一种氩弧焊堆焊及焊后滚压一体化的增材制造装置的制作方法
1.本发明属于增材制造技术领域,尤其是一种增材制造改性技术,具体的说是一种氩弧焊堆焊及焊后滚压一体化的增材制造装置。
背景技术:
2.电弧送丝增材制造技术(waam)作为3d打印方法之一目前得到了广泛的应用,其基本原理是采用焊接电弧作为热源将金属丝材熔化,按设定成形路径在基板上堆积每一层片,层层堆敷直至成形金属件,适用于各种复杂结构形状,对成型件的尺寸基本无限制。电弧增材制造技术是采用逐层堆焊的方式制造致密金属实体构件,因以电弧为载能束,热输入高,成形速度快,适用于大尺寸复杂构件低成本、高效快速成形。面对特殊金属结构制造成本及可靠性要求,其结构件逐渐向大型化、整体化、智能化发展,因而该技术在大尺寸结构件成形上具有其他增材技术不可比拟的效率与成本优势。但相比传统的制造技术,电弧增材的微观组织是树枝晶组织,因此必然存在偏析、各向异性、晶粒粗大等原因导致其力学性能低于常规的锻件、钢管、钢板的性能,同时电弧增材过程也会出现裂纹、气孔等堆焊缺陷而导致产品使用受到影响和限制,同时堆焊缺陷的返工也会导致制造效率偏低等。
3.针对以上问题,急需设计一种氩弧焊堆焊及焊后滚压一体化的增材制造装置。该装置基于电弧送丝增材制造技术,设计添加随焊滚压工序(滚压时增材金属温度应在900~1000℃),通过滚压使增材金属发生较大的变形,然后在高温下变形金属发生再结晶,使晶粒粗大的树枝晶变成晶粒细小的等轴晶,完全改善了微观组织结构,保证成形件的性能满足设计要求。
技术实现要素:
4.本发明的目的是:针对目前电弧增材制造技术存在成型效率低、成型组织性能差等问题,设计一种氩弧焊堆焊及焊后滚压一体化的增材制造装置。
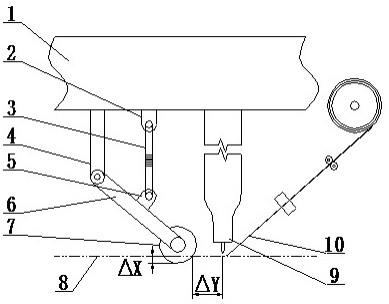
5.本发明的技术方案是:一种氩弧焊堆焊及焊后滚压一体化的增材制造装置,其特征是:它包括横梁1、横梁耳座2、调节螺杆3、横梁力臂4、力臂耳座5、滚轮力臂6、滚轮7和焊枪9,横梁1设置在焊接设备上并能在焊接设备的控制下作上下左右移动,横梁力臂4、横梁耳座2和焊枪9固定在横梁1上,横梁力臂4和滚轮力臂6通过销轴连接,力臂耳座5固定在滚轮力臂6上,横梁耳座2和力臂耳座5通过调节螺杆3连接,焊丝10和焊枪9相对固定在横梁1上;通过调整调节螺杆3的长度来调整滚轮7对堆焊层8的滚压下压量
△
x,横梁力臂4和/或焊枪9在横梁1上的位置可调,通过调整焊枪9和滚轮7的距离来调整滚压滞后距离
△
y;带有钨极的焊枪9和焊丝10完成焊接过程,形成堆焊层8,成型后通过滚轮7对堆焊层8进行滚压,滚压结束后,堆焊层8完成晶粒破碎再结晶,每层每道以此反复。
6.在氩弧焊堆焊后增加滚压的工序;焊枪9和焊丝10形成堆焊层,随后受滚轮7进行
一定变形量的滚压;堆焊层形成后的组织状态为铸态组织,呈柱状树枝晶结构,受滚轮7进行变形后,充分破碎堆焊层粗大的晶粒,为后续的再结晶提供动力,从而使组织晶粒细化,转变为细小均匀的等轴晶;通过调整下压量
△
x来调整堆焊层的滚压变形率,下压量
△
x由以下公式确定:式中::滚轮相对于堆焊层平面下压的深度 mm;t: 堆焊层的厚度 mm;a:堆焊层需要的变形率%,其取值为15
‑
30%。
7.焊枪9和滚轮7之间的滚压滞后距离
△
y是为保证受滚压的堆焊层处于再结晶温度范围内而设置,并由以下公式计算确定:式中:t1: 氩弧焊堆焊时的温度℃;t2:滚压后的温度 ℃;t:该金属在空气中的冷却速率 ℃/s;:焊接速度 mm/s。
8.选择合适的滚轮直径,来调整滚轮压入力的大小;在堆焊层材质一定,变形率一定(一定)的情况下,滚轮直径越大,压入力越大;过大的辊轮直径,需要过多的压入力,造成设备的设计不合理;根据一般金属材料的性能,为控制滚轮压入力,一般采用滚轮直径为8~15mm。
9.本发明的有益效果:基于电弧送丝增材制造技术,本发明通过添加焊后滚压技术来破碎堆焊层的粗大晶粒,通过材料的再结晶改善微观组织结构,保证成形件的性能满足设计要求。
附图说明
10.图1是本发明的结构示意图。
具体实施方式
11.下面结合附图和实施例对本发明作进一步的说明。
12.如图1所示。
13.一种氩弧焊堆焊及焊后滚压一体化的增材制造装置,它包括横梁1、横梁耳座2、调节螺杆3、横梁力臂4、力臂耳座5、滚轮力臂6、滚轮7和焊枪9,横梁1设置在焊接设备上并能在焊接设备的控制下作上下左右移动,横梁力臂4、横梁耳座2和焊枪9固定在横梁1上,横梁力臂4和滚轮力臂6通过销轴连接,力臂耳座5固定在滚轮力臂6上,横梁耳座2和力臂耳座5通过调节螺杆3连接,焊丝10和焊枪9相对固定在横梁1上;通过调整调节螺杆3的长度来调
整滚轮7对堆焊层8的滚压下压量
△
x,横梁力臂4和/或焊枪9在横梁1上的位置可调,通过调整焊枪9和滚轮7的距离来调整滚压滞后距离
△
y;带有钨极的焊枪9和焊丝10完成焊接过程,形成堆焊层8,成型后通过滚轮7对堆焊层8进行滚压,滚压结束后,堆焊层8完成晶粒破碎再结晶,每层每道以此反复。在氩弧焊堆焊后增加滚压的工序;焊枪9和焊丝10形成堆焊层,随后受滚轮7进行一定变形量的滚压;堆焊层形成后的组织状态为铸态组织,呈柱状树枝晶结构,受滚轮7进行变形后,充分破碎堆焊层粗大的晶粒,为后续的再结晶提供动力,从而使组织晶粒细化,转变为细小均匀的等轴晶;通过调整下压量
△
x来调整堆焊层的滚压变形率,下压量
△
x由以下公式确定:式中::滚轮相对于堆焊层平面下压的深度 mm;t: 堆焊层的厚度 mm;a:堆焊层需要的变形率%,其取值为15
‑
30%。
14.焊枪9和滚轮7之间的滚压滞后距离
△
y是为保证受滚压的堆焊层处于再结晶温度范围内而设置,并由以下公式计算确定:式中:t1: 氩弧焊堆焊时的温度℃;t2:滚压后的温度 ℃;t:该金属在空气中的冷却速率 ℃/s;:焊接速度 mm/s。
15.此外,由图1可靠,具体实施时,还可通过选择滚轮直径和调节螺杆3的高度来调节
△
y的大小。选择合适的滚轮直径,来调整滚轮压入力的大小;在堆焊层材质一定,变形率一定(一定)的情况下,滚轮直径越大,压入力越大;过大的辊轮直径,需要过多的压入力,造成设备的设计不合理;根据一般金属材料的性能,为控制滚轮压入力,一般采用滚轮直径为8~15mm。
16.实例:采用er nimo
‑
2氩弧焊焊丝进行堆焊,堆焊时的温度(t1)约1400℃,再结晶的需要温度(t2)为950℃,该金属在空气中的冷却速率为100℃/s,控制焊机的焊接速度为4mm/s。设计变形率(a)为20%(可在15
‑
30%之间选取),选择滚轮直径10mm(也可在8~15mm之间任意计算选取),一层堆焊层的厚度(t)为2mm,根据权利要求书中公式计算可得:
△
x为0.4mm,
△
y为18mm。
17.根据计算所得的
△
x调整堆焊和搅拌的距离。选择φ2.4mm焊丝,并放置在送丝装置上,焊丝就位。设置焊机的焊接电流为90~170a,焊接电压10~14v,焊接速度4mm/s,焊接参数就位。
18.启动焊机,熔融焊丝形成堆焊层,此时堆焊层的温度约1400℃,形成的堆焊层行进
至滚轮处进行滚压,此时滚压结束后最低温度为950℃,经滚压后的堆焊层在此温度下完成再结晶形成等轴晶,如此一道结束后,按相同的步骤进行下一道堆焊层的成型。对比堆焊层堆焊后的性能和堆焊+滚压后的性能:堆焊层状态室温抗拉强度/mpa室温屈服强度/mpa堆焊后742321堆焊+滚压后842434本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1