行很好的夹持与固定,加工时夹具易对工件造成夹持损伤,且弧面加工完成后还需人工将工件转移至内螺纹铣削装置处进行固定与内螺纹加工,操作较为繁琐,加工效率较低。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种可检测工件中心柱内径的弧三角工件加工装置,解决了上述背景技术中提出的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种可检测工件中心柱内径的弧三角工件加工装置,包括底板、环形滑轨、铣弧机构、三角台和夹持座,所述底板顶部的中间位置处安装有环形滑轨,且环形滑轨的内部均匀设置有滑块,所述滑块的顶部均固定有工作台,且工作台内部底端的中间位置处均安装有步进电机,所述工作台内部的顶端均设置有转盘,且步进电机的输出端均通过转轴与转盘连接,所述转盘顶端的中间位置处均固定有三角台,且三角台顶部的中间位置处均安装有ccd视觉检测摄像头,所述转盘顶部靠近三角台拐角的位置处均安装有固定板,且固定板远离三角台的一端均安装有液压推杆,所述固定板靠近三角台的一端均设置有夹持座,且液压推杆的输出端均贯穿固定板与夹持座连接,所述底板顶部的一侧安装有传送带,且传送带的顶端均匀设置有工件胚料,所述传送带和环形滑轨之间的底板顶部安装有旋转座,且旋转座内部的底端固定有旋转电机,所述旋转座内部的顶端安装有旋转柱,且旋转电机的输出端通过转轴与旋转柱的底部连接,所述旋转柱顶部的一侧固定有旋转臂,且旋转柱一端的中间位置处安装有控制面板,所述旋转臂底部远离旋转柱的一侧安装有第一液压升降杆,且第一液压升降杆的底端固定有可旋转机械爪,所述底板顶部一端的中间位置处安装有架体,且架体内部的顶端开设有电磁滑轨,所述电磁滑轨的内部设置有电磁滑块,且电磁滑块的底部固定有驱动电机,所述驱动电机的底部输出端通过转轴安装有第二液压升降杆,且第二液压升降杆的底部安装有螺纹铣刀,所述底板顶部远离传送带的一侧固定有安装架,且安装架内部的顶端固定有铣弧机构。
6.可选的,所述环形滑轨的顶部通过滑块活动连接有四个工作台,且相邻工作台之间的间距均相等,所述环形滑轨上方以逆时针方向计算依次设为上料工位、检测工位、铣弧工位和内螺纹加工工位。
7.可选的,所述铣弧机构包括固定座、位于固定座内部中间位置处的减速电机,嵌设于固定座内部底端的旋转盘、通过螺栓与旋转盘构成可拆卸式连接设计的伸缩座、位于伸缩座内部且一侧伸出伸缩座的伸缩臂、位于伸缩臂伸出端的安装箍、位于安装箍顶部的铣削电机、位于安装箍底部的防护罩、位于安装箍内部的液压伸缩杆和与液压伸缩杆底部输出端螺纹连接的铣刀,所述铣削电机的输出端通过转轴与液压伸缩杆的顶部连接,且液压伸缩杆与安装箍之间为旋转连接。
8.可选的,所述伸缩座内部的一端开设有驱动仓,且驱动仓的内部固定有伺服电机,所述伸缩座内部的另一端设置有伸缩仓,且伸缩仓的内部形状与伸缩臂外侧相吻合,所述伸缩臂两侧的伸缩座内均开设有丝杆仓,且丝杆仓的内部均固定有丝杆,所述伺服电机的输出端均通过皮带轮机构与丝杆构成传动结构,且丝杆上均套设有与其相配合的丝杆套,所述丝杆套均通过螺栓与伸缩臂靠近驱动仓的一端连接,且伸缩臂通过丝杆套和丝杆与伸缩座构成伸缩结构。
9.可选的,所述三角台的形状均与铣削后的弧三角工件相吻合,且三角台与转盘的中轴线重合。
10.可选的,所述三角台内部的中间位置处均开设有传动仓,且传动仓的内部均通过转轴安装有齿盘,所述ccd视觉检测摄像头外侧的三角台顶部均匀开设有三个活动槽,且活动槽均以ccd视觉检测摄像头为中心散射分布。
11.可选的,所述活动槽内均设置有活动块,且活动块的形状均与活动槽相吻合,所述活动块的顶部均安装有检测夹板,且检测夹板均呈弧形设计,所述检测夹板靠近三角台中心的一侧均安装有激光测距仪,且检测夹板背离三角台中心的一侧均设置有触碰感应器。
12.可选的,所述夹持座的夹持方向均指向三角台的中轴线,且夹持座上均设置有与工件胚料拐角形状相吻合的第一夹持部和与三角台拐角形状相吻合的第二夹持部。
13.可选的,所述齿盘一侧的传动仓内均设置有与其相啮合的传动齿轮,且传动齿轮下方的转盘内均固定有微型电机,微型电机的输出端均通过转轴与传动齿轮连接,所述齿盘的上表面均设置有螺旋纹,且齿盘的上表面均与活动块的底部相接触,所述活动块的底部均设置有与螺旋纹相吻合的螺纹。
14.本发明提供了一种可检测工件中心柱内径的弧三角工件加工装置,具备以下有益效果:1.该可检测工件中心柱内径的弧三角工件加工装置,通过设置有三个夹持座,可在液压推杆的作用下从三个方位对弧三角工件进行装夹,其上设置有第一夹持部和第二夹持部,第一夹持部形状与工件胚料拐角相吻合,第二夹持部形状与加工后的弧三角工件拐角相吻合,因此既能够对工件胚料进行装夹,又能够对加工后的弧三角进行装夹,无需更换夹具便可完成弧面加工与螺纹铣削,使用十分便捷。
15.2.该可检测工件中心柱内径的弧三角工件加工装置,通过设置有工作台和环形滑轨,工作台可带动工件胚料在环形滑轨内移动,从而转移至检测工位处,对中心柱内孔孔径进行检测,转移至铣弧工位对工件胚料边缘进行铣弧加工,转移至内螺纹加工工位对中心
柱进行内螺纹加工,多步操作可同时进行,互不干扰,加工效率更高,流程化加工,自动化程度更高,便于该弧三角工件的批量化生产。
16.3.该可检测工件中心柱内径的弧三角工件加工装置,通过设置有检测夹板,上料时三个检测触片恰好插入工件胚料中心柱内,然后齿盘旋转可带动活动块顺着活动槽移动,从而使检测夹板紧贴中心柱内壁,对中心柱内径进行检测,若检测不合格则后续不对其进行加工,且卸料时可旋转机械爪将其放置一旁废料箱内,从而避免对不良品进行加工,造成人力财力的浪费,检测的同时还可对工件胚料进行对中处理,使其与三角台的中心重合,使得后续加工更精准。
17.4.该可检测工件中心柱内径的弧三角工件加工装置,通过设置有铣弧机构,铣弧机构的减速电机工作,可带动伸缩座旋转,从而使铣刀的铣削轨迹为一段圆弧,伸缩臂又可在伸缩座内进行伸缩,从而控制铣刀铣削圆弧的半径,二者协同作用,使得铣刀能够对工件胚料进行圆弧铣削,铣削的效果更佳。
附图说明
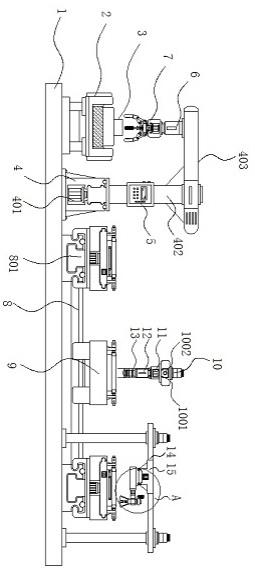
18.图1为本发明正视剖面结构示意图;图2为本发明铣弧机构正视剖面结构示意图;图3为本发明环形滑轨俯视结构示意图;图4为本发明工作台正视剖面结构示意图;图5为本发明伸缩座俯视剖面结构示意图;图6为本发明夹持座俯视结构示意图;图7为本发明三角台俯视剖面结构示意图;图8为本发明活动块结构示意图;图9为本发明弧三角工件结构示意图。
19.图中:1、底板;2、传送带;3、工件胚料;4、旋转座;401、旋转电机;402、旋转柱;403、旋转臂;5、控制面板;6、第一液压升降杆;7、可旋转机械爪;8、环形滑轨;801、滑块;9、工作台;901、转盘;902、步进电机;10、架体;1001、电磁滑轨;1002、电磁滑块;11、驱动电机;12、第二液压升降杆;13、螺纹铣刀;14、安装架;15、铣弧机构;1501、固定座;1502、旋转盘;16、减速电机;17、伸缩臂;1701、丝杆套;18、铣削电机;19、伸缩座;1901、驱动仓;1902、伸缩仓;1903、丝杆仓;20、防护罩;21、液压伸缩杆;2101、铣刀;22、三角台;2201、活动槽;2202、ccd视觉检测摄像头;2203、传动仓;23、检测夹板;2301、触碰感应器;2302、激光测距仪;24、夹持座;2401、第一夹持部;2402、第二夹持部;25、液压推杆;26、固定板;27、齿盘;2701、螺旋纹;28、微型电机;2801、传动齿轮;29、安装箍;30、伺服电机;3001、丝杆;31、活动块;3101、螺纹。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为
基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
23.请参阅图1至图9,本发明提供一种技术方案:一种可检测工件中心柱内径的弧三角工件加工装置,包括底板1、环形滑轨8、铣弧机构15、三角台22和夹持座24,底板1顶部的中间位置处安装有环形滑轨8,且环形滑轨8的内部均匀设置有滑块801,环形滑轨8的顶部通过滑块801活动连接有四个工作台9,且相邻工作台9之间的间距均相等,环形滑轨8上方以逆时针方向计算依次设为上料工位、检测工位、铣弧工位和内螺纹加工工位,环形滑轨8多工位设计使得多步操作能够同步进行,互不干扰,加工效率更高,流程化加工,自动化程度更高,便于该弧三角工件的批量化生产。
24.滑块801的顶部均固定有工作台9,且工作台9内部底端的中间位置处均安装有步进电机902,工作台9内部的顶端均设置有转盘901,且步进电机902的输出端均通过转轴与转盘901连接,转盘901顶端的中间位置处均固定有三角台22,且三角台22顶部的中间位置处均安装有ccd视觉检测摄像头2202,三角台22的形状均与铣削后的弧三角工件相吻合,且三角台22与转盘901的中轴线重合,形状均与弧三角工件相吻合使得,三角台22边缘不会对铣削造成阻挡,更便于铣刀2101对工件胚料3进行铣削,中轴线重合设计使得转盘901旋转可带动工件胚料3以自身中轴线为中心进行旋转,内螺纹加工更精准。
25.三角台22内部的中间位置处均开设有传动仓2203,且传动仓2203的内部均通过转轴安装有齿盘27,ccd视觉检测摄像头2202外侧的三角台22顶部均匀开设有三个活动槽2201,且活动槽2201均以ccd视觉检测摄像头2202为中心散射分布,散射分布的活动槽2201可对检测夹板23的移动轨迹进行限位,使其仅能够在工件胚料3中心柱的径向上移动,而不会发生左右晃动,内径检测更精准。
26.齿盘27一侧的传动仓2203内均设置有与其相啮合的传动齿轮2801,且传动齿轮2801下方的转盘901内均固定有微型电机28,微型电机28的输出端均通过转轴与传动齿轮2801连接,齿盘27的上表面均设置有螺旋纹2701,且齿盘27的上表面均与活动块31的底部相接触,活动块31的底部均设置有与螺旋纹2701相吻合的螺纹3101,微型电机28工作,带动传动齿轮2801旋转,从而使齿盘27旋转,继而带动活动块31顺着活动槽2201向齿盘27外周移动,从而使三个检测夹板23向外撑开,对中心柱内径进行检测,检测的同时还可对工件胚料3进行对中处理,使其与三角台22的中心重合,使得后续加工更精准。
27.活动槽2201内均设置有活动块31,且活动块31的形状均与活动槽2201相吻合,活动块31的顶部均安装有检测夹板23,且检测夹板23均呈弧形设计,检测夹板23靠近三角台22中心的一侧均安装有激光测距仪2302,且检测夹板23背离三角台22中心的一侧均设置有触碰感应器2301,检测时触碰感应器2301接触中心柱内壁,此时激光测距仪2302可检测自身与中心柱内壁之间的间距,从而确定中心柱的内径是否符合标准,若不合格,则后续不对
其进行加工,从而避免对不良品进行加工,造成人力财力的浪费,形状相吻合设计使得活动块31在活动槽2201内移动更顺畅,且不易发生脱落或晃动,内径检测更精准。
28.转盘901顶部靠近三角台22拐角的位置处均安装有固定板26,且固定板26远离三角台22的一端均安装有液压推杆25,固定板26靠近三角台22的一端均设置有夹持座24,且液压推杆25的输出端均贯穿固定板26与夹持座24连接,夹持座24的夹持方向均指向三角台22的中轴线,且夹持座24上均设置有与工件胚料3拐角形状相吻合的第一夹持部2401和与三角台22拐角形状相吻合的第二夹持部2402,三个夹持座24液压推杆25的作用下从三个方位对工件胚料3进行装夹,第一夹持部2401形状与工件胚料3拐角相吻合,第二夹持部2402形状与加工后的弧三角工件拐角相吻合,因此夹持座24既能够对工件胚料3进行装夹,又能够对加工后的弧三角进行装夹,无需更换夹具便可完成弧面加工与螺纹铣削,使用十分便捷。
29.底板1顶部的一侧安装有传送带2,且传送带2的顶端均匀设置有工件胚料3,传送带2和环形滑轨8之间的底板1顶部安装有旋转座4,且旋转座4内部的底端固定有旋转电机401,旋转座4内部的顶端安装有旋转柱402,且旋转电机401的输出端通过转轴与旋转柱402的底部连接,旋转柱402顶部的一侧固定有旋转臂403,且旋转柱402一端的中间位置处安装有控制面板5,旋转臂403底部远离旋转柱402的一侧安装有第一液压升降杆6,且第一液压升降杆6的底端固定有可旋转机械爪7,底板1顶部一端的中间位置处安装有架体10,且架体10内部的顶端开设有电磁滑轨1001,电磁滑轨1001的内部设置有电磁滑块1002,且电磁滑块1002的底部固定有驱动电机11,驱动电机11的底部输出端通过转轴安装有第二液压升降杆12,且第二液压升降杆12的底部安装有螺纹铣刀13,底板1顶部远离传送带2的一侧固定有安装架14,且安装架14内部的顶端固定有铣弧机构15,铣弧机构15包括固定座1501、位于固定座1501内部中间位置处的减速电机16,嵌设于固定座1501内部底端的旋转盘1502、通过螺栓与旋转盘1502构成可拆卸式连接设计的伸缩座19、位于伸缩座19内部且一侧伸出伸缩座19的伸缩臂17、位于伸缩臂17伸出端的安装箍29、位于安装箍29顶部的铣削电机18、位于安装箍29底部的防护罩20、位于安装箍29内部的液压伸缩杆21和与液压伸缩杆21底部输出端螺纹连接的铣刀2101,铣削电机18的输出端通过转轴与液压伸缩杆21的顶部连接,且液压伸缩杆21与安装箍29之间为旋转连接,铣弧机构15的减速电机16工作,可带动伸缩座19旋转,从而使铣刀2101的铣削轨迹为一段圆弧,伸缩臂17又可在伸缩座19内进行伸缩,从而控制铣刀2101铣削圆弧的半径,二者协同作用,使得铣刀2101能够对工件胚料3进行圆弧铣削,铣削的效果更佳。
30.伸缩座19内部的一端开设有驱动仓1901,且驱动仓1901的内部固定有伺服电机30,伸缩座19内部的另一端设置有伸缩仓1902,且伸缩仓1902的内部形状与伸缩臂17外侧相吻合,伸缩臂17两侧的伸缩座19内均开设有丝杆仓1903,且丝杆仓1903的内部均固定有丝杆3001,伺服电机30的输出端均通过皮带轮机构与丝杆3001构成传动结构,且丝杆3001上均套设有与其相配合的丝杆套1701,丝杆套1701均通过螺栓与伸缩臂17靠近驱动仓1901的一端连接,且伸缩臂17通过丝杆套1701和丝杆3001与伸缩座19构成伸缩结构,铣削时伺服电机30工作,可带动丝杆3001旋转,从而使丝杆套1701顺着丝杆3001移动,带动伸缩臂17在伸缩座19内进行伸缩,伸缩仓1902的内部形状与伸缩臂17外侧相吻合设计使得伸缩臂17在伸缩座19内移动更稳定不易发生晃动或位移,加工的精度更高。
31.综上,该可检测工件中心柱内径的弧三角工件加工装置,使用时,接通电源,首先工件胚料3由上一道工序落至传送带2上,当可旋转机械爪7上的光电感应器检测到工件胚料3传至指定位置时,第一液压升降杆6伸长,带动可旋转机械爪7下移,抓住工件胚料3,将其放至上料工位的三角台22上方,且与三角台22的拐角对齐,此时三个检测夹板23均位于工件胚料3的中心柱内,然后滑块801在环形滑轨8内移动,带动工作台9转移至检测工位,微型电机28工作,带动传动齿轮2801旋转,从而使齿盘27旋转,继而带动活动块31顺着活动槽2201向齿盘27外周移动,从而使三个检测夹板23向外撑开,直至触碰感应器2301接触中心柱内壁,此时激光测距仪2302可检测自身与中心柱内壁之间的间距,从而确定中心柱的内径是否符合标准,若不合格,则后续不对其进行加工,且卸料时可旋转机械爪7将其放置一旁废料箱内,若合格则液压推杆25工作,带动夹持座24对工件胚料3的三个拐角进行夹持,然后工作台9转移至铣弧工位,铣刀2101下方的液压推杆25收缩,将待加工的工件胚料3拐角暴露出来,然后铣弧机构15的减速电机16工作,带动伸缩座19旋转,从而使铣刀2101的铣削轨迹为一段圆弧,液压伸缩杆21和铣削电机18协同作用,带动铣刀2101旋转,对工件胚料3待铣削部位进行铣削加工,铣削时伺服电机30工作,可带动丝杆3001旋转,从而使丝杆套1701顺着丝杆3001移动,带动伸缩臂17在伸缩座19内进行伸缩,从而控制铣刀2101铣削圆弧的半径,一个拐角铣削完成后,铣削后的拐角对应的液压推杆25伸长,夹持座24的第二夹持部2402与铣削后的工件拐角贴合,对其进行夹持,然后步进电机902工作,带动转盘901旋转120
°
,重复上述操作,直至完成全部铣削,铣削完成后,工作台9转移至内螺纹加工工位,第二液压升降杆12伸长,带动螺纹铣刀13伸入工件胚料3的中心柱内,然后驱动电机11工作,带动螺纹铣刀13旋转,电磁滑块1002在电磁滑轨1001内移动,从而带动螺纹铣刀13靠近中心柱内壁,对中心柱进行内螺纹加工,铣削的同时步进电机902工作,带动转盘901旋转,将待铣削部位旋转至螺纹铣刀13处,加工完成后,工作台9回到上料工位,可旋转机械爪7将成品取下放至传送带2上完成卸料。
32.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1